海洋工程钢结构焊接横向裂纹产生原因及控制措施分析
2020-04-30 10:20张大伟海洋石油工程股份有限公司天津300451
化工管理 2020年10期
张大伟(海洋石油工程股份有限公司,天津 300451)
0 引言
海洋工程钢结构作为目前海洋油气资源开发的主流载体,其质量情况关乎整个油气资源开发的周期、成本甚至成败,而焊接横向裂纹是诸多质量缺陷中危害比较大的一种,在近些年的海洋工程钢结构施工中愈发常见,本文将从横向裂纹的特点及危害、产生原因和控制措施几个方面对其进行分析。
1 横向裂纹的特点和危害
气孔、夹渣、未熔合、咬边等是常见的海洋工程钢结构焊接缺陷,横向裂纹在我们以往的焊接中是比较少见的,但是近些年,出现的频率逐渐增加,它具备其自身的特点和危害:
1.1 特点
普遍发生在焊接应力集中区域。
主要在埋弧焊(SAW)和气体保护药芯焊(CO2+FCAW)这两种焊接方法中产生,尤其是CO2气体保护药芯焊最容易产生横向裂纹。
返修难度高,越修越裂,随着气刨跑。
1.2 危害
横向裂纹一开始不容易发现,但是后续生长速度快,对焊接质量产生重大影响,严重情况影响整体钢结构强度和稳定性,为整个海洋工程钢结构质量安全带来重大隐患。图1为典型横向裂纹图片。
2 横向裂纹产生原因分析
截至目前,横向裂纹产生的原因判断如同现如今癌症诊断类似,还无法准确判断其具体诱因,一般是由其诱发因素中的一种或几种共同作用而发生的,我们现阶段能够做到的是将其诱发因素逐步识别出来。根据目前掌握的情况,海洋工程钢结构焊接横向裂纹产生的原因主要有以下几项因素。

图1 典型横向裂纹
2.1 母材
含碳量越高的钢材在焊接过程中越容易产生横向裂纹,在钢结构焊接过程中要特别留意所用钢材碳含量是否在规定范围内。
2.2 焊材
2.2.1 杂质
埋弧焊和药芯焊都有药粉(剂),如果药粉(剂)纯度不足或本身带有杂质,就会影响焊缝性能,在这一环节不能完全排除有些焊材厂家偷工减料,使用不合格材料的可能性,需要做好焊材选用筛查。此外,埋弧焊在焊接的过程中回收没有熔化的药粉时,会同时把钢板氧化物(氧化皮)、其它杂质、焊渣、沙尘粉末等一并吸收回料斗之中,造成污染。
2.2.2 保存及使用不当
焊材储藏和使用方法不当很容易令焊材受潮,而焊材受潮是焊道产生裂纹的主要原因之一。无论是普通包装还是真空包装,无论是何种品牌的焊材,都明确规定了储存条件,如果在运输、流转过程中没有做到妥善保存,则很容易令焊材受潮。在使用过程中,如果没有严格遵守相应的保管、烘干要求,对于未使用完的焊材处置不当,也会造成焊材受潮。从而导致在焊接过程中出现横向裂纹。
2.2.3 焊接过程操作不当
焊接过程操作是其中最主要的原因。海洋工程钢结构焊接都需要有一套完整、成熟的施工工艺程序和技术规定,其中包括:焊接方法、焊前预热温度、组对要求、焊接材料、焊接设备、焊接顺序、焊接工艺参数以及焊后处理等,此外还有对焊接人员资质、焊接施工环境、返修工艺等等多方面要求,而容易导致焊接横向裂纹的情况主要有以下几种:(1)坡口角度间隙过小。(2)防雨、防潮措施不到位,尤其在阴雨天气或湿度较大的环境进行焊接作业时。(3)焊道表面油污、水迹未清除干净。(4)在返修作业后没有将碳化物清除干净。(5)CO2气体的含水量超标,气刨的压缩空气含水量超标。(6)焊前预热温度不够。(7)焊接线能量过大。(8)焊后热处理不当。
2.3 应力
因结构特殊或焊接顺序不当,导致的残余应力和焊接应力过大且无法释放,超出焊缝所能承受的拉应力,则会出现横向裂纹。目前在海洋工程领域,常见的横向裂纹常发生在立柱环板、吊机立柱环板等闭环结构区域,图2为典型立柱环板的横向裂纹。

图2 典型立柱环板的横向裂纹
3 控制措施
针对横向裂纹的控制措施主要采用对症下药的方式,具体举措如下。
3.1 母材
是否使用含碳量较高的高强钢,是由海洋工程结构强度需要决定的。对于使用含碳量较高的高强钢结构焊接,要给予更多关注。对于普通低碳钢,我们需要关注其含碳量是否超标。
3.2 焊材控制
严选焊材,选用有品牌保证、信誉良好厂家的焊材。
建立一级库二级库制度,制定完善的焊材保管和使用、回收制度,避免焊材受潮、过期等情况发生。
保证药剂(粉)纯净度,尤其要在回收环节重点控制。
3.3 焊接过程控制
构建安全舒适的焊接环境,做到防风、防雨、防雪、防潮,密闭空间做到通风透气,光照充足。
严格执行焊工资质准入制度,对于容易出现横向裂纹的焊接位置,选用相关经验丰富的焊工进行焊接。
在组对环节,要调整合适的坡口角度和坡口间隙。
焊前严格清理焊缝表面污渍,如油污、水渍、铁锈等,如果有气刨作业,应将表面碳化物处理干净。
严格控制CO2气体的含水量以及气刨的压缩空气含水量。
严格执行焊接工艺,焊前做好预热工作,焊接过程中严格控制电流、电压、焊接速度等要素,焊后要做好保温缓冷消氢工作(一般使用保温棉、电加热毯)。
定期保养焊机、焊枪,定期校验焊机电流表和电压表。
4 消除应力
优化设计形式,尽量减少闭环结构,释放应力,例如将环板结构由整体分割成两个拼接体,虽然增加了焊缝,但是却能有效释放应力。
调整焊接顺序,分散应力,避免应力集中积累,如图3所示,单一方向顺序焊接极容易产生较大的应力集中,从而产生横向裂纹。但如图4所示,将焊缝均匀分布,先将四个焊接点按照对称原则进行小段焊接,再将分开的四个区域按照对称原则分别焊接,则能控制应力均匀分布,避免了应力集中,从而大大降低了横向裂纹的产生概率。
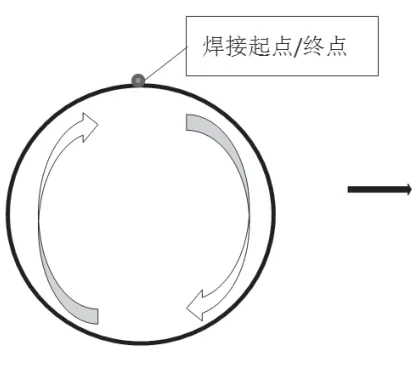
图3 顺序焊接
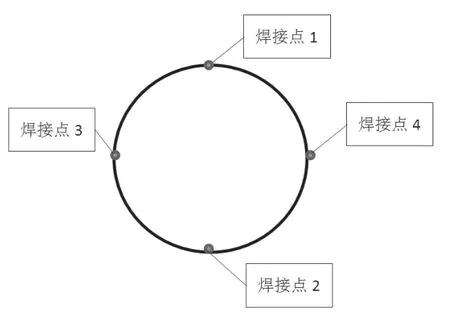
图4 均匀对称焊接
5 结语
通过对海洋工程钢结构焊接横向裂纹产生原因及控制措施的分析,我们能够更加清楚地认识到横向裂纹的特点及危害性,也希望能够引起广大海洋工程从业者的重视和关注,在实际施工过程中,我们要逐条排查其各项可能的诱发因素,并严格控制每一项步骤和措施,将横向裂纹扼杀在摇篮中,保证我们的海洋工程钢结构高质量完成,平稳安全地在海上运行,为我国海洋油气资源开发奠定坚实基础。
猜你喜欢
建材发展导向(2022年14期)2022-08-19
建材发展导向(2022年14期)2022-08-19
建材发展导向(2022年14期)2022-08-19
节能与环保(2022年3期)2022-04-26
中国重型装备(2022年1期)2022-02-11
建材发展导向(2021年9期)2021-07-16
电焊机(2021年12期)2021-01-03
宁波大学学报(理工版)(2020年1期)2020-01-09
中小企业管理与科技·上旬刊(2018年6期)2018-09-05
科学中国人(2017年36期)2017-06-09