
JCO直缝焊管机组成型机下横梁变形试验研究
2020-05-18 09:11王敏
机械工程与自动化 2020年2期
王 敏
(太原重工股份有限公司 技术中心,山西 太原 030024)
0 引言
成型机是JCO直缝焊管机组全线的关键设备,其主要功能就是把钢板轧制成直缝钢管。为了保证钢管成型精度,成型机上横梁安装有测量变形反馈装置,但下横梁无法安装测量反馈装置,从而影响了钢管长度方向的精度。
本次试验研究的目的就是对成型机在实际生产中下横梁的弹性变形进行现场测试与分析研究,找出成型机下横梁的弹性变形值,并准确调整下横梁的弹性变形补偿量,从而保证钢管长度方向的精度。
1 成型机主机设备组成
成型机主机设备主要由预应力机架、上横梁装置、下横梁装置等组成,其结构简图如图1所示。
2 成型机下横梁变形试验分析研究方法
由于在轧制过程中成型机下横梁变形很小,一般位移传感器很难达到其测试要求。本次试验采用激光位移传感器,其精度为0.01 mm,如图2所示。下横梁变形测点选3点,分别为下横梁中间和两端,3个测点分别安装一个激光位移传感器。3个位移传感器安装位置如图3所示。
3 试验轧制钢板规格和成品管规格
试验时轧制钢板规格和成品管规格见表1。

图1 成型机主机结构简图
4 现场试验结果
4.1 钢板规格12 000×2 469×16的试验结果(试验一)
轧制规格为12 000×2 469×16的钢板时,从轧制开始到轧制结束共记录19次下横梁的位移变化,如图4所示,选取中间10次轧制时下横梁的最大位移值见表2。中间最大位移为0.312 2 mm,最小位移为0.294 5 mm,平均为0.304 7 mm。左端最大位移为0.276 2 mm,最小位移为0.239 7 mm,平均为0.250 4 mm。右端最大位移为0.238 2 mm,最小位移为0.226 6 mm,平均为0.233 6 mm。

图2激光位移传感器 图3位移传感器安装位置
4.2 钢板规格8 500×3 997×27的试验结果(试验二)
轧制规格为8 500×3 997×27的钢板时,从轧制开始到轧制结束共记录17次下横梁位移变化,如图5所示,选取中间10次轧制时下横梁的最大位移值见表3。中间最大位移为1.130 3 mm,最小位移为1.094 0 mm,平均为1.113 4 mm。左端最大位移为0.920 9 mm,最小位移为0.816 7 mm,平均为0.897 5 mm。右端最大位移为0.767 5 mm,最小位移为0.693 1 mm,平均为0.718 7 mm。
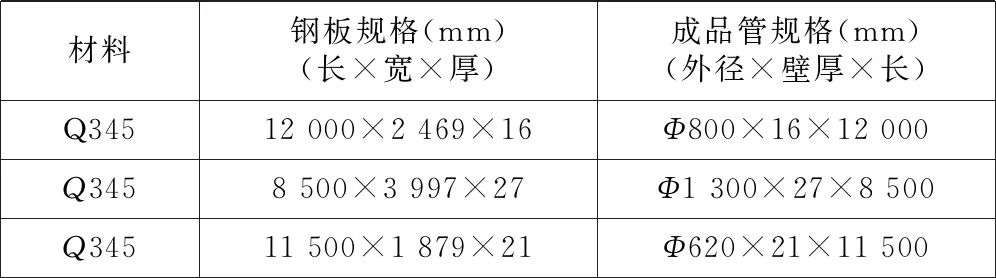
表1 轧制钢板规格和成品管规格

图4 实验一下横梁从轧制开始到结束的位移变化曲线
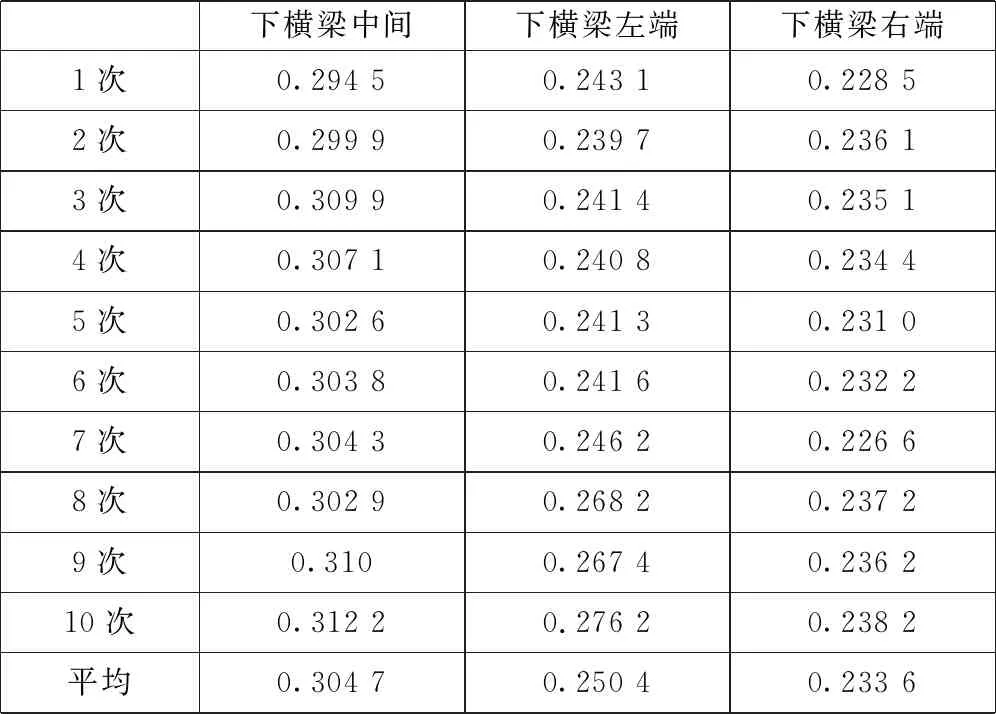
表2 实验一10次轧制时下横梁的最大位移 mm

图5 实验二下横梁从轧制开始到结束的位移变化曲线
4.3 钢板规格11 500×1 879×21的试验结果(实验三)
轧制规格为11 500×1 879×21的钢板时,从轧制开始到轧制结束共记录16次下横梁位移变化,如图6所示,选取中间10次轧制时下横梁的最大位移值见表4。中间最大位移为1.057 8 mm,最小位移为0.771 0 mm,平均为0.958 8 mm。左端最大位移为0.704 6 mm,最小位移为0.664 0 mm,平均为0.681 5 mm。右端最大位移为0.728 2 mm,最小位移为0.606 4 mm,平均为0.675 6 mm。
5 下横梁的变形规律及位移补偿
总结下横梁位移的变化规律如下:相同材料的情况下,板材越厚,下横梁位移则越大;轧制同一块板材时,下横梁中间位移最大,两端较小,而且一般是左端位移大于右端位移。钢板规格12 000×2 469×16的试验结果是中间位移平均值为0.304 7 mm;左端位移平均值为0.250 4 mm;右端位移平均值为0.233 6 mm。钢板规格8 500×3 997×27的试验结果是中间位移平均值为1.113 4 mm;左端位移平均值为0.897 5 mm;右端位移平均值为0.718 7 mm。钢板规格11 500×1 879×21的试验结果是中间位移平均值为0.958 8 mm;左端位移平均值为0.681 5 mm;右端位移平均值为0.675 6 mm。根据这些下横梁的平均变形值及其变化规律,即时调整下横梁的位移补偿值后,轧出的钢管达到了用户的精度要求,从而提高了钢管成品的合格率。
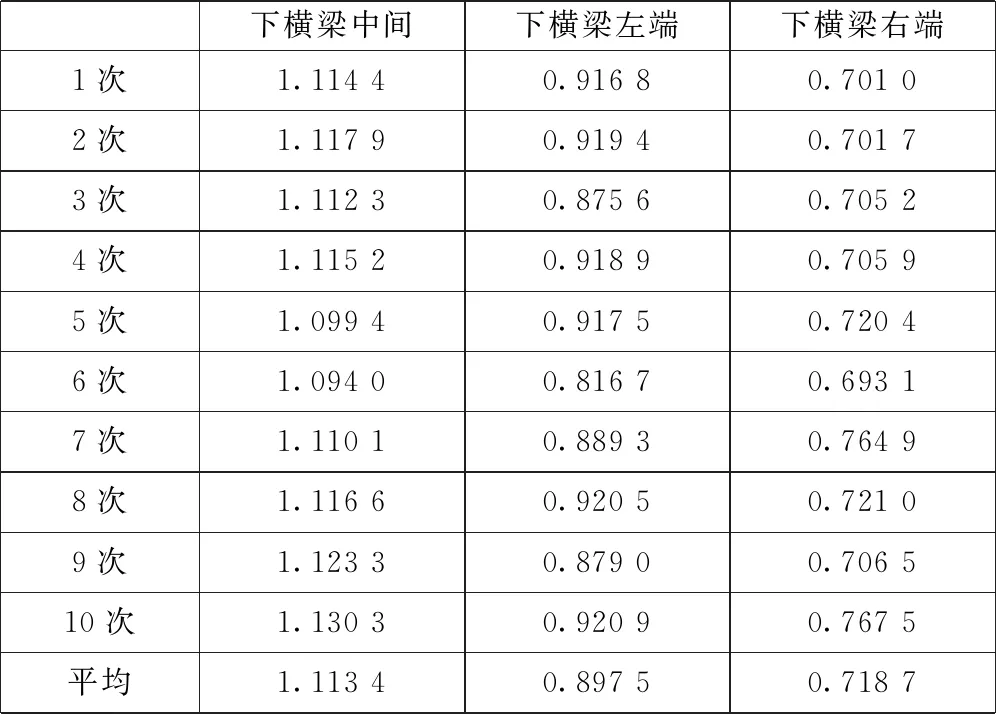
表3 实验二10次轧制时下横梁的最大位移 mm

图6 实验三下横梁从轧制开始到结束的位移变化曲线
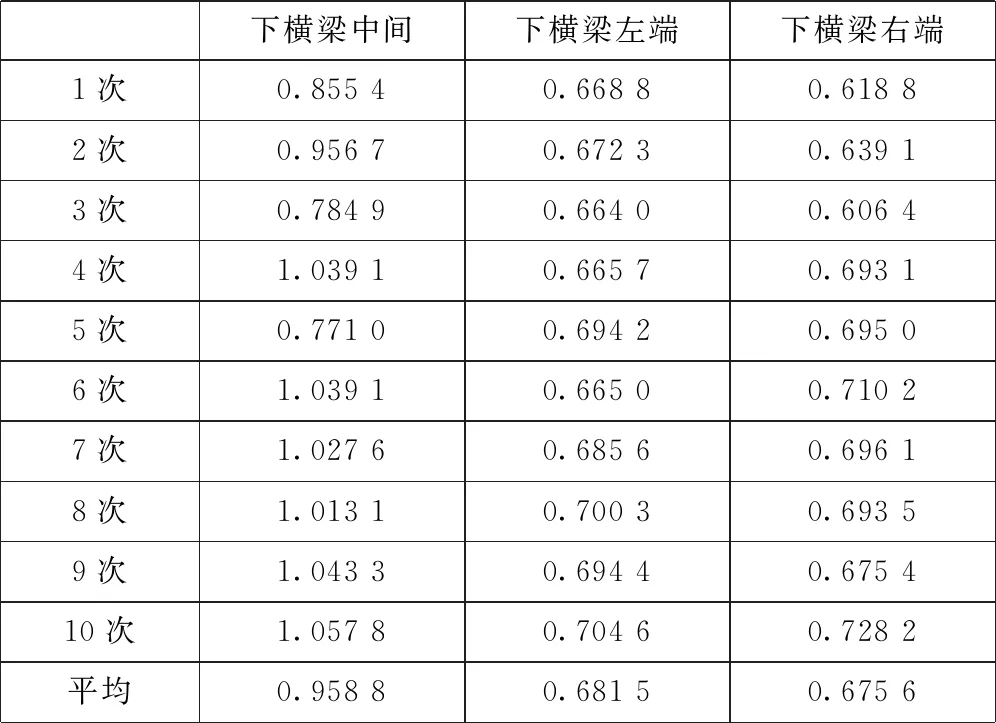
表4 实验三10次轧制时下横梁的最大位移 mm
猜你喜欢
武汉工程职业技术学院学报(2022年1期)2022-04-13
减速顶与调速技术(2020年3期)2021-01-18
数学物理学报(2020年2期)2020-06-02
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2018年9期)2018-09-19
新商务周刊(2017年16期)2017-12-08
中国铸造装备与技术(2017年3期)2017-06-21
制造业自动化(2017年2期)2017-03-20
山东工业技术(2016年15期)2016-12-01
中国科技纵横(2015年10期)2015-12-13
