
自动控制技术在糖厂蒸发系统中的应用
2020-05-08 12:28耿亚飞
装备维修技术 2020年22期
耿亚飞
摘 要:糖厂蒸发工序在糖厂生产中占重要的地位,一方面承接着为煮糖、加热等工序设备提供加热蒸汽的功能,另一方面负责将清净后的糖汁加热蒸发除去大量水份浓缩成合适浓度的糖浆供后续煮糖工序使用。我们通过深入研究,找出影响蒸发效果的主要关键控制点,提出了与以往自控系统不同的控制理念,即通过控制进入蒸发系统的蒸汽量来改变蒸发强度,从而改变蒸发水份量,使糖浆浓度保证在规定要求工艺值内,更能简单实用地适应糖厂的蒸发系统控制要求。
关键词:制糖;蒸发系统;自动控制
蒸发一个最重要指标是经蒸发后的糖浆浓度,从蒸发出去的糖浆必须保证浓度稳定,以适应后续煮糖需要。糖浆太稀,增加耗汽量和煮糖时间,影响质量;太浓,煮糖不易操作,且可能在管路、储箱等结晶造成堵塞。因此,蒸发过程最重要的任务就是提供合适浓度的糖浆。以往蒸发浓缩过程主要靠岗位工凭经验和化验室间隔提供的化验单进行控制,着重于蒸发罐液面和过汁阀的操作,糖浆浓度低达不到要求就关小入汁阀,减少进入蒸发罐的糖汁量,提高糖浆浓度;糖浆浓度过浓则开大入汁阀增加入汁量,或者加入热水到蒸发罐,达到降低糖浆浓度的目的。岗位工工作强度频度都很大,人工控制误差较大容易造成糖浆浓度不稳定,对生产的均衡性造成严重影响,甚至造成糖汁积压生产暂停或因等料造成糖浆质量恶化等不良后果。所以我们通过采用简单实用的自动控制技术,保证正常生产条件下糖浆浓度稳定在工艺规定值范围,简化人工操作强度、频度,达到增效目的。
1.自动控制技术在制糖蒸发领域中应用的问题
糖厂在生产过程中为了保证整个生产的均衡正常进行,要求蒸发系统能稳定地及时处理清净后的糖汁量,并保证糖浆浓度控制在规定工艺值范围内。以往蒸发操作或控制方式为了保证糖浆浓度,主要采用增减入汁量的方法进行控制,入料不均匀,容易造成生产波动大,破坏了生产的均衡性,甚至产生顶笼、煮水待料等不正常生产情况。还有些糖厂采用摸拟人工操作的方式,系统复杂,投资大,操作人员也减不下来,达不到自动控制的效果。
2.自动控制工艺说明
本自控工艺方案摒弃了传统的主要靠增减进入蒸发系统糖汁量来保证糖浆浓度的不合理控制模式。在稳定均衡处理糖汁量、安全稳定均衡生产的前提下,通过控制蒸发系统的蒸发强度来保证和稳定糖浆浓度达到规定工艺要求值。蒸發强度越大,蒸发糖汁水份出去越多,糖浆越浓,反之亦然。
糖厂正常均衡生产情况下,蒸发入糖汁量基本稳定情况下,主要通过增减进入蒸发系统加热蒸汽量来改变蒸发强度保持糖浆浓度在规定范围内,如糖浆浓度不够,则增加进入蒸发的蒸汽量,提高蒸发强度,更多地蒸发糖汁中的水份,糖浆浓度提高,糖浆浓度过浓,则减少进入蒸发的补充生汽量,降低蒸发强度,减少蒸发糖汁中水份,糖浆浓度降低。通过动态调节蒸发强度,维持糖浆浓度保持在规定工艺要求设定值范围,从而实现本自控系统工艺方案目的。
我们认为糖厂蒸发过程中,影响蒸发效能进而影响糖浆浓度的因素除蒸发罐自身在蒸发过程中生成的积垢影响传热效率外,还有入料、末效真空度、加热蒸汽量(蒸汽压力)、汽凝水排水、煮糖及加热抽用汽量等。例如:XXX糖厂为生产红糖的糖厂,在抽用汽方面与正常生产白砂糖糖厂有所区别,即煮糖主要采用减温减压或乏汽做为加热蒸汽,蒸发汁汽只用于糖汁加热,因此蒸发降温桶不需要补充生汽即可满足蒸发用汽,而且经常是乏汽过多被迫放空,因此在糖厂正常生产情况下,蒸发罐通过轮洗通罐清垢可以保证加热面的蒸发效率,进入蒸发的糖汁量和浓度在一定阶段时间内相对是稳定的,冷凝器正常工作时真空度也相对稳定,汽凝水排除也是顺畅的,加热器抽用汽也是基本上相对稳定的,但煮糖过程特别是开停煮糖罐乏汽使用变动较大、分蜜开停筛等情况时用电负荷变动大使汽轮机产生乏汽量波动大,这两个波动将导致进入蒸发系统乏汽量变化,从而到蒸发系统的蒸发强度,影响到糖浆浓度。
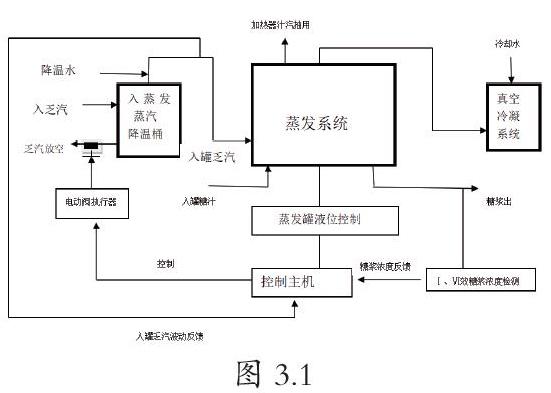
由于从糖汁入罐到蒸发成糖浆过程要经过一定时间,通过测定蒸发系统的糖浆来调节入罐蒸汽量存在一定滞后性,因此方案采用的引入两个控制点, 即通过测定糖浆浓度和蒸发入罐乏汽量这两个波动大影响大的参数,进而反馈控制乏汽放空量来实时调节入罐乏汽量,维持蒸发系统蒸发强度,保持糖浆浓度的稳定。
3.自动控制逻辑说明
通过测定仪器连续监测蒸发系统的糖浆浓度、入罐乏汽流量2个测定值,将波动值转换成电信号反馈给控制系统主机,控制主机与正常值进行数据对比后,发出调节电信号给执行器对降温桶乏汽放空阀进行调节。比如检测到入罐乏汽量减少(如煮糖开煮),测定仪表反馈相应的电信号值给控制系统中心,经控制系统中心处理后向执行单元发出控制信号,执行器关小降温桶放空电动调节阀开度,增加入罐加热乏汽量,提高蒸发强度,使糖浆浓度保持在规定范围内;反之,检测到入罐乏汽量增加,测定仪表反馈相应的电信号值给控制系统中心,经控制系统中心处理后向执行单元发出控制信号,执行器开大降温桶放空电动调节阀,减少入罐加热乏汽量,降低蒸发强度,进而使糖浆浓度依然保持在规定范围。
同理,当检测到糖浆过浓反馈信号时,增大放空阀开度从而减少入罐乏汽量;当检测到糖浆过稀反馈信号时,减少放空阀开度从而增加入罐乏汽量。也就是通过检测影响蒸发强度的两个主要波动反馈,进而做出相应控制从而维持蒸发系统出来的糖浆浓度的相对稳定。
4.总结
随着时代的发展,糖企蒸发系统普遍采用自动化控制,岗位操作工必将越来越少,此控制方法控制机理清晰,控制点较少、简单实用、需配备仪器仪表器件少,具有投资少、应用效果好、简单可靠性强等优势,有良好的应用前景,必将能为国内糖业自动化技术水平发展起到一定的推动作用。
参考文献:
[1] 张国栋 , 闵亚光 . 从圭亚那糖厂项目的自控设计谈中国制糖工业的自动化改造. 甘蔗糖业 ,2006(05):27-32.
[2] 刘朝军 . 制糖工艺技术指标及工业自动化技术分析 [J]. 大科技,2014.
[3] 罗曼青 . 制糖工艺指标及工业自动化技术分析 [J]. 中外食品工业:下,2014.
(南京飞鸿自动化系统有限公司;江苏省南京市210032)
猜你喜欢
检察风云(2021年21期)2021-01-13
科学与财富(2018年24期)2018-08-24
科学与财富(2018年15期)2018-06-22
浙江人大(2018年1期)2018-03-16
学苑创造·C版(2016年10期)2016-11-19
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
科学与财富(2016年28期)2016-10-14
课堂内外(小学版)(2016年1期)2016-02-23
世界热带农业信息(2014年1期)2014-08-09
