
提升HXD1B型机车构架牵引座检修能力的探索
2020-06-19 09:08徐桐
铁路技术创新 2020年2期
徐桐
(中国铁路武汉局集团有限公司机务部,湖北武汉 430071)
1 概述
HXD1B型机车为交流传动6轴9 600 kW货运电力机车,2009年新造后,中国铁路武汉局集团有限公司配属总计207台,主要承担武汉—郑州、武汉—阜阳、武汉—信阳、信阳—漯河、武汉—株洲、武汉—岳阳、武汉—向塘、武汉—九江、武汉—荆门等铁路干线货运牵引任务。根据和谐型机车检修规程规定,HXD1B型机车运行120万km即实行高级修[1-2]。自开展和谐型机车高级修以来,按照检修规程规定对该机型构架实施磁粉探伤,陆续发现HXD1B型机车构架牵引座处存在磁粉聚集现象(见图1)。2014年总计承修HXD1B型机车高级修131台,探伤发现牵引座裂纹82起,故障率达31.3%。
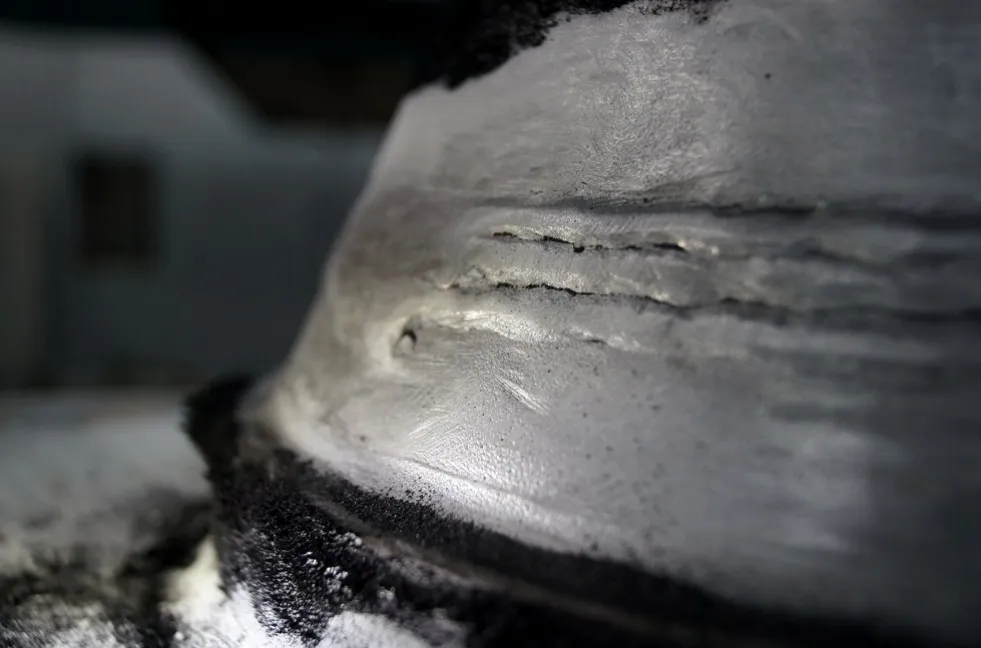
图1 HXD1B型机车构架牵引座处存在的磁粉聚集现象
2 结构原理
HXD1B型机车转向架主要由构架、轮对、驱动单元、一系悬挂和二系悬挂、一系减振器和二系减振器、牵引装置、制动装置和转向架附属装置等组成。牵引力和制动力通过轴箱拉杆从轴箱传递到转向架构架[3]。构架作为转向架的骨架,主要作用是承受机车车体及设备的载荷,传递机车的牵引力与制动力,引导机车在轨道上安全运行。构架牵引座通过牵引装置连接车体与转向架,承受转向架和车体间的相对运动,有效传递牵引力、制动力和车体质量,并承受一定的冲击力[4-5]。
转向架构架(见图2)采用传统目字形焊接钢结构,由2根侧梁、2根横梁和2根端梁构成,各梁均为薄板焊接成的箱形梁。侧梁采用直梁结构,并设置轴箱拉杆座、各油压减振器座和各止挡座等部件。车端侧的构架横梁为牵引梁,牵引座布置在下盖板上。

图2 转向架构架结构
3 原因分析
HXD1B型机车牵引线路多且运行环境复杂、恶劣,机车牵引装置承受牵引力及制动力的循环冲击,甚至不可预知的撞击,存在产生疲劳裂纹的可能,而裂纹极易出现在机械部件性能最薄弱的部位[6]。作为在役机车的检修,不但要判断是否为构架牵引座新造焊接裂纹,还要判断是否为运用过程中产生的疲劳裂纹。鉴于此,从构架牵引座结构设计、工艺方案、探伤检测方面入手调查分析,探究造成构架牵引座故障的原因。
3.1 结构设计分析
HXD1B型机车构架牵引座材质为16MnDR,构架牵引座由两部分组成(见图3)。一部分为牵引座底座,焊接在构架牵引梁下盖板上,作为牵引梁的一部分,该设计方式一定程度上增加了牵引座整体强度;另一部分为喇叭形牵引座,两部分通过焊接连接而成,该设计方式在确保喇叭形牵引座发生裂损等故障时仅需更换喇叭形牵引座,一定程度上降低了更换整体牵引座的难度。
3.2 焊接方案分析
HXD1B型机车构架牵引座两部分焊接时需开坡口环形焊缝(焊缝形式见图3(b)),坡口角度为45°,焊缝深度为20 mm,焊缝与母材要求圆滑过渡,焊缝质量等级和检验等级为CPB CT2。
焊接时先按照加工孔组装牵引座,采用氧气-乙炔火焰预热牵引座,预热到100~150℃,再均匀定位焊3段,每段20~30 mm,清根定位焊后焊接牵引座,每焊接一层对焊缝进行清根,待焊缝冷却到150℃后再焊接下一层,工艺要求采用多层多道焊接,共焊接4层9道,焊接位置为PC,焊接参数见表1[7]。由于盖面层焊接4道,每道焊缝焊趾位置容易产生不连续及凹槽。牵引座焊缝均由取得PC位置焊接资质证书的焊工进行焊接。
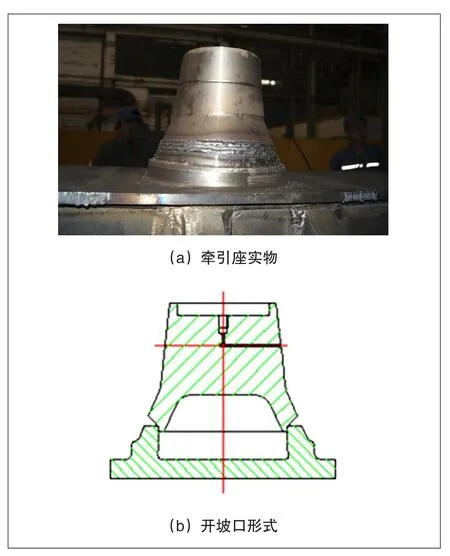
图3 构架牵引座结构

表1 焊接参数
3.3 探伤检测分析
构架牵引座焊缝采用湿法磁粉探伤方式进行检测,现有磁痕与焊接裂纹磁痕明显不同:裂纹具有尖锐的缺口和较大的长宽比(见图4、图5),其磁痕一般深而粗大,且浓密清晰;从构架牵引座探伤情况可以看出,磁痕是因为盖面焊时各道焊缝之间的凹陷、咬边、搭接重叠引起,与裂纹磁痕明显不同。通过对比图1和图4、图5,可以发现明显不同,构架牵引座磁痕具有明显位置性,其形状和走向多态化也说明磁痕可能为多焊道引起,初步确定为新造时的质量缺陷。
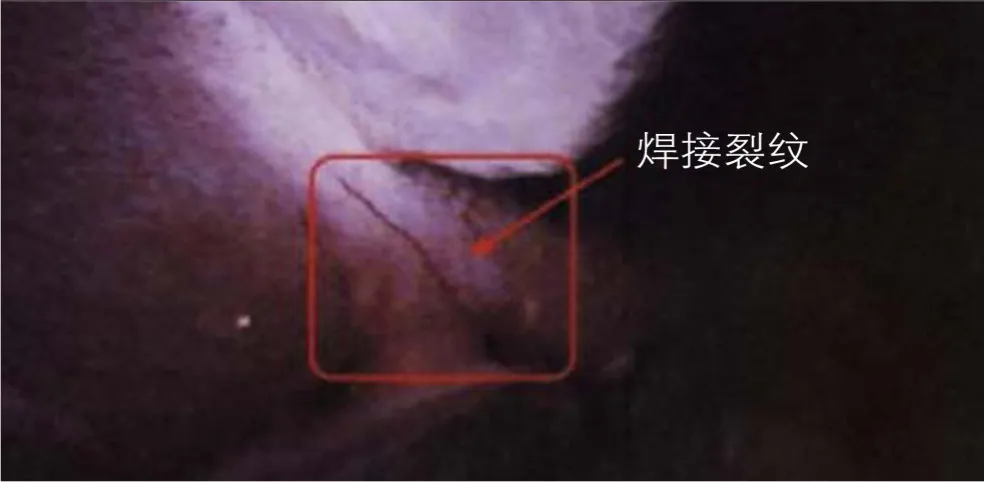
图4 焊缝金属裂纹

图5 焊缝热影响区裂纹
机车牵引座出现磁粉聚集现象,优选方法是打磨处理,判断缺陷性质,再采取相应处理措施。对HXD1B-0348、0353、0337、0789机车构架(构架编号为0695、0696、0706、0674、0793)牵引座焊缝存在的焊接缺陷进行打磨处理后,判定构架牵引座主要存在夹渣、气孔、焊缝余高不足等问题。
HXD1B型机车构架牵引座焊缝设计为开坡口环形焊缝,焊缝深度20 mm,焊接完整需4层9道,为保证焊接连续性,施焊时2人同时进行;气保焊容易产生焊渣飞溅,且高温产生氧化皮,每焊接1层需对焊缝清根处理。若焊缝层间清根未处理到位,遗留焊渣将影响下一道焊接质量,此为造成焊缝缺陷的原因之一。由于构架牵引座特殊的结构,把牵引座焊接到构架时只能采用人工焊接方法操作。由于气保焊作业时送丝速度、个人焊接手法及残留焊渣的原因,在不同程度上影响牵引座的焊接质量。
4 解决措施
综合上述原因分析,从和谐型机车转向架高级修人员管理、检修工艺完善、焊接质量卡控等关键环节入手,制定一系列针对性措施,提升职工检修技能,夯实检修管理水平,确保高级修质量稳定。
4.1 加强作业人员管理,确保检修质量
(1)强化人员资质管理,提升作业人员门槛。一是要求从事构架牵引座探伤作业人员需熟悉构架结构、裂损机理,能够掌握惯性裂纹区域;同时要求作业者需持有磁粉二级及以上资格证书,作业过程落实2人复探制度。二是提高电焊工业务技能,考取国际资质“111”或“135”电焊操作资格证。为形成构架牵引座焊修能力,提高电焊工水平,节约检修停时,组织做好电焊工外培取证工作,先后多人取得国际资质“111”或“135”电焊操作资格证。
(2)加强培训,提升作业人员质量意识。一是加强宣传力度,强化安全第一的思想意识,定期开展全面落实工艺专题教育和考核。二是结合优化探伤、焊接人员的选择和强化综合素质,将构架牵引座典型故障案例集中,加大人员培养力度,定期开展探伤、故障修复训练,有效提高探伤、焊接人员的责任心和技术能力,切实提高操作水平。
4.2 完善检修工艺,规范提升检测水平
(1)完善HXD1B型机车构架牵引座探伤工艺,明确构架牵引座采用湿法磁粉探伤方式,探伤前先均匀喷涂反差增强剂,提高发现缺陷能力;必要时辅助其他检测手段,确保有效保证构架牵引座检测质量。
(2)制定HXD1B型机车构架牵引座焊接修复工艺,界定焊接修复范围,明确焊接修复方法、人员资质、焊接参数等,规范焊接修复作业。
(3)改善职场作业环境,确保工艺落实。HXD1B型机车构架探伤采用翻转架固定构架,构架翻转后使构架牵引座处于便于开展探伤检测的合适位置,有利于操作人员进行磁粉检测;同时配置合适高度台阶,便于探伤操作人员开展探伤作业。
4.3 加强质量卡控,保证焊接质量
(1)对构架牵引座检修工序重新进行风险研判,将构架牵引座探伤、故障修复纳入质量关键工序管理;每月对检修工艺、范围执行情况跟踪写实,确保检修工艺、范围制定的符合性、有效性,包括查找职工教育、工装机具及检修设备管理、材料管理和质量检验工作等方面存在的问题,制定措施,持续改进;每年组织进行不少于1次的能力评审或再评审确认,对关键工序人、机、料、法、环、测等关键因素再确认。
(2)HXD1B型机车构架牵引座日常检修督促落实好“三检一验制”(自检、互检、专检、验收),发现构架牵引座存在质量问题时,要求对焊缝磁痕进行修磨处理,边打磨边探伤检测,余高不足时对焊缝预热、补焊、精整处理;焊接质量满足EN ISO 5817:2003《钢、镍、钛及合金的熔焊接头(束焊除外)缺陷质量等级》要求。
5 结束语
中国铁路武汉局集团有限公司自承修HXD1B型机车以来,修复构架牵引座百余个,建立有效的质量卡控体系,严把质量关,确保机车构架检修质量;同时做好修复机车构架质量追踪,高级修机车上线运用后无不良质量信息反馈。中国铁路武汉局集团有限公司形成了HXD1B型机车构架牵引座修复能力,提升了检修水平,确保了检修质量,压缩了检修停时,有效节约了检修成本,确保了和谐型机车的运用安全可靠。
猜你喜欢
矿冶(2022年2期)2022-04-19
建材发展导向(2021年7期)2021-07-16
科学家(2021年24期)2021-04-25
科技研究·理论版(2021年20期)2021-04-20
科技研究·理论版(2021年20期)2021-04-20
课程教育研究(2021年23期)2021-04-13
商品与质量(2020年43期)2020-11-27
中华养生保健(2020年3期)2020-11-16
汽车世界·车辆工程技术(中)(2020年1期)2020-07-09
电子制作(2018年17期)2018-09-28
