
热轧1500mm平整分卷机组的技术特点
2020-06-02 10:04牛野
中国金属通报 2020年5期
牛 野
(北方重工集团有限公司,辽宁 沈阳 110141)
热轧平整的目的是改善产品结构,提高带钢质量,增强热轧产品的市场竞争力。莱钢平整分卷机组成品量为40万t/年,其中平整、分卷各占约50%。机组采用先进、适用的技术和装备,常温下对热轧碳素钢及低合金钢卷进行平整,使其机械性能、表面粗糙度和外观等均到达指标要求。充分体现了热轧平整机组在提高热轧带钢质量上的重要作用。
1 平整机组主要工艺参数及设备组成
1.1 钢种和主要参数
莱钢1500mm平整分卷机组主要用于热轧汽车用钢、薄规格高强度集装箱用钢、低碳钢、普通钢、部分冷轧原料,除此之外还可对花纹板进行平整及矫形。
原料规格:带钢厚:1.2mm~12.7mm(平整厚度:1.2mm~6.35mm);带宽:800m~1350m;钢卷最大重量:23t;产品抗拉强度:≤800MPa(冷态);产品屈服强度:≤600MPa(冷态);机组速度:max600m/min;轧制压力:max12000kN。
1.2 设备组成
机组由准备区、平整区和出口区组成,准备区主要设备包括:入口步进梁、上卷车、钢卷测量装置、准备站等设备,平整区(见图1)主要设备包括:开卷机、矫直机、平整机(四辊干式)、分切剪、检查台、张力装置、卷取机等,出口区主要设备包括:卸卷车、出口步进梁、打捆机、称重装置等组成。
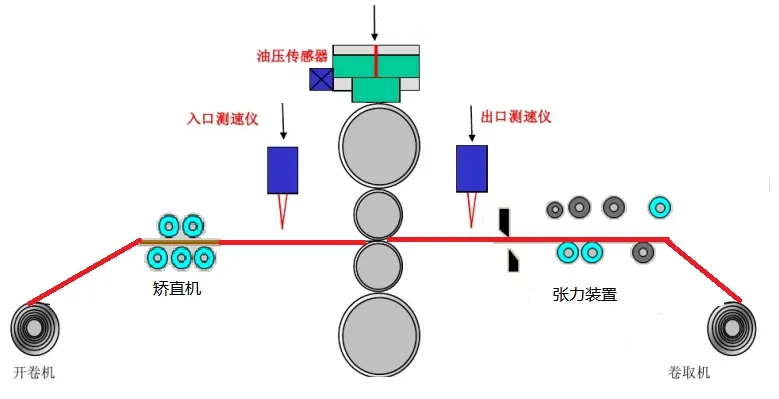
图1 平整区主要设备构成示意图
1.3 工艺流程
工艺流程:入口步进梁—上卷车—钢卷准备站—对中装置—开卷机—矫直机—平整机—切分剪—张力装置—卷取机—卸料车—出口步进梁—打捆机—称重—喷号—吊运。
1.4 作业模式
莱钢平整分卷机组有四种作业模式,即平整、平整分卷、非平整分卷、重卷。
平整:调整热轧钢带力学性能,提高板带表面质量。
平整分卷:与平整作业方式目的相同,并可根据作业计划,将钢卷切分成需要的小钢卷。
非平整分卷:平整机空过,仅按作业计划要求将钢卷切分成小卷。
重卷:对卷形不良的热轧钢卷惊喜重卷作业,消除不良热轧卷形。
2 机组技术特点
2.1 开卷机技术特点
机组开卷机同时设有压辊、深弯辊、缓冲辊和CPC对中功能,生产时,根据检测带钢的位置,液压缸拉动机架调整卷轴的位置,保证带钢对中,对中调节范围±150mm。同时,工作中深弯辊可与开卷带钢带压随动,且深弯辊压力可远程控制,保证板面质量和运行稳定性。
2.2 矫直机技术特点
矫直机为了矫直钢卷开卷后本身具有的曲率,对钢带进行粗矫,为上2下3结构,矫直辊压下量通过交流电机进行微调,液压缸实现快速压下,压下量在主操作台上显示。
矫直机配有空气吹扫装置,通过喷嘴将矫直时形成的废铁皮吹入收集车运出线外,保证带钢表面的洁净避免出现缺陷。
2.3 平整机技术特点
(1)防皱辊的应用。平整机入口设置了防皱辊,布置在轧线下方,由液压缸驱动升降,工作时在工作辊附近区域形成稳定的张力区,防止带钢起皱,保证平整质量。
(2)工作辊正、负弯辊。平整机同时带有正、负弯辊装置,正、负弯辊缸均采用比例阀控制其弯辊力的大小(±500kN单侧),每个比例阀都带有压力传感器,形成闭环控制。通过液压弯辊的作用可使轧辊凸度量瞬间发生改变(0.1mm左右),有效的消除边浪、中间浪等缺陷,实现板型的快速调整。
(3)轧辊清理装置。设计了支撑辊清辊器,用于擦拭、吸收轧辊表面的粉尘及污物,及时对支撑辊进行清理,防止支撑辊划伤工作辊,影响板材表面质量,延长轧辊的使用寿命。
(4)平整机控制模式。莱钢平整机组可实现辊缝控制、总轧制力控制和延伸率控制三种控制模式。
延伸率是平整过程中重要的工艺参数,稳定的延伸率控制是保证带钢质量的重要条件,机组通过激光测速仪进行检测控制的。平整机入口与出口分别设置激光测速仪和测速辊上的编码器,测量平整机入口与出口侧带钢速度。平整过程中,依靠激光测速仪与编码器的脉冲数量计算,即可获得平整机入口侧与出口侧的带钢速度,进而获得延伸率。即:

延伸率测定中,激光测速仪与测速辊编码器互为备用。因设计带钢平整厚度范围为1.2mm~6.35mm,故平整机延伸率控制采用轧制力模式,即平整过程中,钢带张力恒定,动态调整轧制力,保持延伸率恒定,其控制原理参见图2。
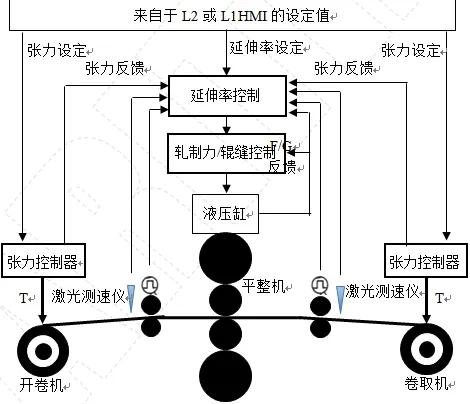
图2 延伸率控制原理
3 卷取机EPC对中功能
卷取机EPC对中功能,目的是防止钢卷在卷取过程中产生塔形,通过EPC对中功能检测带钢边部位置,以此来判断带钢是否跑偏,并由液压缸带动卷取机在卷筒轴向滑动,保证钢带对中,对中范围±150mm以内。
莱钢1500mm平整分卷机组除基本功能外,尽可能的缩短了平整线的长度(开卷机卷筒中心线到卷取机卷筒中心线不到20m),即减少了不必要的工序,降低了产品质量出现缺陷的概率,又减少了操作人员的数量。另外,机组为达到速度与张力的最佳匹配,配备了两档速度调节范围,节省了不必要的投资,又方便了设备的维护。
4 平整分卷机组的过程自动化系统
4.1 主要功能
在热轧平整分卷机组中,过程控制系统主要用来管理平整分卷机组作业过程,完成生产线上各设备的设定值计算、生产过程与设备运行数据、生产计划数据维护、生产原料数据和生产成品数据的管理、物料数据在生产线上的全线跟踪等。
4.2 功能分类
按照功能模块用途,将平整分卷机组过程自动化系统分为非过程控制和过程控制功能两部分。
(1)过程控制功能。平整机组平整分卷规程、板型控制设定值计算与模型参数自学习等功能。
(2)非过程控制功能。测量值数据采集与处理、钢卷与带钢跟踪、各种数据(作业计划、轧辊数据、钢卷数据、成品数据、停机数据等)管理、设定值管理等功能。
通过平整机过程自动系统的建立,为平整机工艺参数优化提供了基础,为优化生产组织提供了依据,同时产品质量的分析有可追溯性,目前该系统运行良好,满足生产需求。
5 结语
通过对莱钢平整分卷机组的设备组成及技术特点的分析,打通了平整分卷机组的工艺,完善了平整分卷机组的功能,制定的工艺流程满足生产需求,使热轧平整分卷机组顺利投产,生产出板形、表面质量等高标准的热轧带钢,拓宽了热轧板材的品种结构,相信一定会取得良好的市场效益。
猜你喜欢
新型工业化(2022年3期)2022-06-18
中国金属通报(2021年18期)2021-12-27
湖北农机化(2021年7期)2021-12-07
中国金属通报(2019年2期)2019-01-03
集装箱化(2016年10期)2016-11-28
中国新技术新产品(2016年15期)2016-09-27
有色金属加工(2015年5期)2015-06-28
山东工业技术(2014年17期)2014-12-24
山东工业技术(2014年12期)2014-05-03
中国信息化·学术版(2013年5期)2013-10-09
