3D打印锂离子电池正极的制备及性能
2020-06-05 10:53左文婧屈银虎祁攀虎符寒光王钰凡高浩斐
工程科学学报 2020年3期
左文婧,屈银虎✉,祁攀虎,符寒光,王钰凡,高浩斐,张 红
1) 西安工程大学材料工程学院,西安 710048 2) 北京工业大学材料科学与工程学院,北京 100022
面对全球资源的匮乏和环境污染等日益突出的问题,开发使用新能源已成为全球战略决策. 电化学储能因其高效、便捷、应用性强等特点在日常生活、通信、军事、航天等领域得到了广泛地应用,其中最具代表性的一类就是锂离子电池[1−2].
锂离子电池具有质量轻、体积小、循环寿命长、比能量高、自放电小等众多优点,在高能便携式器件、动力电源及能源转换领域中扮演着越来越重要的角色[3]. 随着国家“十三五”规划对“实施新能源汽车推广计划,提高电动汽车产业化水平”的明确提出和《中国制造2025》将节能与新能源汽车列为重点技术领域,市场对高性能锂离子电池的需求变得更加迫切. 电池正极作为锂离子电池的关键,在其成本中所占比例高达35%,开发使用高能量密度、高倍率性能、高稳定性且成本低廉的正极材料对锂离子电池的发展至关重要[4]. 层状三元镍钴锰酸锂(LiNi0.5Co0.2Mn0.3O2)正极材料综合利用钴酸锂、镍酸锂和锰酸锂的优点,克服各自的缺点,使其理论容量高达 275 mA·h·g−1[1,5−7]. 其中Ni2+有助于提高锂离子电池容量,但Ni2+易与Li+混排造成锂析出,而Co3+恰好弥补这一缺点,起到抑制混排的作用,从而提高充放电容量;Mn始终保持+4价,没有电化学活性,提高了电极结构的稳定性,Ni、Co、Mn三种元素明显的协同作用使得三元镍钴锰酸锂(LiNi0.5Co0.2Mn0.3O2)正极材料成为当前锂离子电池正极材料的研究热点,将成为未来新型高比能量锂离子电池正极材料的主流[8−9].
同时随着国内外电子设备的快速发展,各国学者都已展开大量相关电池微型化的研究,以期研究出一种携带方便、安全的电子能源[10−12]. 3D打印技术作为近年来兴起的一项新型快速成型技术,是对快速制造法的延续和发展,与传统制造技术相比,其操作流程便捷,制造成本低廉,它的出现为电池微型化的实现提供了必要条件. 通过3D打印技术制备的电极能够充分利用有限的体积有效提高电池的能量密度等,具有广阔的发展前景. 因此,制备性能稳定且适合3D打印技术的电极墨水对实现3D打印微电池、柔性电池等储能器件精细快速和规模化制造具有重要意义[13−16].
本文选用三元镍钴锰酸锂材料(LiNi0.5Co0.2Mn0.3O2)作为正极活性物质,以去离子水、乙二醇和其他添加剂构成水基载体,同时选用聚乙烯吡咯烷酮作为分散剂、羟乙基纤维素和羟丙基纤维素等作为增稠剂,制备成所需的打印墨水,再结合3D打印技术对墨水进行打印,制备正极电极. 利用Fluent软件对墨水在打印挤压筒中受压时的速度进行模拟分析,并通过对墨水流变性及黏度的测试,分析增稠剂对墨水打印过程中成型效果的影响并探究打印电极的电化学性能.
1 实验
1.1 材料与仪器
实验所用原料主要有:三元镍钴锰酸锂材料(LiNi0.5Co0.2Mn0.3O2)(深圳晶科有限公司)、乙二醇(恒兴试剂公司)、聚乙烯吡咯烷酮(天津市大茂化学试剂厂)、聚丙烯酸钠、聚丙烯酰胺、羟丙基纤维素、羟乙基纤维素(山东西亚化学工业有限公司)、去离子水、消泡剂.
实验所用设备主要有:AL104型电子天平(梅特勒多仪器有限公司);3D打印机(深圳市智达自动化设备有限公司);SNB-1A-J型高温旋转数字黏度计(上海方瑞仪器有限公司);QM-3B型高速振动球磨机(球磨罐为不锈钢(1Cr18Ni9Ti)、规格为50 mL、磨球规格为φ10 mm,南京南大仪器厂);CT2001C型电池测试仪(武汉金诺电子有限公司);STA449-F5型热分析仪(耐优上海电子科技有限公司);YH-200DH超声波振荡器(上海予皓科学仪器有限公司);X射线衍射仪(日本理学公司D/max2200pc型);MCR 302高速旋转流变仪(奥地利Anton Paar GmbH公司).
1.2 3D 打印正极墨水及电极的制备
3D打印锂离子电池正极墨水是选用三元镍钴锰酸锂材料(LiNi0.5Co0.2Mn0.3O2)作为正极活性物质(以下简称LNCM523),在高速振动球磨机中以无水乙醇为溶剂在1000 r·min−1的转速下湿磨2 h,以减少粉末团聚达到细化粉末颗粒的目的. 将球磨后的LNCM523粉末经离心处理后在200 ℃下干燥4 h获得LNCM523粉末. 再选用去离子水、乙二醇和其他添加剂制备水基载体,并将LNCM523粉末加入其中,同时选取聚乙烯吡咯烷酮作为分散剂,羟乙基纤维素和羟丙基纤维素等作为增稠剂,将混合物搅拌均匀,得到所需的打印墨水. 其次,将打印墨水装入3D打印机的挤压筒中,通过3D打印机编码器完成打印路径图案及相关打印工艺参数的设置,检查气压系统连接是否正常. 打印运行后,挤压筒中墨水在压力作用下挤压成型在预先设计好的正极集流体上,打印结束后,在干燥箱中温度为200 ℃干燥2 h,最终得到所需正极电极. 工艺流程如图1所示.

图1 三元镍钴锰酸锂正极制备流程图Fig.1 Flow chart of the preparation of the ternary lithium nickel-cobalt-manganese oxide material positive electrode
2 结果与讨论
2.1 增稠剂种类对打印墨水的流变性影响
增稠剂作为一种流变助剂,有助于调节墨水的流变特性,确保打印墨水在打印过程中不飞溅、不流挂、不断线,具备良好的可打印性能. 为探究不同增稠剂对正极墨水的性能影响,本文选用聚丙烯酸钠、聚丙烯酰胺、羟乙基纤维素和羟丙基纤维素作为4种增稠剂制备正极墨水,具体参数如表1所示. 通过打印效果直观的对比不同增稠剂对电极成形效果的影响,并通过黏度和模量测试,选取最佳增稠剂.
图2是聚丙烯酸钠、聚丙烯酰胺、羟丙基纤维素和羟乙基纤维素4种增稠剂所制备的正极墨水打印后的电极图. 由图 2 看出,图(a)和(b)所打印的电极效果明显不好,成型图案粗大且不均匀,成型效果差,由于墨水黏度过小,针头出墨过多,导致打印电极整体会出现墨水塌陷现象. 图(c)墨水打印成型效果明显好转,未出现塌陷现象,但仍存在断线或无法打印出来的现象. 图(d)墨水打印效果最佳,可按预定路径顺利完成打印,其打印过程中并未出现断线或塌陷现象,但打印电极表面仍然出现粗细不均匀现象. 综合考虑到打印电极的整体效果,尝试选取质量比为1∶1的羟乙基纤维素/羟丙基纤维素混合使用作为增稠剂,打印效果如图3所示. 该组墨水的打印图案可按预设路径打印完成,中间未出现断线及塌陷现象,整体观察该电极粗细均匀,成型最佳,有助于后期墨水的打印和固化成型.
图4为选取聚丙烯酸钠、聚丙烯酰胺、羟乙基/羟丙基纤维素(混合质量比为1∶1)3种不同增稠剂所制备的墨水样品的表观黏度-剪切速率曲线图. 由图4可知,3种增稠剂所制备的墨水表观黏度都随着剪切速率的增加而降低,表现出明显的剪切变稀行为,表明3种墨水都属于典型的非牛顿液体,都具有可打印性的必要条件[17]. 分别以聚丙烯酸钠、聚丙烯酰胺、羟乙基/羟丙基纤维素为增稠剂的3种打印墨水的黏度都与剪切应力成反比,在同等剪切应力下,羟乙基/羟丙基纤维素混合制备的墨水黏度较小,后期在高剪切力作用下具有更好的流动性.

表1 不同增稠剂的具体参数Table 1 Specific parameters of different thickeners

图2 4种不同增稠剂所制备的正极墨水打印形貌图. (a)聚丙烯酸钠;(b)聚丙烯酰胺;(c)羟丙基纤维素;(d)羟乙基纤维素Fig.2 Printed topographies of positive inks prepared using four different thickeners: (a) sodium polyacrylate; (b) polyacrylamide; (c)hydroxypropyl cellulose; (d) hydroxyethyl cellulose

图3 羟乙基/羟丙基纤维素混合配比所制备的正极墨水打印形貌图Fig.3 Printed topography of positive ink prepared using hydroxyethyl/hydroxypropyl cellulose

图4 不同增稠剂所制备正极打印墨水的表观黏度-剪切速率曲线Fig.4 Apparent viscosity-shear rate curves of positive printing ink prepared using different thickeners
图5是羟乙基/羟丙基纤维素混合使用所制备的打印墨水的模量-应力曲线. 根据流体的流变学理论可知,储能模量(G′)代表形变过程中样品弹性变形而储存的能量,反应了样品的固态性质;损耗模量(G″)表示形变过程中样品黏性变形损耗的能量,反映了样品的流体性质. 从图5可看出,该曲线存在两个区域,即平台区和下降区. 在平台范围内,打印墨水的G′值均高于G″值,此时,墨水发生弹性形变,样品主要呈现固体性质,且流动性较差. 当两条曲线相交时,G′和G″的值相等,此时墨水所受应力值为屈服应力. 随着剪切应力不断增大,G′值逐渐小于G″,此时墨水的黏性变形开始占主导地位,在高剪切应力的作用下,整个体系呈现出流体性质. 因此,综合几种增稠剂打印效果分析,以羟乙基/羟丙基纤维素混合使用制备的打印正极墨水性能最佳,具有很好的流变学性质和可打印性.
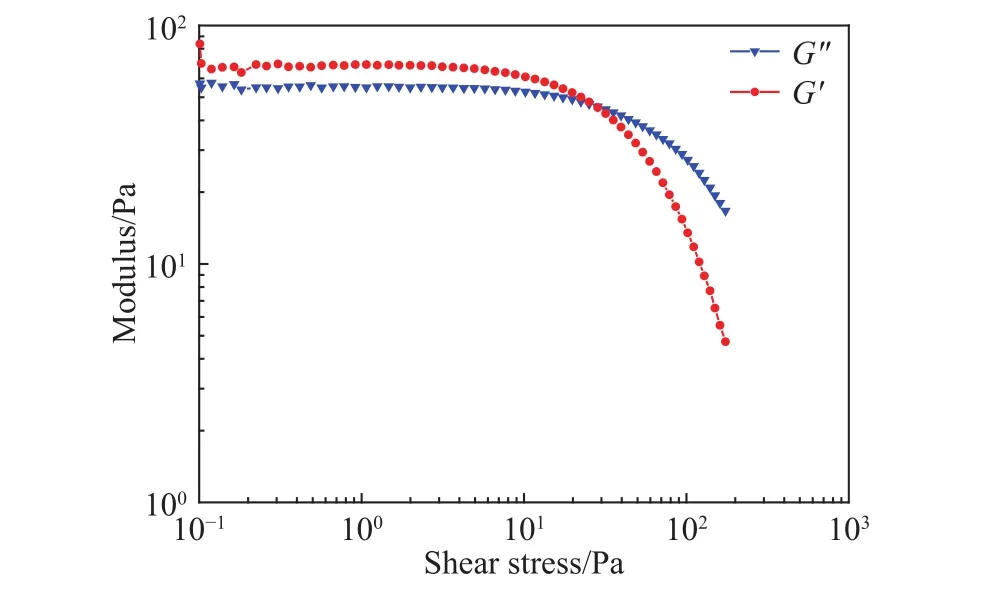
图5 以羟乙基/羟丙基纤维素为增稠剂的正极打印墨水的模量-应力曲线Fig.5 Modulus-stress curves of positive printing ink prepared using a hydroxyethyl/hydroxypropyl mixed thickener
2.2 增稠剂含量对打印墨水黏度的影响
选取质量比为1∶1的羟乙基纤维素与羟丙基纤维素作为正极墨水的增稠剂,再通过添加其他添加剂制备所需的正极打印墨水. 为探究增稠剂含量对打印墨水黏度影响,实验分别选取质量分数为1%、2%、3%、4%和5%的羟乙基/羟丙基纤维素作为增稠剂制备正极墨水.
表2为选用28#转子时不同增稠剂含量的正极打印墨水黏度测试数据,由表2可得,随着增稠剂含量的增加,打印墨水的黏度逐渐增加. 图6(a)、(b)、(c)分别为增稠剂质量分数为1%、3%、5% 时墨水打印后的形貌图. 由图6(a)可知,当增稠剂质量分数为1%时,虽能按预期设置路线完成打印,但打印结束后不久就会出现塌陷铺平现象,线条变粗,不利于后期打印电极的成型. 由图6(b)可知,当增稠剂质量分数为3%时,其打印成型效果较好,出墨均匀,表观形貌完整,未出现塌陷铺平现象. 由图6(c)可知,当增稠剂质量分数为5%时,打印墨水黏度过大,无法被挤出成型或者出现断线,不能按照预设置的路线打印完整的形貌,此时墨水的可打印性和成型性较差. 因此,确定本实验所制备正极墨水中的增稠剂质量分数为3%,此时,可有效保证打印墨水具有较好的流变性,打印电极具有完整的形貌,便于3D打印成型.
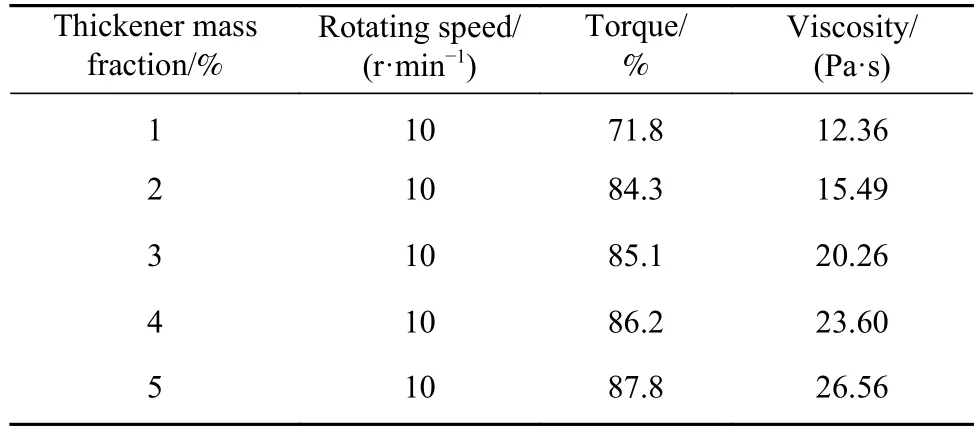
表2 不同增稠剂含量的正极打印墨水黏度测试Table 2 Viscosities of positive printing inks with different thickener contents
2.3 打印墨水黏度对流动特性的影响

图6 不同质量分数增稠剂的打印电极形貌图. (a)1%;(b)3%;(c)5%Fig.6 Printed electrode topographies of inks with different mass fractions of thickeners: (a) 1%; (b) 3%; (c) 5%
为了进一步探究打印墨水黏度对电极成型性的影响,采用ANSYS流体模块FLUENT软件模拟分析不同黏度墨水在挤压筒中受挤压时的速度分布. 采用内径0.4 mm的喷头,在0.5 MPa压力下,根据前期实验结果,设置模拟黏度分别为31.39、27.58、24.64、23.58、22.73和 20.26 Pa·s,分析打印墨水受挤压时速度分布情况.
图7为不同黏度时打印墨水在针头出墨口的速度分布云图,图中的颜色变化表示速度变化程度. 观察图 7(a)、(b)、(c)、(d)发现,当黏度大于23.58 Pa·s时,速度云图中蓝色区域明显,表明打印墨水在挤压管中流入针头速度较慢,不能保证后期打印电极的连续性. 当墨水黏度为20.26 Pa·s时,由图7(f)可见,该处墨水的速度云图中蓝色部分几乎消失,也意味着此时墨水的流动速度最快.在图7中,随着黏度的减小,速度云图中间区域蓝色部分逐渐消失,墨水在挤压管中流动速度越来越快. 由于墨水本身具有一定的黏性,在受到挤压时与挤压筒内壁会产生摩擦阻力,从而影响到打印墨水的流动速度.
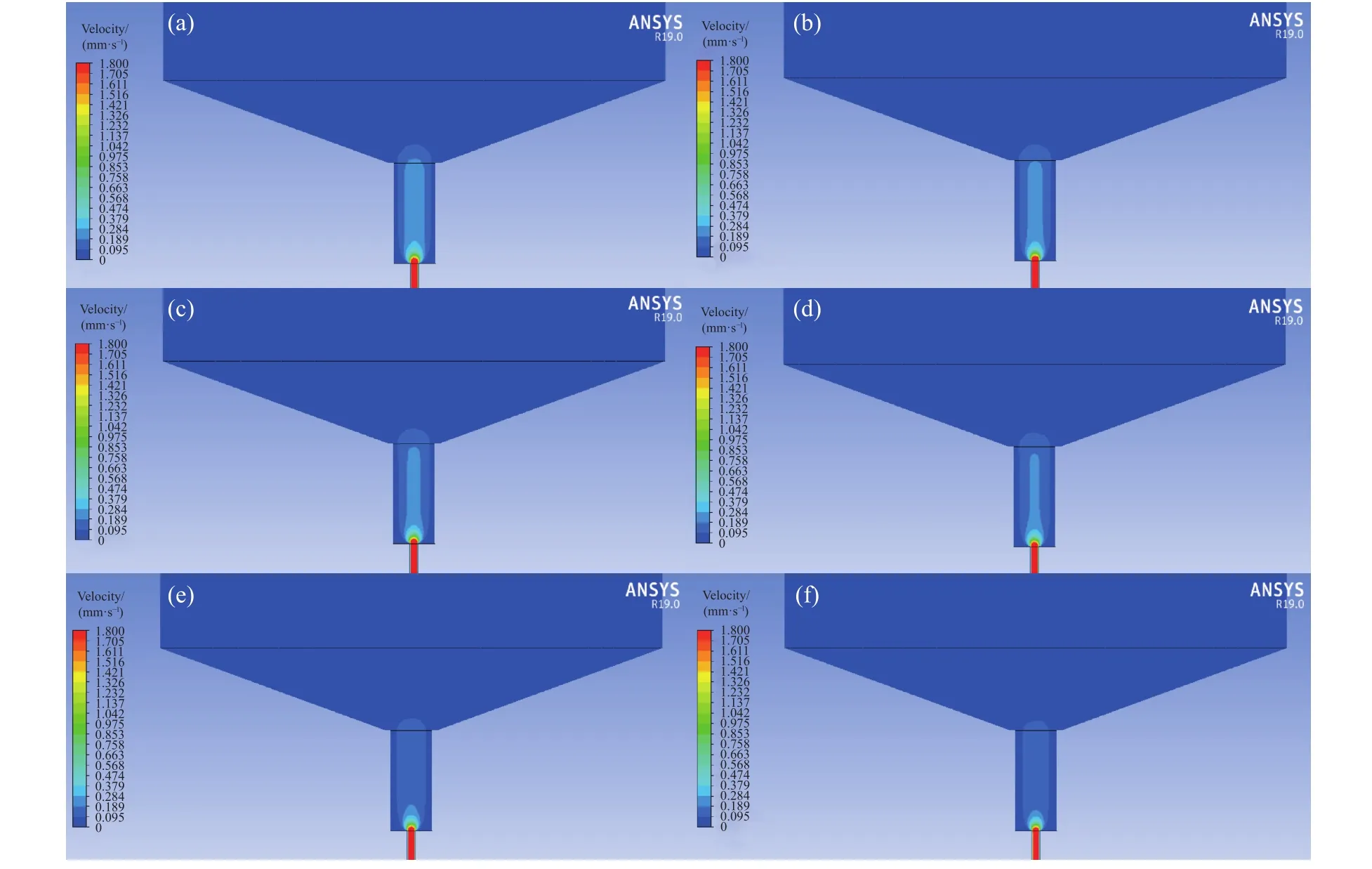
图7 墨水在不同黏度下速度分布云图. (a)31.39 Pa·s;(b)27.58 Pa·s;(c)24.64 Pa·s;(d)23.58 Pa·s;(e)22.73 Pa·s;(f)20.26 Pa·sFig.7 Speed distributions of inks with different viscosities: (a) 31.39 Pa·s;(b) 27.58 Pa·s;(c) 24.64 Pa·s;(d) 23.58 Pa·s;(e) 22.73 Pa·s;(f) 20.26 Pa·s
2.4 打印电极的电化学性能表征
为探究打印过程对电极材料的性能影响,利用X射线衍射仪对直径0.4 mm、长20 mm的细棒状打印电极的晶体结构进行测试,测试条件为管电压 40 kV,管电流 80 mA,扫描范围为 10°~70°,扫描速度为 4.5°·min-1. 图 8为 LNCM523粉末和LNCM523打印电极的X射线衍射图谱. 由图8可知,LNCM523粉体的特征峰明显,衍射峰比较尖锐;LNCM523打印电极的衍射图谱与LNCM523粉末图谱基本一致. 其中打印电极X射线衍射图谱中已对主要衍射峰(105),(101),(104),(108),(110)等进行了标注. 打印电极的(006)、(102)和(108)、(110)两组峰有一定程度的分裂,表明其晶体结构有微小变化. 打印电极的主要衍射峰仍存在,说明LNCM523经过超声分散、打印、烧结等过程后晶体结构保持不变,仍然能保持LNCM523原有的优良的电化学性能.

图8 X射线衍射图谱Fig.8 XRD patterns
采用CT2001C型电池测试仪(武汉金诺电子有限公司)对LNCM523打印电极进行恒流充放电测试及倍率性测试,充放电电压范围为1~3 V,测试温度为25 ℃,循环次数为40次.
图9为LNCM523打印电极在电流密度为1 A·g−1下循环充放电40次的充放电循环性能曲线. 从图9可知,LNCM523打印电极首次充放电容量分别为 226.5 和 119.4 mA·h·g−1. 在前 20 个循坏周期内,其充放电容量有很大幅度的下降. 在20个周期后,其下降趋势趋于平缓,充放电容量的变化率减小,形成一个相对稳定的平台. 随着周期循环不断增加,其充放电容量仍然呈现着不断变小的趋势. 在循环到接近40个周期时,电极的充放电容量基本保持不变,此时,形成一个稳定状态的平台,库伦效率也有所提高.
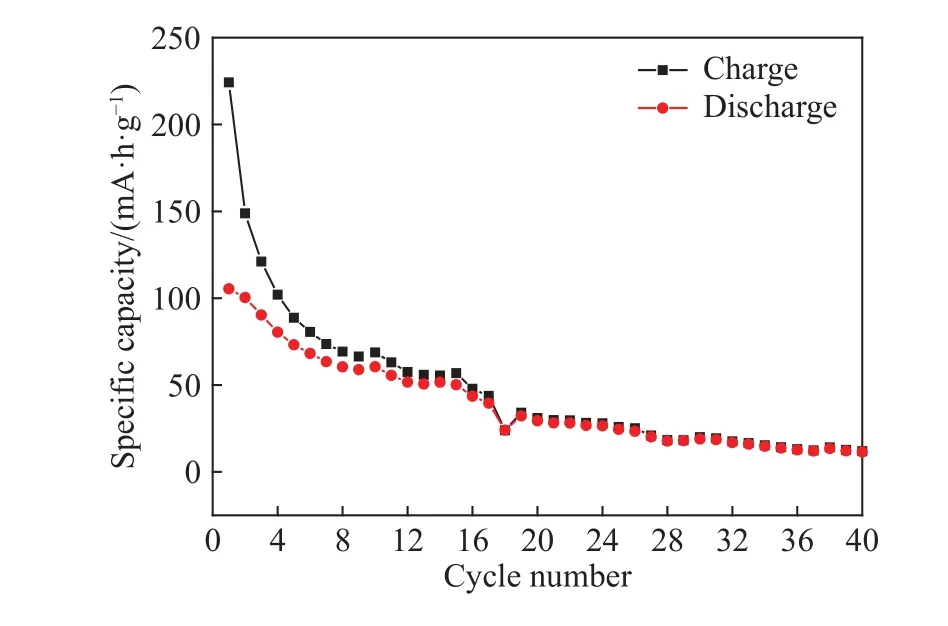
图9 3D打印三元材料电极的循环性能曲线Fig.9 Cycle performances of 3D-printed ternary material electrode
图10为LNCM523打印电极在不同电流密度下的倍率性能. 由图10可知,选择不同的电流密度,其充放电容量也存在着很大差异. 分别对LNCM523打印电极在 1、2、5和 10 A·g−1电流密度下进行了循环测试. 在1 A·g−1电流密度下,其放电容量下降幅度很大,电压平台很不稳定;在2 A·g−1电流密度下,其充放电容量相比差异不大,此时形成相对稳定的平台;在5和10 A·g−1两组电流密度下,其充放电容量基本持平,有着稳定的平台. 将电流密度从 10 A·g−1直接转换成 1 A·g−1,其充放电容量又迅速恢复高容量,说明电极有着较好的倍率性能.

图10 不同电流密度下LNCM523打印电极的倍率性能曲线Fig.10 Magnification performances of LNCM523 printed electrode at different current densities
3 结论
(1)选用羟乙基纤维素与羟丙基纤维素以质量比1∶1混合作为增稠剂,且质量分数为3%时,正极墨水黏度适中,呈现出流体性质,具有良好的流变特性;通过ANSYS模拟分析,发现墨水黏度对墨水流动性能影响明显,当墨水黏度为20.26 Pa·s时,流动速度最快,此时打印的电极形貌完整、光滑,成形性优良.
(2)三元镍钴锰酸锂材料经过超声分散、打印、烧结等过程后没有影响和破坏原有晶体结构,仍然保持三元材料原有的优良性能. 三元镍钴锰酸锂电极首次充放电容量分别为226.5和119.4 mA·h·g−1.经过20次循环后,充放电容量的变化率减小趋于稳定,不同倍率下,电极充放电性能稳定,3D打印电极表现出良好的循环稳定性,提高了电池的循环寿命.
猜你喜欢
中老年保健(2022年3期)2022-11-21
食品与生活(2020年11期)2020-11-18
商品与质量(2019年46期)2019-11-28
云南医药(2019年3期)2019-07-25
中成药(2018年6期)2018-07-11
中国有色金属学报(2018年2期)2018-03-26
分析化学(2017年12期)2017-12-25
中国医药指南(2017年3期)2017-11-13
中成药(2017年5期)2017-06-13
中国生化药物杂志(2015年4期)2015-07-07