面向全生命周期管理的高强度螺栓施工管理系统
2020-05-11 10:22潘永杰
铁道建筑 2020年4期
潘永杰
(中国铁道科学研究院集团有限公司铁道建筑研究所,北京 100081)
高强度螺栓连接强度高、施工方便,是铁路钢桥架设的主要连接方式之一。我国铁路钢桥高强度螺栓连接主要采用扭矩法施工,该方法技术成熟,应用广泛。目前扭矩法施工以第2代定扭矩电动扳手为主,通过控制输入电流强度来控制输出扭矩。为保证螺栓施拧扭矩的准确,必须在操作前(班前)及操作后(班后)对扳手进行标定,终拧后规定时间内进行终拧扭矩检查。TB 10415—2018《铁路桥涵工程施工质量验收标准》[1]规定施工单位应全部进行扭矩检查,实际执行过程中按螺栓总数的100%进行终拧扭矩检查[2]。高强度螺栓连接施工工序复杂,无法获取螺栓施拧扭矩值,存在超欠拧情况。螺栓施工信息以纸质记录为主,过程管控信息化程度低,不利于全过程的高效管理及追溯查询,使得施拧关键信息无法传递至运营阶段,给后期的养护带来诸多不便。
伴随信息化技术和施拧工具[3]的发展,中国铁道科学研究院集团有限公司研发了铁路桥梁高强度螺栓施拧扭矩智能控制系统[4],又称螺栓连接施工管理系统(以下简称管理系统),升级再造了现有施拧流程,不仅实现了螺栓施拧扭矩的精准控制和全过程的有效管控,而且实现了全生命周期管理成本效益的最优化。
1 高强度螺栓连接施工管理系统
1.1 系统组成及架构
管理系统由数控定扭矩电动扳手和应用系统2部分组成,具体模块如图1所示。
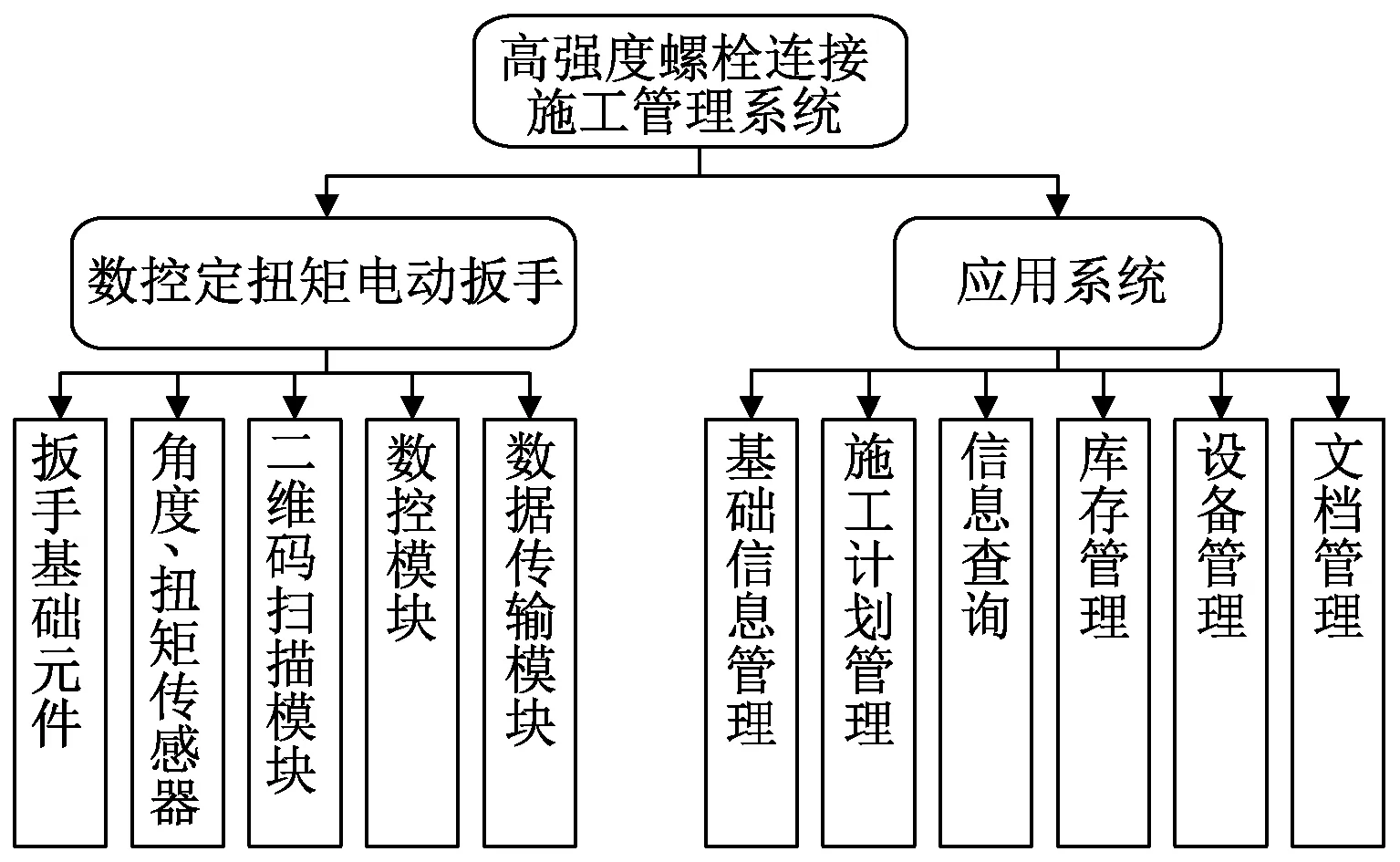
图1 高强度螺栓连接施工管理系统组成
数控定扭矩电动扳手内置扭矩和角度传感器、数据传输模块和二维码扫描模块,其输出扭矩稳定性好,精度较高。应用系统包括基础信息管理、施工计划管理、信息查询、库存管理、设备管理和文档管理功能,涵盖了施拧全工序、全要素管理,为工程部、试验室和物资部间的信息高效传递和有机协作提供有利支撑。
管理系统支持B/S和安卓端M/S,其系统架构包括数据采集层、网络传输层、数据中心层和业务应用层,如图2所示。
螺栓现场施拧信息基于GPRS/4G技术实时上传至管理系统,保证了信息的真实性和可靠性,提升了质量管控能力。

图2 系统架构
1.2 管理系统功能及特点
1.2.1 管理系统功能
①对螺栓施工全过程和“人(施拧人员)、机(施拧工具)、料(螺栓)、法(施拧流程)、环(施拧环境)”全要素进行有效管控;②螺栓施工扭矩实时无线采集,并对超欠拧自动报警;③基于二维码实现操作人员、施拧工具、施拧计划的协同与关联;④自动生成定制化的施工联系单和记录表;⑤使用寿命不小于30 000次正常施拧;⑥若桥位传输网络信号差,未上传数据将自动存储,施拧完毕的当天手动一键补传。
1.2.2 管理系统特点
①形成集实时性、全面性与真实性于一体的施工质量管控模式;②稳定性好,提高了扭矩控制精度;③通过二维码方式关联多项内容,基于派工单快捷调整施工设定扭矩,提高了施拧信息化和智能化水平;④施拧全过程信息的良好追溯性,多部门业务流程的有机协同性;⑤为高强度螺栓的全生命周期管理和信息无损流转提供了条件。
2 螺栓施拧流程的再造升级
2.1 基于全要素的流程再造
2.1.1 人员
管理系统基于试验室人员、现场技术人员、现场操作人员的身份、权限等信息生成员工个人二维码。扫描二维码成为施拧作业的前提工序,为施拧信息与责任人员的关联追溯提供了基础。
2.1.2 数控定扭矩扳手
首次取消了班前班后标定,改为班前点检校准,达到了减员增效目的。管理系统对扳手出厂、维护与保养、型号编码等基础信息,领用归还、施拧次数、施拧区域等使用信息进行有效记录和管理;未经管理系统认证的扳手施拧数据无法上传,确保施拧机具的数据安全性、使用稳定性和作业内容追溯。
2.1.3 高强度螺栓
首次将螺栓的入库、领用及损耗有机融合到整个施拧流程:管理系统自动生成出入库单、高强度螺栓领用单,实现了施拧计划与螺栓批号、规格的关联。当某规格螺栓库存量少于50套时,系统将自动进行标识提醒。同时对螺栓试验损耗、现场报废及不合格情况进行记录管理,为螺栓损耗率的统计控制提供了条件。
2.1.4 施拧作业
构建了新的施拧流程,首次工程化实现每一个螺栓与其对应施拧信息的一一关联。根据螺栓规格划分螺栓区域,并对螺栓施拧顺序进行编号。基于划分的螺栓区域制定施工计划,自动同步试验室确认的施工扭矩,生成以二维码方式承载关键信息的派工单(图3),直接应用在不同螺栓区域的施拧操作。当出现超拧等非正常情况时自动报警并停止工作,现场技术人员查明原因,妥善处理后方可继续施拧。施拧作业流程如图4所示。

图3 管理系统生成的派工单示例
针对施拧扭矩不同的螺栓区域,通过扫描派工单的二维码,管理系统自动更新施拧扭矩设定值,无需更换扳手即可直接进行后续操作。
2.1.5 环境
桥位现场放置温湿度传感器,设定2 h时间间隔持续上传温度和湿度信息,不仅为螺栓扭矩系数的调整提供依据[5],而且丰富了螺栓现场施拧的采集信息,为高强度螺栓施拧记录单内容的完整性提供了条件。
2.2 基于部门分工的管理升级
管理系统主要涉及项目部中的试验室、工程部和物资部3个部门,各部门的任务分工基于系统进行了精准定位,形成了管理与作业的有机协同机制,升级了管理模式,如图5所示。

表1 管理系统应用前后各项内容对比
试验室对各批次螺栓施拧扭矩量值的确定和数控定扭矩扳手的稳定性负责,工程部确定螺栓区域,编制施拧顺序,制订施工计划,对螺栓施拧的合规性负责,物资部对出入库螺栓负责。各部门基于线上通知单进行流程协作,实现了各环节的信息化处理,减少了不必要的中间环节影响,权责明确、信息来源可溯实现了网络跟踪和协同管理,构建的数据中心为螺栓施拧流程的优化调整提供决策支持。
施拧扭矩的准确性、施拧信息的完整性大大减少了终拧扭矩检查的必要性。目前实际操作层面暂按5%或3%[6]的比例检查,相比现有规范要求,大大降低了检查比例,减少了人力成本的投入。未来推广中可再继续减少检查比例直至取消终拧扭矩检查工序,终拧检查侧重在施工记录的完整性、合理性方面,这是施拧流程的进一步升级。
2.3 应用效果分析
管理系统实现了螺栓施拧流程的升级再造:实时获取、监控和查询每一个螺栓的施拧扭矩,对螺栓施拧规格、现场温湿度、施工人员、施拧时间等进行全面管理,提升了施工质量管控能力,降低了延迟断裂的概率,为螺栓的全生命周期管理提供了基础和可实施的途径。
经过现场应用反馈,该系统与传统施拧流程相比,其工效有较大提高,节约了人力资源,规范性大大提高。系统应用前后各项内容对比见表1。
管理系统应用效益可分为有形效益、准有形效益和无形效益。有形效益主要指减员增效,成本降低、效率提升,如表中的序号2,3和6;准有形效益主要指减少了人工录入工作量,提高了施拧质量的稳定性,保证了施拧数据的真实性、可用性和追溯性,实现了设计、施工和运营全生命周期决策的反馈优化,如表中序号1,4,5,7,8和9;无形效益主要指施拧流程的升级重构,各部门之间的流程协同,施工风险的有效管控,这是整个管理系统应用的综合体现。
3 螺栓连接全生命周期成本分析
3.1 螺栓连接全生命周期成本计算模型
结合螺栓连接全生命周期的不同阶段[8]划分,考虑有形效益,螺栓连接全生命周期成本的计算模型为

式中:CT,CD,CC,CO,CF分别为螺栓连接施工的总成本、设计成本、施工成本、运营成本和失效成本。失效成本为螺栓断裂病害导致结构功能失效或结构失效的成本,即导致运营列车降速或者结构本身安全受到影响。此种情况不允许发生,该项假定为0。
螺栓的施工成本CC和运营成本CO计算式为

式中:CL,CB,CE分别为施工人员成本、螺栓材料本身成本及施工机具成本;ClabL,CteL,CinL分别为试验室人员、工程技术及现场操作人员、检查人员成本;CDBolt,CLBolt分别为基于实桥设计使用量的螺栓费用和过程损耗造成的螺栓费用;CI,CM,CR分别为运营期螺栓检查费用、养护费用和修补费用;q为运营期螺栓缺失数;CR1为补拧单个螺栓发生的费用,不考虑折现率,根据调研可取0.5万元/个。
3.2 运营期螺栓断裂量分析
假定施工期螺栓出现超拧为事件T(特指施工原因),运营期螺栓断裂为事件w,施工超拧和螺栓断裂同时发生的概率P(w∩T)为

式中:P(w)为螺栓断裂概率;P(T|w)为螺栓断裂情况下施工超拧的概率,由于不能完全排除螺栓材质因素影响,则P(T|w)=0.5。因此,只要获取螺栓断裂概率P(w),就能得到由于施工超拧和螺栓断裂同时发生的概率。
文献[9]调研了11座存在螺栓断裂的铁路钢桥,仅有1座钢桥螺栓断裂比例接近1%,其余断裂比例均较低。不考虑螺栓总量,其中螺栓断裂小于10套的占比46%,大于10套的占比54%,取其中位数,即每座钢桥运营期将断裂10套螺栓,则施工超拧原因造成螺栓断裂的有5套。
3.3 案例分析
某大桥共有21万套螺栓,螺栓连接施工工期为10个月,技术人员月工资按1万元计,现有2个对比工艺方案,方案1为采用现有施拧流程,结合现场经验每1万套螺栓采购1把定扭矩扳手,每把扳手成本设定为单位1;方案2为采用管理系统进行施拧,每3万套螺栓采购1把数控定扭矩扳手,每把扳手折合成本为n。采用方案2后综合减少1.5人工作量,其他施工成本2种方案假定一致。
1)施工期成本分析
2种方案的施工成本CC1,CC2分别为

当2种方案施工总成本相等时,可得n=7.2,即当管理系统折合到每把扳手成本是原定扭矩扳手7.2倍时,在仅考虑有形效益条件下,2种方案的成本效益比一致。结合产生的无形效益或准有形效益,管理系统的投入产出比合理。
2)运营期成本分析
螺栓超拧造成的延迟断裂一般发生在桥梁服役早期,施工原因造成5套螺栓断裂,假定发生在桥梁投入运营前3年。由于采用了该管理系统,5套螺栓断裂事件可避免。假定大桥承载4线铁路,跨度为1 000 m,按每百桥隧换算米0.05人配置检查人员,则需6人。由于螺栓施拧操作的重构,假定运营期可减少0.5人投入,检查人员年成本按10万元计,方案2相比方案1运营期减少的成本为

计算结果表明3年内可节约检查和修复成本共计17.5万元,即采用螺栓连接施工管理系统后,螺栓病害不是大桥运营关注的主要问题,则大桥螺栓检查和维修成本皆可明显节约。
结合施工期和运营期的成本分析可知,管理系统的应用实现了全生命周期管理的效益最优化,具有推广价值。
4 结论
1)搭建了基于B/S,M/S的高强度螺栓连接施工信息管理系统,系统由数控定扭矩电动扳手和应用系统组成,不仅为螺栓连接施工管理信息化、智能化提供了基础,也为螺栓连接的全生命周期管理提供了条件。
2)管理系统重构了螺栓施拧流程:减少班前班后标定,通过二维码识别与无线传输技术实现高强度螺栓施工全过程和人(施拧人员)、机(施拧工具)、料(螺栓)、法(施拧流程)、环(施拧环境)全要素信息的采集、分析和可追溯;明确了各部门的权责和任务分工,实现了基于业务流程的有机协作,形成了集实时性、全面性与真实性于一体的螺栓施拧管理新模式。
3)螺栓连接全生命周期成本可分成设计成本、施工成本、运营成本和失效成本。施工成本包括施工人员成本、螺栓本身成本及施工机具成本,运营成本包括运营期螺栓检查费用、养护费用和修补费用,并给出了施工原因引起运营期螺栓断裂的计算公式。
4)管理系统实际应用中产生了显著的有形效益、无形效益和准有形效益,实现了全生命周期成本效益最优化,具有推广价值。
猜你喜欢
农业装备技术(2022年4期)2022-09-03
现代仪器与医疗(2022年2期)2022-08-11
汽车实用技术(2022年2期)2022-02-21
农业装备技术(2021年3期)2021-06-23
商品与质量(2020年41期)2020-11-09
中国外汇(2019年13期)2019-10-10
商品与质量(2019年20期)2019-09-27
民用飞机设计与研究(2019年2期)2019-08-05
北京汽车(2018年5期)2018-11-07
消费导刊(2018年10期)2018-08-20