
A型次氯酸钠生产工艺的优化
2020-05-12 03:24鄢明雄
氯碱工业 2020年1期
鄢明雄
(中石化江汉盐化工湖北有限公司,湖北 潜江 433121)
消毒是自来水净化处理最重要的环节,其运行的好坏直接影响自来水水质。氯气因其使用成本低、投用设备简单等优点作为饮用水消毒处理剂已有上百年的历史,目前仍有城市自来水厂采用氯气进行自来水消毒。但由于氯气在生产、储存、运输、使用等环节安全风险较大[1],部分城市已经逐步禁止液氯槽车及液氯钢瓶进入市区。寻找高效、稳定、安全的氯消毒剂成为自来水消毒剂开发的焦点。次氯酸钠作为一种广谱的消毒杀菌剂,具有较好的杀菌灭藻效果,运输过程中安全性好,使用次氯酸钠替代液氯消毒已经成为供水行业的趋势[2-4]。
GB/T 19106—2013《次氯酸钠》中将次氯酸钠分为A型和B型两种规格。A型次氯酸钠对重金属铅和砷有明显的含量最高要求,适用于消毒、杀菌及水处理等;B型仅适用于一般工业。因此,自来水厂所选用的次氯酸钠消毒产品必须是符合GB/T 19106—2013中要求的A型次氯酸钠产品。
中石化江汉盐化工湖北有限公司(以下简称“江汉盐化工”)是一家以氯碱化工、高效水处理消毒剂为主要产品的大型化工公司。其主要生产装置包括60万t/a盐硝联产装置、20万t/a氯碱装置、7万t/a钠法漂粉精装置和3万t/a三氯异氰尿酸装置。为进一步提高装置的利用效率,江汉盐化工在进行充分安全评估的基础上,对氯碱厂事故氯气处理装置进行了工艺改进,改进后的事故氯气处理装置具备了连续稳定生产A型次氯酸钠产品的能力。
1 生产工艺
江汉盐化工事故氯气处理装置采用三塔吸收工艺。其中1#吸收塔为主要的氯气吸收塔,2#吸收塔和3#吸收塔作为保护塔运行。装置的氯气来源主要有:由电解装置送来的高浓度原氯,液化、盐酸、液氯库、检瓶站送来的低浓度尾氯,电解经事故管线送来的事故氯气。装置的氢氧化钠来源于电解装置。
氯气经管线进入吸收塔后与氢氧化钠逆流接触,反应生成次氯酸钠,反应产生的热量由冷冻水换热带走,不可吸收的气体经监测达标后由风机排入大气。
吸收塔中发生的化学反应方程式为:

(1)
2 工艺改进
为确保生产出的A型次氯酸钠产品纯净,江汉盐化工对事故氯气处理装置进行了工艺改进,主要做了如下工作:①从电解装置输送至氯气处理的氯气主管道上引出一根DN50氯气管线,管线进2#吸收塔;②在新增的氯气管线上加装流量计及电动控制阀;③在1#吸收塔进2#吸收塔的氯气管道上安装自动切断阀,并加装手动阀。
改进后的工艺流程图如图1所示。工艺改进后,事故氯处理装置流程划分为事故氯处理和A型次氯酸钠生产两个部分。其中1#吸收塔及3#吸收塔串联处理尾氯及事故氯气,作为氯碱生产的安全保障;2#吸收塔用于A型次氯酸钠的生产,紧急情况下可以并入事故氯处理装置。

1—烧碱罐;2—烧碱高位槽;3,5,8—吸收液受槽;4—1#吸收塔;6—2#吸收塔;7—3#吸收塔;9—次氯酸钠储罐。
图1 次氯酸钠生产工艺流程示意图
Fig.1 Process flow diagram of sodium hypochlorite production
改进后的事故氯气装置用于生产A型次氯酸钠的2#吸收塔原料气为原氯,避免了事故氯气中含有的杂质进入吸收塔中,保证了产品的纯度达标。
3 自动化升级
事故氯气处理装置建于2011年,自动化程度较低,氢氧化钠碱液配制、次氯酸钠产品倒槽均须通过人工开关阀门切换相关流程,存在碱液配比浓度不稳定、人工劳动强度大、跑氯风险大等不利因素;装置还存在仪表配置位置不合理、数量偏少等问题。为确保稳定连续生产A型次氯酸钠产品,江汉盐化工对事故氯气装置进行了自动化升级改造。
(1)配碱自动化。将1#吸收塔加碱及补水阀、2#吸收塔加碱及补水阀改为自动控制阀,并将控制信号引入氯氢处理中控DCS事故氯气处理装置控制系统。
(2)产品倒槽自动化。将1#、2#循环槽循环泵出口阀、倒槽阀改为自动控制阀,1#循环槽、2#循环槽4台泵控制信号引入氯氢处理中控DCS事故氯气处理装置控制系统。
(3)合理布局监控仪表。2#吸收塔新增2只热电阻温度探头,分布在2#吸收塔氯气进口,准确测定吸收塔内温度分布,并与氯气进口流量进行联锁设置,超温时降低氯气流量;还对检测点位置不合理的pH值及ORP探头进行了重新移位。
自动化升级改造后,事故氯气处理装置实现了碱液配比自动化,产品倒槽自动化,且仪表监控参数更加符合实际工艺流程,提高了生产效率,降低了人工劳动强度,减小了装置的安全风险。
4 工艺控制参数选定
氯气与氢氧化钠反应是放热反应,吸收过程中应及时移出反应热,否则会使吸收液温度上升,发生下面的副反应:
(2)
(3)
副反应的发生不仅会消耗次氯酸钠,还会生成具有生理毒副作用的副产物氯酸盐[5],因此,必须控制副反应的发生。分析A型次氯酸钠生产工艺可知,导致副反应发生的主要原因有如下2点。
(1)反应温度过高。温度高于35 ℃时会发生反应(2)。因此在工艺控制过程中,采取的措施有:将对循环液换热的冷冻水调节阀门开度与2#吸收塔温度探头进行联锁控制,温度超过30 ℃时,冷冻水调节阀门自动开大;设置反应温度高温报警,温度达到29 ℃时,操作人员手动降低进料氯气流量。
(2)局部氯气过量。局部氯气过量现象,一方面取决于通入氯气的速度; 另一方面,在通入氯气速度一定时,取决于氯气在氢氧化钠溶液中的分散速度[6]。氢氧化钠溶液的浓度越高,其密度和黏度就越大,而氯气在氢氧化钠中的分散性就越差,造成局部氯气浓度过大,副反应增加。因此在A型次氯酸钠生产过程中,须控制氢氧化钠溶液的浓度不能太高;此外,要严格控制通氯速率,防止局部氯气过量。
在实际生产过程中,对氢氧化钠配碱浓度、通氯流量、通氯时间、反应终点ORP值和反应终点pH值等工艺控制参数进行调控,生产出的A型次氯酸钠产品情况如表1所示。
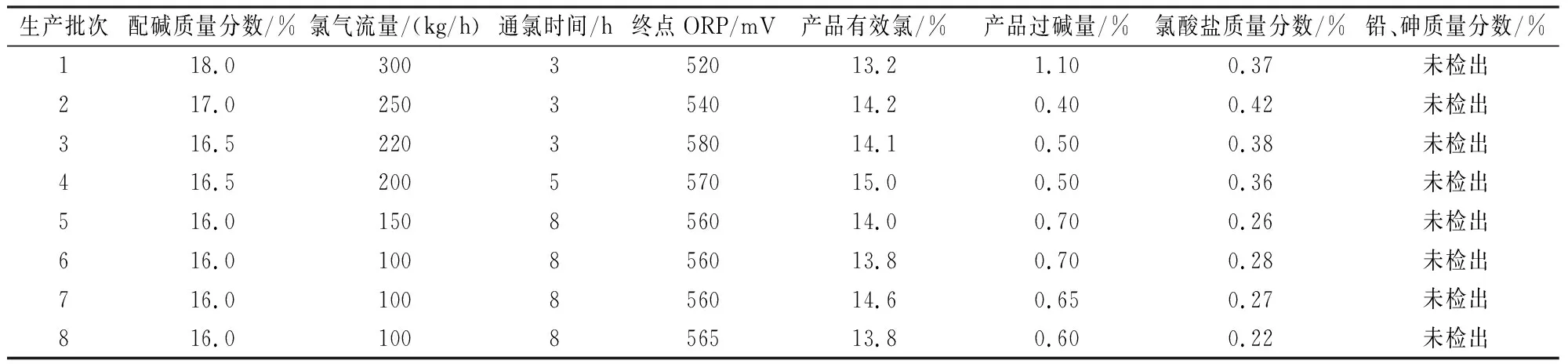
表1 A型次氯酸钠生产装置运行工艺参数及产品质量
从表1可以看出:配碱液质量分数控制在16%,通氯流量在100 kg/h,通氯时间为8 h,终点ORP值控制在560 mV时,生产出的次氯酸钠产品有效氯、过碱量、氯酸盐含量、重金属元素铅与砷含量均低于标准要求。可以作为城市自来水消毒剂使用。
5 结语
(1)对事故氯气处理装置进行工艺改进,自动化升级,在满足装置安全生产的前提下,生产出的A型次氯酸钠产品可以作为城市自来水消毒剂使用。
(2)当氢氧化钠碱液质量分数16%、氯气流量100 kg/h、通氯时间8 h、反应终点ORP值为560 mV时,生产出的A型次氯酸钠产品有效氯质量分数13%~14%、过碱量质量分数0.65%~0.7%、氯酸盐质量分数0.27%~0.28%,满足了下游客户自来水厂的指标要求。
猜你喜欢
化工管理(2022年14期)2022-12-02
初中生学习指导·中考版(2021年2期)2021-09-10
黑龙江水利科技(2020年8期)2021-01-21
中学生数理化·高一版(2020年2期)2020-04-21
聚氯乙烯(2018年12期)2018-06-06
中学生数理化·中考版(2015年12期)2015-09-10
中国氯碱(2014年11期)2014-02-28
中国氯碱(2014年8期)2014-02-28
中国氯碱(2014年8期)2014-02-28
数理化学习·初中版(2009年3期)2009-04-21
