
HFJ型集聚纺纱装置输出胶辊的使用效果
2020-06-05 10:16严日荣
纺织器材 2020年2期
张 毅,严日荣
(浙江省常山纺织有限责任公司,浙江 常山 324200)
0 引言
集聚纺纱过程中,牵伸后的须条在集束区受集聚作用后宽度变小、厚度增大[1];当网格圈集聚时须条不能横向移动,与须条接触的胶辊在无橫动的条件下运行[2],以致比普通环锭纺用胶辊的变形量大。为确保成纱质量,纺纱企业缩短了胶辊磨砺周期和胶辊使用寿命。
HFJ型集聚纺纱装置由输出胶辊与输出罗拉组成钳口输出集聚须条,阻止加捻区捻度上传,保证网格圈运行平稳;前胶辊作为牵伸胶辊,与前罗拉钳口共同握持须条使其均匀地拉长抽细,同时控制输出纤维进入集束区进行集聚牵伸[3]。
邹小祥等提出了牵伸胶辊,要求胶辊与罗拉组成的钳口能有效握持纤维进行牵伸,特别是集聚纺无动程或动程很小时,须条对胶辊磨损较大,因此胶辊必须具有适当的硬度和弹性;同时,由于集聚环锭纺对压力的要求比传统环锭纺大,因此对胶辊弹性和强韧性的要求也更高些。相对牵伸胶辊而言,集聚纺胶辊还应有合适的表面粗糙度Ra值和较低的硬度[4-5];王方水等提出了立达和华方集聚纺导向胶辊应尽可能选用大直径,以保证前档压力和顺利导向[6]。本文基于以上观点,着重对集聚纺纱输出胶辊的使用进行探讨。
1 问题的提出
1.1 输出胶辊的硬度
为使纤维集聚紧密,须条中的单纤维应充分伸直、相互平行且排列紧密有序,牵伸后的集聚纺或集聚赛络纺须条经网格圈集聚时不能横向移动,胶辊在无动程条件下运行易产生凹槽。由于须条受气流的收缩、聚合作用,通过异形管的吸风槽使须条上纤维转动、集聚,从扁平带状转变为高密度的圆柱体,更易使胶辊产生凹槽,如果选用低硬度的输出胶辊则更不耐磨。
1.2 输出胶辊的直径
胶辊压力决定握持力大小。如图1所示,HFJ型四罗拉集聚纺纱装置的输出胶辊和前胶辊合用一个分压器,图中O为加压力,F为摇架压力,F1,F2分别为前胶辊和输出胶辊压力,F1×18=F2×59,输出胶辊压力是前胶辊的31%。
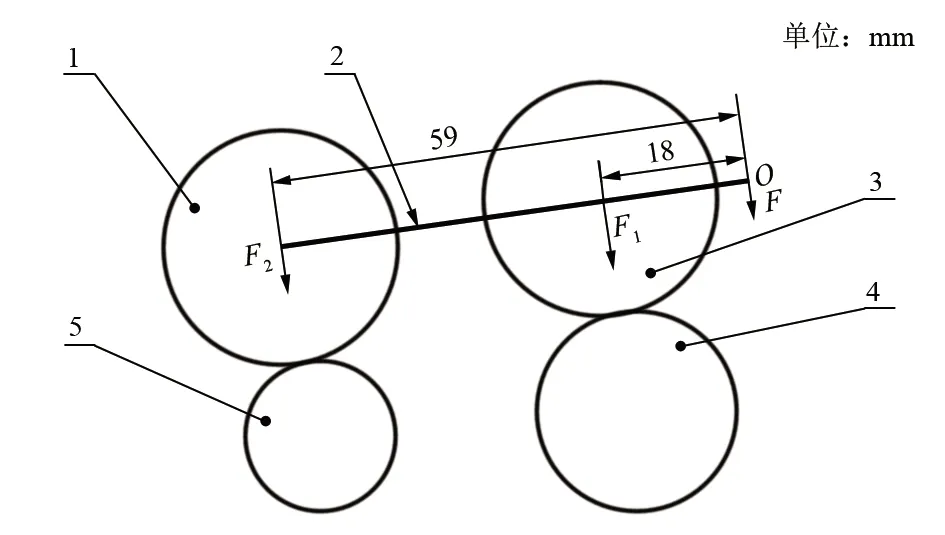
1—输出胶辊;2—胶辊分压器;3—前胶辊;4—前罗拉;5—输出罗拉。图1 胶辊受力示意
为克服输出胶辊加压不足,可采用以下途径:增大前胶辊对罗拉的包围弧,减小单位面积对纤维的压力,降低前钳口的握持力;减小输出胶辊对罗拉的包围弧,即提高胶辊的硬度或减小输出罗拉的直径,该装置的输出罗拉直径已减小为19 mm,以提高单位面积的压力;选用表面摩擦因数较大的胶辊。
输出胶辊直径大于前胶辊直径时,会影响前胶辊加压值的变化;如果前胶辊压力减小,则其对前罗拉的包围弧减小,对成纱质量不利。笔者以输出胶辊的直径、硬度为试验项目,分析对成纱质量的影响,并以数理统计方法,判断试纺结果的差异性,为合理选择输出胶辊直径、硬度等提出应用依据。
2 试纺方案
2.1不同材质、硬度的输出胶辊同锭、同粗纱试纺10锭,通过YG135型条干均匀度仪测试其集聚纺色纱的成纱质量。
2.2对试纺结果的差异性进行判断:相伴概率值小于或等于假设的显著性水平(α=0.05),诊断样本均值间存在显著性差异;相伴概率值大于显著性水平(α=0.05),则样本均值和总体均值间不存在显著性差异;判断数据集间的相关性,相关系数r取值范围见表1。
表1 相关系数取值范围

相关系数r=0|r|<0.3|r|=0.3~0.5|r|>0.5~0.8|r|>0.8|r|=1相关程度无相关微弱相关低度相关显著相关高度相关完全相关
2.3通过试纺结果分析,探讨输出胶辊在集聚纺中的作用及影响,提出选用方法。
3 试纺结果及对比分析
在HFJ506型集聚棉纺环锭细纱机上,固定试纺锭号、粗纱,采用气动加压摇架,输出胶辊压力为55 N/双锭,前胶辊压力为180 N/双锭,负压设定为-2.8 kPa(14.1 tex)和-3 kPa(20.7 tex)。
3.1 胶辊材质
邵尔A硬度为68度的输出胶辊,采用聚氨酯、丁腈橡胶分别制作,磨砺后的直径均为26 mm;前胶辊则采用邵尔A硬度为68度、直径为30 mm的新聚氨酯胶辊,纺制集聚纺纯棉深蓝20.7 tex纱。其成纱质量指标分别见表2和表3。
表2 聚氨酯胶辊纺20.7 tex纱成纱指标

锭号条干CV/%细节粗节棉结个·km-141115.591014016541216.433018515541315.702017523541415.74517019541515.092015515541616.063018515041715.011514020541815.611524025541915.591016018542014.905135180均值15.5716169188 注:CVb值为3.03%。
表3 丁腈胶辊纺20.7 tex纱成纱指标

锭号条干CV/%细节粗节棉结个·km-141115.173017014041216.605523515541315.56521020541415.60518021041515.551018515541616.28017520041715.081018022541815.012511014541915.521015520042015.3830170235均值15.5818177187 注:CVb值为3.26%。
用Excel表格中CORREL(array1,array2)返回两组数值的相关系数,可以确定两种属性之间的关系,利用T-test对两组数据作成对显著性检验。
Array1的单元格区域A1—A10,分别对应表2中411—420锭号的条干CV值;Array2的单元格区域B1—B10,分别对应表3中411—420锭号的条干CV值。
用公式“=CORREL(A1:A10,B1:B10)”求得相关系数为0.747 2,呈显著相关;为准确判断相关系数的强弱,还需要用T-test来检验两组数集是否显著相关。
用公式“=TTEST(A1:A10,B1:B10,2,1)”求得概率为0.979,大于0.05,两组数集无显著性差异。
同理计算两组数据细节的相关系数为0.123 5,相伴概率为0.735 3;粗节的相关系数为-0.352 1,相伴概率为0.620 6;棉结的相关系数为0.100 3,相伴概率为0.948 0。
从测试结果分析,相伴概率值都大于显著性水平(α=0.05),说明两组数集无显著性差异,表明直径相同时选用不同材质的输出胶辊,对成纱质量无显著影响。成纱质量指标与输出胶辊的相关关系:条干CV值呈显著相关,细节、棉结呈微弱相关,粗节低度相关。
3.2 胶辊直径
取表面破损或直径小于29 mm、邵尔A硬度为68度的聚氨酯胶辊,磨砺直径至26 mm~29 mm(间隔0.5 mm)作为输出胶辊;前胶辊也采用邵尔A硬度为68度的聚氨酯胶辊,纺制集聚纺纯棉深蓝14.1 tex纱和20.7 tex纱。每组试样10只管纱,取其测试数据的均值,结果见表4和表5。
表4 不同直径的输出胶辊纺14.1 tex纱成纱指标

胶辊直径/mmCVb/%条干CV/%细节粗节棉结个·km-126.05.3117.601445640326.54.2517.492043639127.02.8317.622351642827.54.4517.521548139128.04.2417.471844536228.53.5917.391946741329.04.9217.371843539230.03.6517.3619473393
表5 不同直径的输出胶辊纺20.7 tex纱成纱指标

胶辊直径/mmCVb/%条干CV/%细节粗节棉结个·km-126.03.0815.95154624526.53.6416.02214624827.02.6216.00195027027.54.1416.05225928828.03.0415.92183921928.53.7115.85155120929.02.2615.97194522530.02.9415.901839238
用直径为30 mm与其他直径的输出胶辊进行指标数集测试和相关性分析,T检验(tails=1),结果见表6和表7。
表6中得出的相伴概率都大于0.05,表明不同直径的输出胶辊纺同品种纱,其成纱质量不存在显著性差异;从相关系数来看,微弱相关为2项、低度相关为2项、显著相关为17项和高度相关为7项。
表6 纺14.1 tex纱测试结果相关性分析
胶辊直径/mm条干CV细节粗节棉结30.0~29.0相关系数相伴概率0.799 10.952 50.020 70.862 70.628 40.212 30.371 90.963 330.0~28.5相关系数相伴概率0.860 40.790 40.849 11.000 00.800 10.796 80.690 70.419 030.0~28.0相关系数相伴概率0.884 10.333 90.785 50.627 50.822 40.224 20.737 10.186 230.0~27.5相关系数相伴概率0.754 00.357 00.728 20.210 00.798 70.728 60.752 80.915 830.0~27.0相关系数相伴概率0.721 10.100 60.606 30.373 20.628 60.180 30.550 00.198 830.0~26.5相关系数相伴概率0.812 50.394 40.289 50.912 80.808 20.116 50.517 00.933 130.0~26.0相关系数相伴概率0.597 40.349 50.675 50.111 10.695 80.550 50.497 20.628 8
表7 纺20.7 tex纱测试结果相关性分析

胶辊直径/mm条干CV细节粗节棉结30.0~29.0相关系数相伴概率0.503 80.751 10.764 70.541 4-0.298 20.876 0-0.004 80.507 030.0~28.5相关系数相伴概率0.505 10.774 70.474 80.353 60.349 40.368 00.616 60.058 230.0~28.0相关系数相伴概率0.498 50.871 90.428 60.892 9-0.069 80.612 50.254 00.238 530.0~27.5相关系数相伴概率0.368 20.339 10.174 70.448 2-0.178 90.193 90.490 10.073 830.0~27.0相关系数相伴概率0.817 50.244 90.341 60.911 5-0.099 60.172 80.142 40.118 630.0~26.5相关系数相伴概率0.629 60.378 50.519 00.550 50.452 80.179 60.465 00.537 530.0~26.0相关系数相伴概率-0.012 10.793 90.274 10.406 30.111 70.608 50.197 80.721 5
由表7可见,相伴概率大于显著性水平(α=0.05),表明不同直径的输出胶辊纺同品种纱,成纱质量不存在显著性差异;从相关系数来看,微弱相关为12项、低度相关为9项、显著相关为6项和高度相关为1项。
3.3 胶辊硬度
邵尔A硬度为68度的聚氨酯胶辊作为前胶辊,邵尔A硬度分别为68度和75度、直径为30 mm的丁腈胶辊为输出胶辊,集聚纺纯棉深蓝20.7 tex纱成纱测试结果见表8和表9。
经对两组数集作成对显著性检验:条干CV值的相关系数为0.300 0,相伴概率为0.692 7;细节的相关系数为0.504 5,相伴概率0.905 9;粗节的相关系数为-0.168 3,相伴概率为0.234 9;棉结的相关系数为0.358 1,相伴概率为0.167 2;表明不同硬度输出胶辊纺同品种纱,成纱质量不存在显著性差异。
表8 邵尔A硬度为68度丁腈胶辊纺20.7 tex纱成纱指标
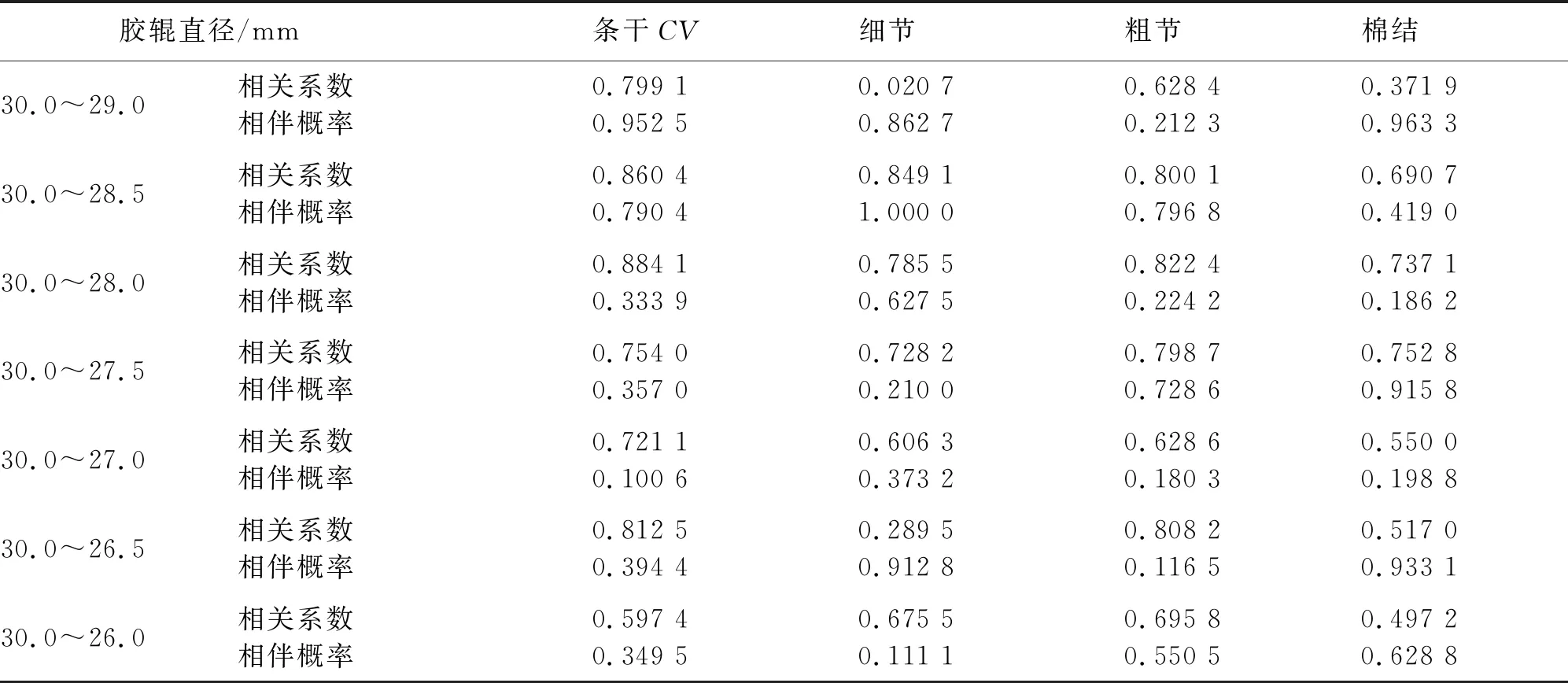
序号条干CV/%细节粗节棉结个·km-141115.74152525541215.5656523541315.8152521041415.3604022041516.31303027541616.99308032541715.98255027041815.53303517041915.95254020542015.731545215均值15.901844238 注:CVb值为2.94%。
表9 邵尔A硬度为75度丁腈胶辊纺20.7 tex纱成纱指标
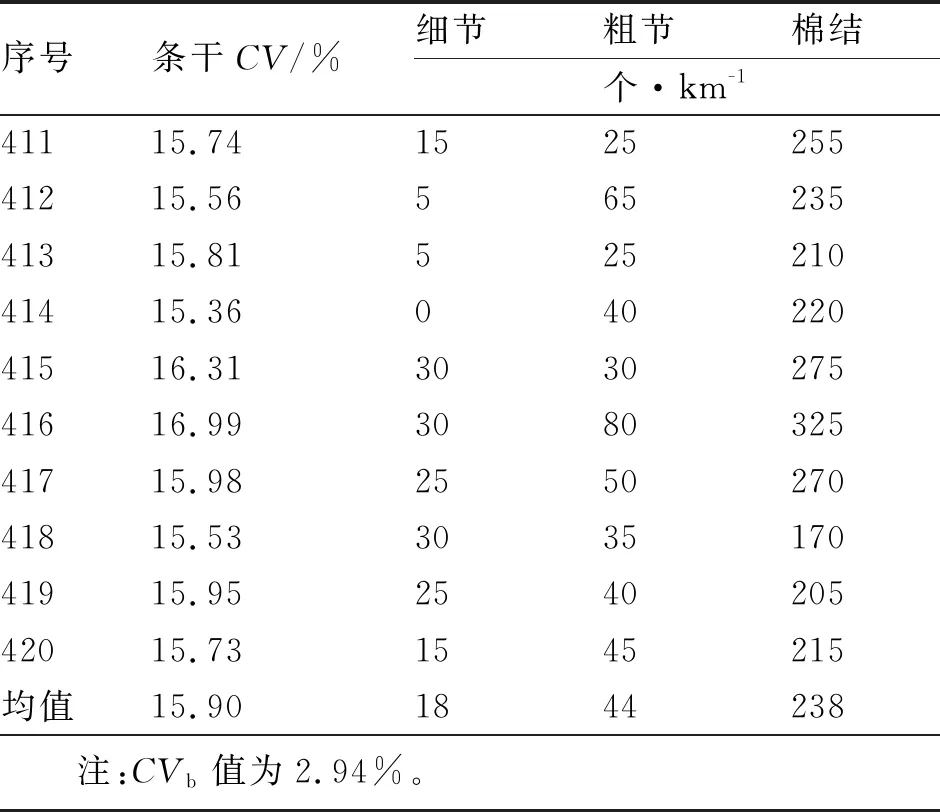
序号条干CV/%细节粗节棉结个·km-141115.14155028541215.64152516541315.5957530041415.48104521541515.99204529541616.18207032041716.36205029541816.49208029041916.90555026042015.96550210均值15.971954264 注:CVb值为3.30%。
3.4 新旧胶辊
邵尔A硬度为68度的聚氨酯胶辊作为前胶辊,直径为30 mm、邵尔A硬度为75度的新、旧丁腈胶辊做为输出胶辊,集聚纺纯棉深蓝14.1 tex纱成纱测试结果见表10和表11。
通过两组数集作成对显著性检验:条干CV值的相关系数为0.630 2,相伴概率为0.638 2;细节的相关系数为0.817 2,相伴概率为0.094 7;粗节的相关系数为0.851 9,相伴概率为0.316 8;棉结的相关系数为0.666 5,相伴概率为0.481 7。可见作为输出胶辊,新、旧胶辊的纺纱质量不存在显著差异,相关关系处于显著相关取值范围。
表10 邵尔A硬度75度新丁腈胶辊纺14.1 tex纱成纱指标
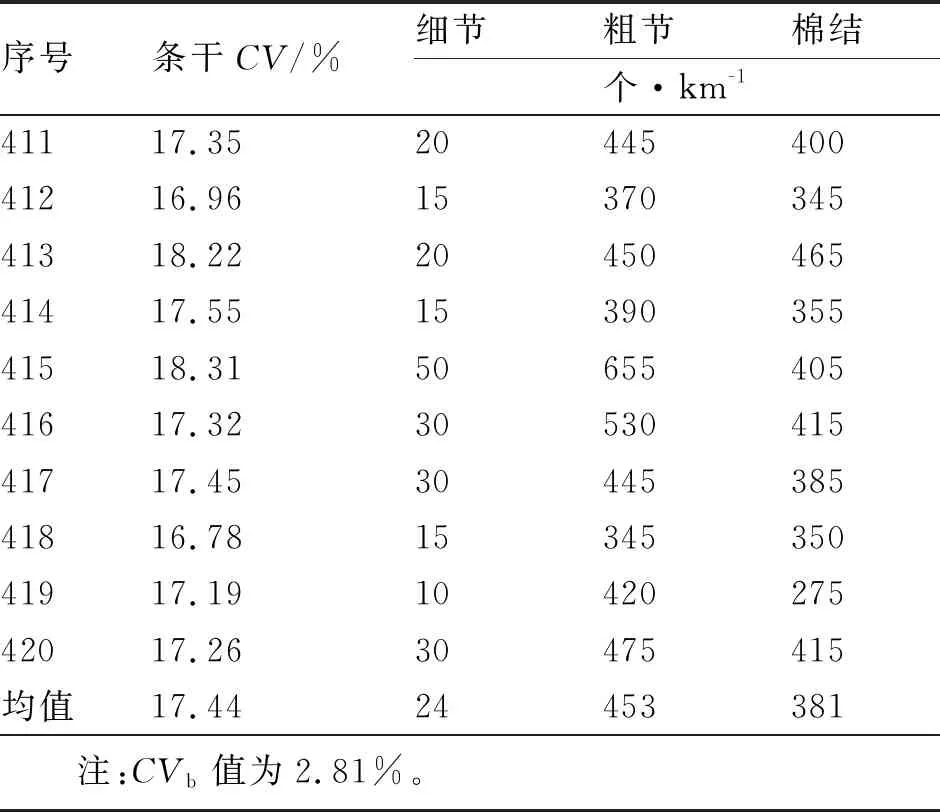
序号条干CV/%细节粗节棉结个·km-141117.352044540041216.961537034541318.222045046541417.551539035541518.315065540541617.323053041541717.453044538541816.781534535041917.191042027542017.2630475415均值17.4424453381 注:CVb值为2.81%。
表11 邵尔A硬度75度旧丁腈胶辊纺14.1 tex纱成纱指标
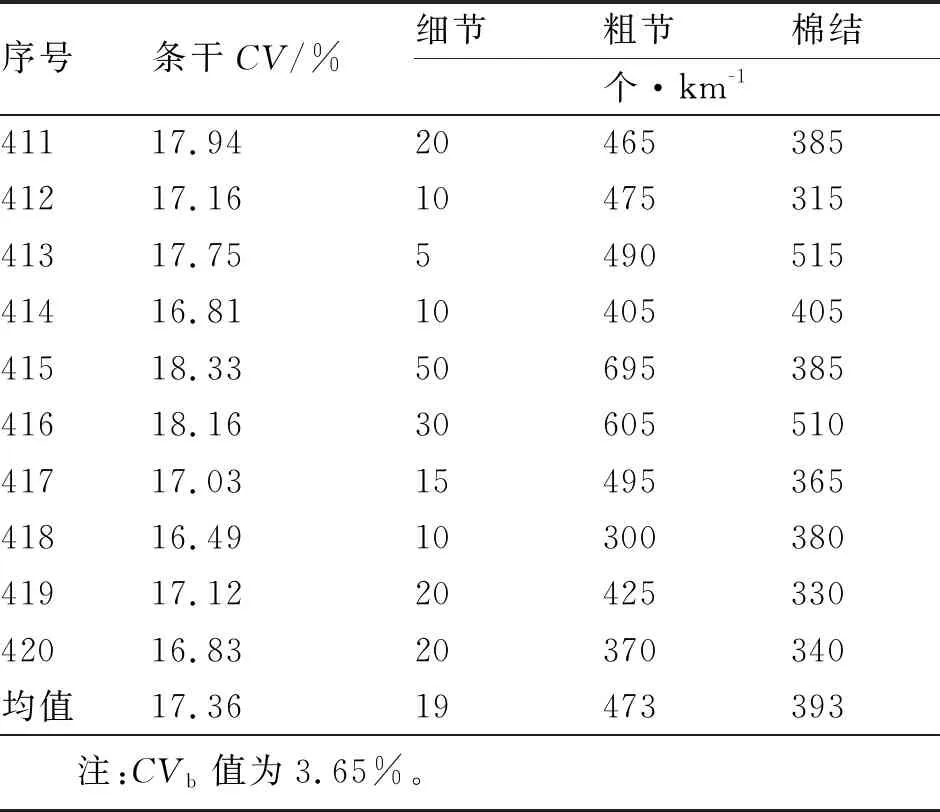
序号条干CV/%细节粗节棉结个·km-141117.942046538541217.161047531541317.75549051541416.811040540541518.335069538541618.163060551041717.031549536541816.491030038041917.122042533042016.8320370340均值17.3619473393 注:CVb值为3.65%。
4 结语
HFJ型集聚棉纺环锭细纱机选用不同直径、硬度或不同材质的输出胶辊纺纱,用直径为30 mm的输出胶辊纺纱测试结果对比其他条件纺纱样本,结合T-test对两组数据作成对显著性检验,确定两种属性之间的关系,检验结果表明不存在显著性差异。
因此,HFJ型集聚棉纺装置中输出胶辊使用有以下观点:输出胶辊最小直径可磨砺至26 mm,从29 mm至26 mm每次磨砺0.2 mm计算,可增加15次磨砺;胶辊硬度、材质选择范围可拓宽;尽管输出胶辊选择余地较广,但为了便于管理,每台车应保持一致;输出胶辊直径变换后,应调整胶辊位置;不同纺纱企业应根据集聚纺的实际情况,应经试纺论证选择合适的输出胶辊后进行使用。
猜你喜欢
纺织器材(2022年4期)2022-08-18
纺织器材(2022年4期)2022-08-18
小哥白尼·野生动物画报(2021年6期)2021-07-14
丝绸(2021年1期)2021-01-21
纺织器材(2020年5期)2020-12-21
纺织器材(2020年4期)2020-12-14
广西文学(2020年8期)2020-08-04
数学大王·趣味逻辑(2019年10期)2019-11-06
丝绸(2018年3期)2018-09-10
丝绸(2017年5期)2017-10-15
