浅谈数控技能大赛中对软爪的应用
2020-05-03 13:44吴辰晨
科技风 2020年13期
吴辰晨
摘 要:近年来各类数控技能大赛这一平台得到了较好的发展。各大企业和职业院校参加技能大赛的积极性不断提高,竞争也越来越激烈。以我校技能大赛参赛选手为研究对象。文章从技能竞赛零件的加工要求入手,介绍在面对夹持面小,夹持力不够,以及异形面的零件,如何应用软爪车削出符合图纸要求的高精度零件。
关键词:软爪;数控车削;定位精度;异形面;装夹
1 绪论
为全面提升全民对高等数控技术技能人才的认可,国家大力推崇各大数控技能大赛。现如今,各省、市级的数控技能大赛也如火如荼的开展起来。一方面是为“世界技能大赛数控项目”推送最优秀的选手,站在世界最高规格的“奥林匹克技能大赛”中展现自我,为国争金夺银,另一方面是对高等数控技能人才的肯定,大力加快支持发展职业教育,弘扬工匠精神,促学促教。
2 竞赛中经验的总结
我校作为第一批国家重点技师学院,从“第一届全国数控技能大赛”开始,就积极组建数控加工集训队进行训练并参与各类数控技能大赛。经过多年大赛经验的积累,我们发现选手们不仅要具备过硬的技能水平和心理素质,还要对大赛中使用的机床、工具、量具等设施设备做到了熟于心,随着大赛的推进,技术的不断成熟,选手还需要对自己使用的工具进行一定的改造,才能在大赛中使用的得心应手,这些因素都会影响到选手的发挥和竞赛成绩。伴随着国内技能竞赛的发展趋势逐渐向世界技能大赛靠拢,使得竞赛零件对形位公差、位置精度、尺寸公差及表面质量的要求越来越高。这样不仅是对参赛选手是一种考验,更是要求对以往使用的量具、工具、夹具进行革新。本文则是针对以往使用的三爪卡盘中的“硬爪”,对其更改为“软爪”,从而优化加工工艺提高复杂零件的加工精度。众所周知,数控车床上通常是采用三爪自定心卡盘加工零件,这就给零件的加工带来了一些不可避免的问题,比如零件容易产生装夹印痕不易消除,加工薄壁零件时会产生不规则变形,定位精度不高,零件同轴度难以保证等等。产生这些问题最根本的原因在于卡爪与零件之间的作用力不均匀,导致零件不能达到合格的定位要求与装夹要求。针对以上出现的问题,我们将原有卡盘中装载的硬爪,更换成材料相比加工零件硬度低的软爪,并将卡爪夹持面进行修整。通过无数次零件的加工实验,调整修调软爪的方法,发现问题,解决问题。最后我们总结出解决问题的关键就在于:软爪的选材硬度小于加工零件硬度,因此不易夹伤零件表面,同时可以根据不同的零件设计、加工成不同的装夹直径和形状,不受原有硬爪的材料、形态限制,从而可以减小卡爪对零件表面的局部压强,使得零件不易产生变形,很大程度的提高了零件的装夹稳定性与定位精度,可以有效保证零件的位置精度以及提高整体加工效率。
3 设计、车削软爪时的注意点
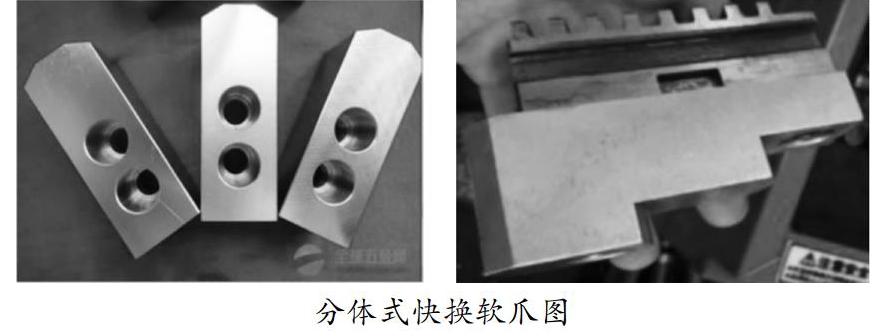
(1)选择合适的软爪。根据加工零件的复杂程度,以及现有三爪自定心卡盘的型号选择规格合适的软爪。具体要求是,在保证零件质量的前提下在,选用的软爪尽可能少的修正余量。
这样选择软爪的优点:a.修整余量少,可大大减少辅助加工时间。b.合理选择软爪形状,可优化零件加工工艺,提高加工效率。
(2)软爪的安装顺序要正确。软爪上印有阿拉伯数字“1”“2”“3”,在安装软爪时,需要注意软爪上的数字要与卡盘上的数字一一对应,顺序不可颠倒。
(3)修整软爪刀具的选用。软爪的材料的硬度一般选用低于所加工零件材料硬度,所以选用镗刀时一般采用半精加工、精加工的刀具。镗刀种类可以根据需要选择盲孔镗刀或通孔镗刀。切削速度(Vc)一般选用80~150米/分钟。选择镗孔刀具直径时要根据修调内孔直径及镗孔深度两个因素考虑,首先要尽可能选用大直径的镗刀,其次要尽可能减少镗刀的悬伸长度。其主要目的是为了增加刀柄的刚性,保证在修调软爪时不产生震动,使得能镗削出符合要求的尺寸,表面光洁度以及形状位置精度。
安装选用刀具时具体符合以下要求:
工具钢镗孔刀具L÷D<3
L=镗刀悬臂长度 D=镗刀直径
(4)软爪的夹持面直径与工件直径的关系。当夹持面直径和工件直径完全相等时,工件定位精度最高,夹持最稳定。然而两直径完全相等的情况是很难得到的,所以我们根据大量实验数据得到的结论是:夹持面的直径比所夹持工件外徑小0.01~0.05mm,此时夹持最合适。
当夹持面直径比工件直径大时,夹持面和工件外径是三条线接触。这就影响了夹紧力位置分布。
当夹持面直径比工件直径小时,夹持面和工件外径接触的是有六条线,此时软爪就无法保护已加工零件表面,造成零件表面夹伤。
4 结语
总而言之,软爪的设计与应用是针对选手在数控技能大赛中零件的加工精度及复杂零件的装夹这一问题,根据比赛题目自由设计与车削出满足加工精度与定位精度的夹具-“软爪”。其结构简单,更换方便,装夹精度高,能解决大赛中出现的各种难装夹、弱刚性、小批量、高精度的难题,提高操作效率。更可以减少在企业产品加工中应为频繁校正工件时产生的辅助加工时间,提高生产效率。
参考文献:
[1]郑品森,刘文芳.机械制造工艺学[M].北京.中央广播电视大学出版社出版,1988.
[2]哈尔滨工业大学.上海工业大学主编.机床夹具设计[M].上海科学技术出版社,1980.
[3]数控机床编程与操作.中国劳动社会保障出版社,2005,7.
[4]车工技师培训教材.机械工业出版社,2004,5.
猜你喜欢
智富时代(2019年4期)2019-06-01
智富时代(2019年4期)2019-06-01
中国新技术新产品(2018年3期)2018-02-01
智能制造(2017年5期)2017-10-11
发明与创新·大科技(2017年9期)2017-09-14
山东工业技术(2017年17期)2017-09-13
科技与创新(2017年1期)2017-02-16
中国新技术新产品(2016年23期)2016-12-26
电脑知识与技术(2016年21期)2016-10-18
科教导刊·电子版(2016年16期)2016-07-18