航空发动机叶片-机匣碰摩试验技术研究综述
2020-06-27 04:35慕琴琴徐健
航空工程进展 2020年3期
慕琴琴,徐健
(中国飞机强度研究所 航空噪声与动强度航空科技重点实验室, 西安 710065)
0 引 言
航空发动机属于典型高速旋转机械部件,与发动机性能和寿命紧密相关的部件工作状态、强度、封严间隙、叶间间隙等都受过渡态转子系统和气动性能变化的影响。涡轮机效率、功率和油耗与转子叶片-机匣之间的径向间隙密切相关:径向间隙每增大0.13 mm,发动机单位耗油量大约增加0.5%;反之每减少0.25 mm,涡轮效率大约提高1%[1]。可见,间隙过大会降低发动机效率、质量流量及喘振裕度,也使得转静间隙越来越小。然而,过小的间隙下,过渡态发动机工作状态突变会导致转静子碰摩、封严涂层磨损、卡滞等现象。美国运输部报道,20世纪60~70年代,4.17×109飞行小时中,由转静子之间碰摩引起的发动机事故占10.2%;1994~1996年,4架F-16战斗机因发动机碰摩故障导致失事,另有直接或间接引发动机碰摩故障而被迫停飞的有339架次[2]。因此,探索碰摩故障发生机理和演化规律,对发动机设计和适航审定均有非常重要的意义。
航空发动机通常在静转子间隙部分加入封严涂层,也叫密封涂层[3],以减小气路密封间隙,从而改善发动机气路密封,提高发动机性能。封严涂层一般应用在转子轴、鼓筒、轴承、机匣内壁、转子叶片叶尖,既要保证工作间隙最小,提高发动机性能,又要有效阻止刮削损伤,以免引起发动机转静子碰摩故障。当发动机转子叶片与机匣内壁发生碰摩时,涂层将代替机匣与叶片接触,避免叶片与机匣发生硬碰撞引起损伤,同时为了确保发动机性能,可以保持较小的气路间隙。
FAA在2014年发布的FAR33.15支持文件AC33-11中说明:涂层需要在与工作环境相似的试验条件下进行符合性验证[4]。封严涂层除高温结构强度、稳定性、结合强度等指标外,可磨耗性也是重要性能指标之一,封严涂层的可磨耗性研究依然主要依靠试验技术。相比早期的划痕法、车削法、冲击刮削法和滑动磨损法等方法,近年来,越来越多地采用模拟实际工况的高温高速碰摩可磨耗试验方法,可以更贴近发动机实际工况对封严涂层的可磨耗性进行评测。
本文从碰摩试验台、碰摩试验测试技术与涂层可磨耗试验方法三个角度分析目前叶片-涂层机匣碰摩试验的国内外发展现状及发展需求。
1 高温高速叶片-机匣碰摩试验台研制现状
航空发动机实际运转工况的表征比较复杂,涡轮叶片在高达1 200 ℃以上的高温环境下高速旋转,高速高温的气流冲刷着封严涂层材料,同时转静子之间碰摩线速度能达到500 m/s[5]。要实现涂层在尽可能模拟真实工况下的碰摩磨耗研究,叶尖线速度、涂层温度与实际工作状态的吻合为最佳。
1.1 国外研究现状
在封严涂层可磨耗考核验证研究方面,瑞士Sulzer Metco公司处于世界领先地位,从1988年开始研制并不断改进涂层可磨耗性评价试验系统,测试参数范围与评价体系都较为全面。Sulzer Metco公司试验台如图1所示[6],试验机最高线速度达410 m/s,涂层试样进给速率1~2 000 μm/s,涂层加热温度最高能达到1 200 ℃。碰摩过程采用单叶片断续刮削方式,即涡轮盘上安装一个模拟叶片与涂层进行刮削,在对称榫槽位置安装配重叶片,用以校正转子系统动平衡。试验机驱动系统采用两级齿轮箱增速,由一台2 MW交流电机驱动轮盘至目标叶尖线速度。涂层试样安装于两台步进电机双向驱动的进给平台上,通过可编程逻辑控制器实现入侵深度和速率的改变。氧气和丙烷烧燃烧产生高温火焰,通过压缩空气加速,对涂层试样表面进行加热,同时通过光学高温计和在涂层试样基板上安装的热电偶来测量试样温度变化。三向测力仪和压电式加速度传感器用来测量刮削过程中的碰摩力和振动冲击强度,高速数据采集仪采集、显示并存储涂层试样温度、进给速率及振动加速度等数据。同时为更加直观分析刮削过程,试验系统通过高速摄像设备记录每次刮削过程叶片叶尖和涂层表面的变化。

图1 Sulzer Metco高温可磨耗试验台
荷兰宇航院(NLR)模拟实际发动机工况条件,研制的试验装置如图2所示[7],最高使用温度760 ℃,最高使用线速度365 m/s。

图2 荷兰NLR试验装置
加拿大国家研究委员会航空航天研究所(NRC)燃气轮机实验室在自建的可磨耗试验机上测试涂层在模拟服役温度情况下的高温可磨耗性,试验机总体如图3所示[8]。空气涡轮驱动混合支撑的转子轮盘至最高40 000 r/min,对应最高叶尖线速度425 m/s,安装有涂层试样的平台由径向和轴向安装的两台伺服电机驱动,进给速率范围为2.54~762 μm/s,涂层试样可采用平板型和圆弧形,通过在涂层试样背面安装电阻丝加热器可将涂层试样加热至最高600 ℃工况下测试涂层的可磨耗性能。

图3 NRC可磨耗试验机
美国俄亥俄州立大学燃气轮发动机研究所联合通用电气航空发动机部门和MachineryVibrations公司在其SPF设备上进行“叶片-机匣”的碰摩试验研究。试验装置采用轮盘高速旋转,试样沿径向入侵方式模拟真实工况下的碰摩过程,动力系统主要是可逆气动马达驱动高刚度中空主轴,试验轮盘通过转接器悬挂于主轴下方,最高试验转速达20 000 r/min,入侵增量为5 μm,整体试验台如图4所示[9]。

图4 俄亥俄州立大学立式旋转碰磨试验台
美国PWA公司设计了一套专用于涡轮叶片刮磨试验的高速试验装置,如图5所示[10]。该试验台可在轮盘上喷涂可刮削涂层,通过高转速电机带动轮盘旋转,通过进给电机模拟叶片径向生长,进行刮磨试验,通过试验可获得刮磨过程中刮磨层的刮磨温度及刮磨扭矩。
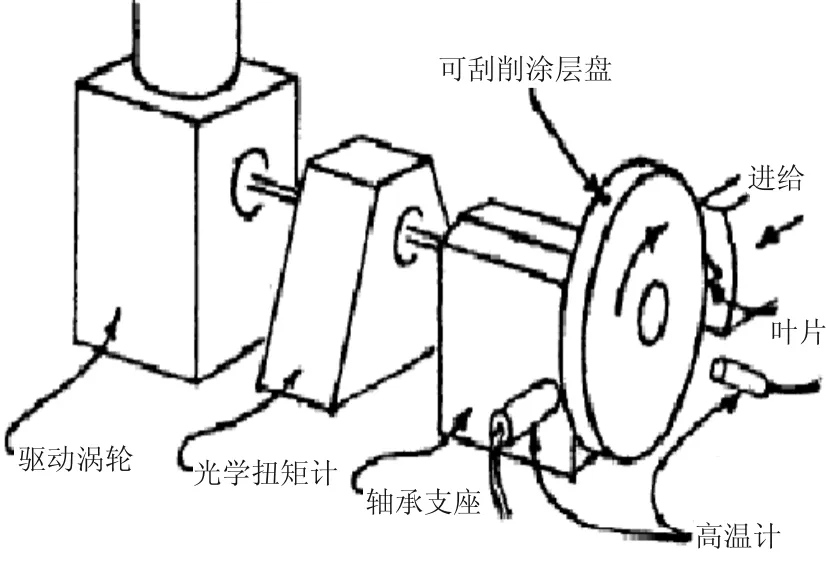
图5 美国PWA公司的高速试验装置
美国NASA研制了一套高速刮磨试验设备,如图6所示[11]。该设备采用2.24 kW异步电机作为主轴驱动电机。转子直径191 mm,材料Ti-6Al-4V,叶片宽度12.7 mm,厚度3.175 mm,模拟叶片数量12。叶尖(迷宫齿外缘)线速度达320 m/s。涂层试样进给速率最小2.54 μm,采用红外测温仪测量叶尖/刃口处的温度,摩擦部位后90°位置测量温度。在变速器与轮盘直径的主轴上设置扭矩传感器,测量摩擦力矩表征摩擦力。在试样工装上安装应变片,测量径向载荷,表征正向压力。
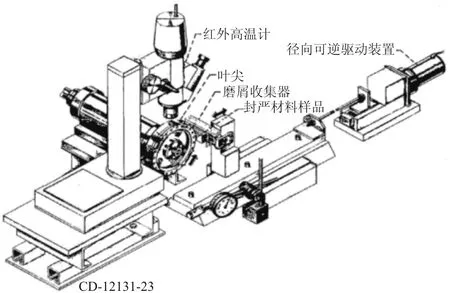
图6 美国NASA Lewis的可刮削试验台架示意图
英国Sheffield大学研制了一台高速碰摩试验装置,如图7所示[12],其通过电主轴驱动转子-轮盘系统最高能到21 000 rpm,可实现刮擦线速度110~200 m/s,进给速率达到3.4~2000 μm/s。

图7 英国Sheffield大学试验装置
1.2 国内研究现状
天津大学和中国民航大学联合研制了一台可用于模拟压气机转子高速旋转时叶片与机匣发生碰摩故障从而磨耗机匣内壁图层的试验台,如图8所示[13]。

图8 天津大学和民航大学研制的高速碰摩试验装置
试验台由电机通过齿轮升速箱驱动转子-圆盘系统高速旋转,设计的圆盘直径为800 mm,在转盘圆周设置叶片安装榫槽,将钛合金叶片安装在榫槽中定位。通过驱动转盘高速旋转使叶片边缘达到最大线速度400 m/s,与此同时,碰摩伺服升降装置可将制备有封严涂层的碰摩板以2 μm/s进给精度向高速旋转的叶片进给,实现碰摩故障的模拟。为采集碰摩力、转盘叶片线速度、转盘轴端位移、轴承座振动、升速箱振动等数据,在测试位置布置相应传感器,利用自主开发的测控系统实现数据的采集和试验过程的实时控制。
中国科学院金属研究所专用材料与器件研究部自主研发了一套模拟高速高温工况下评价封严涂层服役性能的刮擦式摩擦磨损试验机PWW,如图9所示[14]。通过采用电主轴直接驱动负载主轴至最高18 000 r/min,可实现刮擦线速度高达160 m/s,进给速率范围2~3 000 μm/s。该试验机采用辐照聚光加热,最高加热温度1 200 ℃。
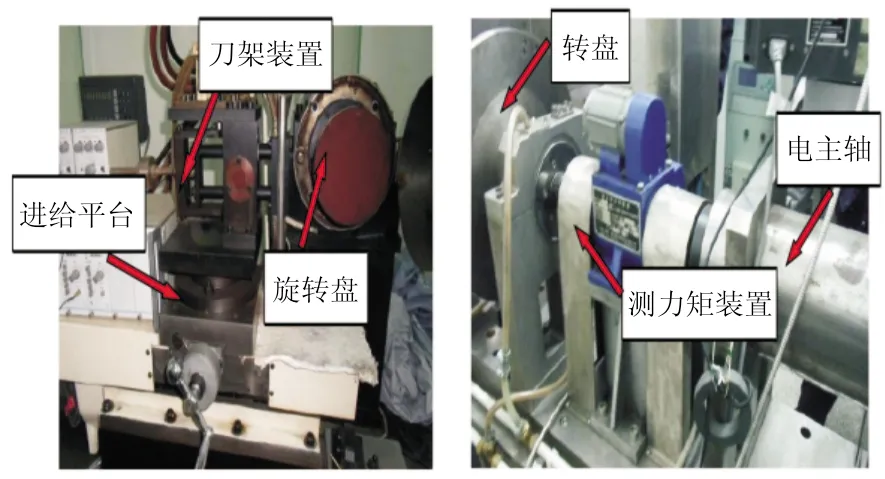
图9 中国科学院金属研究所试验装置
航空工业北京航空精密机械研究所联合哈尔滨工业大学研制了一台航空发动机封严涂层刮削式试验机,如图10所示[15]。试验机以S7-200CN可编程逻辑控制器控制高频变频器驱动电主轴,电主轴实际最高转速达23 500 r/min,同时PLC输出模拟量信号作为伺服驱动器控制信号,配合大速比减速器,可实现径向1~2 000 μm/s,轴向500~2 000 μm/s的进给速率范围。选用陶瓷纤维加热器对涂层试样所在局部范围加热,经仿真计算涂层可达1 150 ℃,实际测试只能加热至最高300 ℃。
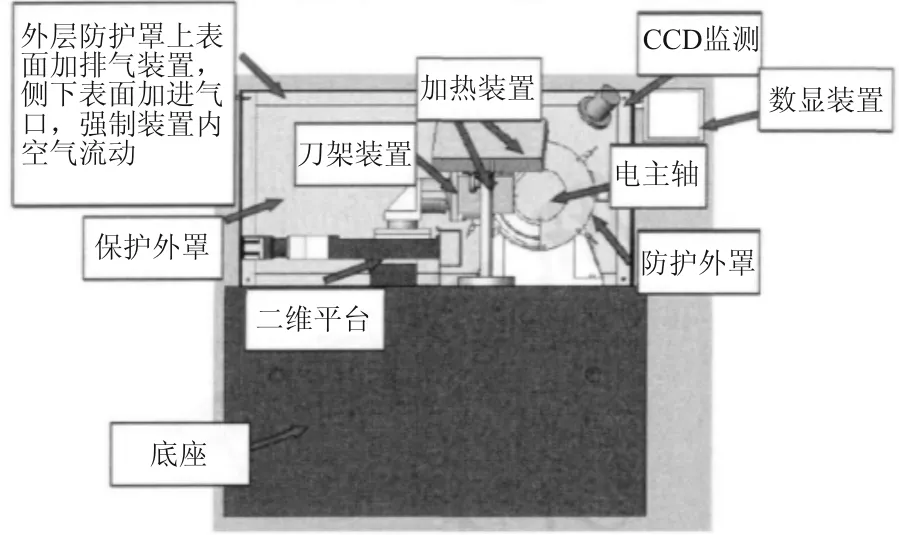
图10 北京航空精密机械研究所和哈工大刮削式试验机
浙江大学联合北京矿冶研究总院研制的能够模拟高速高温碰摩工况的封严涂层可磨耗试验机,设计的最大叶尖半径250 mm,叶尖线速度450 m/s,高速高温氧气-丙烷火焰直接加热涂层试样及基板,通过调节氧气和乙炔的流量控制火焰燃烧强度,调整火焰与试样基板之间的距离,配合远程视频监控系统,实现对加热温度的准确控制,加热温度可达到1 000 ℃以上。整个试验装置如图11所示[16]。

图11 浙江大学及北京矿冶研究总院可磨耗试验机
国内外典型碰摩磨耗试验台性能参数对比如表1所示。
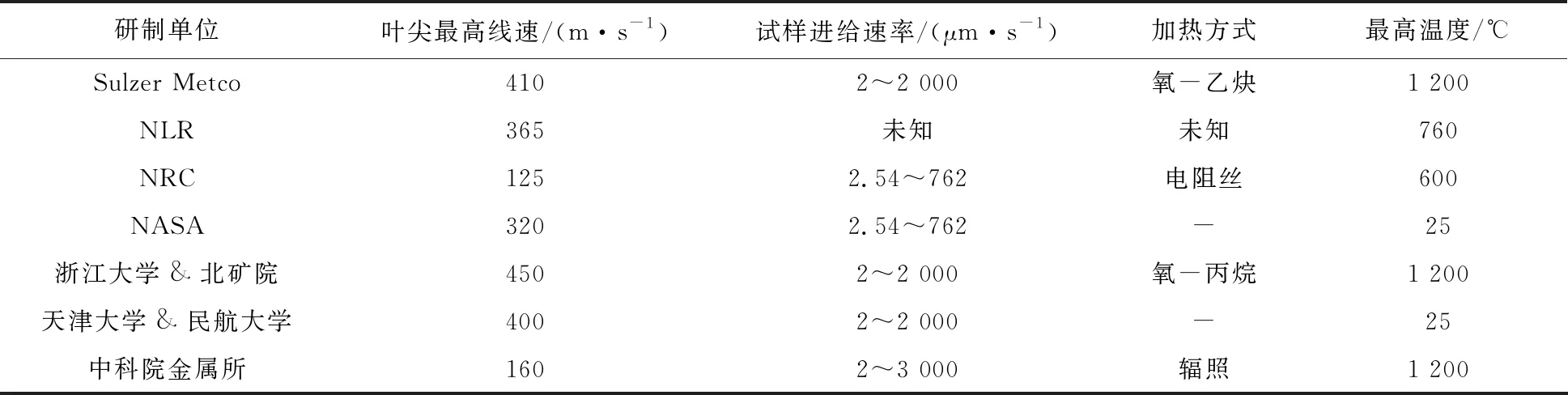
表1 国内外典型磨耗试验设备性能参数
2 叶片-涂层机匣碰摩试验测试技术研究现状
封严涂层与叶片刮擦磨耗产生径向与切向的碰摩力,对于研究其磨耗机理有重要的作用,不仅可以用来表征涂层可磨耗性的优劣,也可以结合刮擦接触能量理论进行深入的磨耗机理研究。由于该力作用时间极短,而且由于叶片与涂层磨耗刮擦作用切入至切出过程中角度的改变、试验进给导致刮擦切削深度的改变,涂层材料的不均匀性和磨耗作用过程中可能出现致密化现象,使得在刮擦过程中沿圆周方向和径向都会出现变化,这样给碰摩力的测量带来了困难。在叶片涂层高速碰摩产生的动态高频碰摩力测试方面,国内外主要采用压电式力传感器配合信号调理模块和高速数据采集系统进行测量。
2.1 国外研究现状
瑞士Sulzer Metco公司研制的高温可磨耗试验机测试方案如图12所示[6],采用由若干个三向压电式力传感器组成的测力平台测量碰摩过程中试件受到的碰摩力,通过安装在涂层试件基板上的热电偶测量试样温度变化,利用安装在进给机构上的位置传感器测量进给深度,并使用高速数据采集仪采集、显示并存储涂层试件温度、进给速率、进给深度、叶尖速度及碰摩力等数据。同时,试验系统还通过高速摄像设备记录每次刮削过程叶片叶尖和涂层表面的变化。

图12 Sulzer Metco公司碰摩测试方案
德国学者Ahrens等将力传感器沿径向布置在碰摩试件的背部,并安装在进给平台上组成测力单元,以测量不同侵入深度时的碰摩力,如图13所示[17]。

图13 德国Ahrens的碰摩力测试方案
2.2 国内研究现状
对于高温环境下的碰摩力测量,浙江大学与瑞士Sulzer Metco公司采用了相似的测试方案,利用Kistler9257B测力计配合5080A多通道电荷放大器及采样频率高达2 MHz的高速数采卡测量碰摩力,如图14所示[18]。
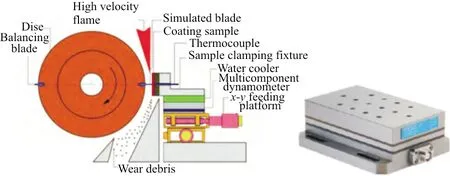
图14 浙江大学碰摩力测试方案
该测力计为板状结构,由4个三向压电式力传感器组成,可同时测量碰摩过程中试件受到的径向、切向、轴向力及力矩,而且使用该测力计进给平台在承受碰摩力时不易变形,有效保障了测试精度,为满足测力计的工作温度要求,试件与测力计之间采用水冷板连接和隔离。
东北大学设计了如图15所示[19]的碰摩力测试方案,其将一个Kistler9367C三向压电式力传感器布置在模拟机匣后方用于测量径向及切向高频碰摩力。

图15 东北大学碰摩力测试方案
3 封严涂层可磨耗试验验证方法研究现状
由于封严涂层结构(金属骨架、润滑相、孔隙)的复杂性及其工况(高速、高温)的特殊性,涂层与叶片在刮擦过程中涉及多种磨损机制,并且可能发生磨损机制的转变。因此评价封严涂层的性能需要综合多方面的指标,包括强(硬)度、弹性模量、韧性、导热性、高温强度等理化和力学表征,也包括摩擦因数、磨损量、冲蚀率、摩擦功耗、疲劳极限、耐蚀性等行为表现。这些性能有的是由材料的成分、组织和结构等决定的固有特性,有的是与工况条件密切相关的服役特性,它们相互关联并且相互作用和相互影响。
为评价封严涂层在具体工况下的使役性能,将“可磨耗性(Abradability)”作为一项重要的评价指标,是指封严涂层与叶片发生刮擦时涂层的被磨耗能力,也称为“可刮削性”[14],也是评价封严涂层性能的关键指标。对于可刮削性的最基本要求是封严涂层优先被刮削,叶片不磨损或者少量磨损,刮削时摩擦副的能量损失小。可刮削性是气路密封配副摩擦学特性的表达,既与涂层和叶片材料性能有关,又与磨损过程中的载荷、速度、环境及表面温度的演变影响密切相关,反映了系统特征,尤为重要的是体现入侵深度、入侵速率、刮擦频率等参数不容忽视的作用。需要指出的是,封严涂层的可刮削性区别于通常所说的材料耐磨性,其定量数据不仅与磨损量有关,还包括反映气路密封配副在高速高温条件下的刮擦力变化、能量损耗、表面状态改变以及磨损产物特性等相关内容。
FAA、EASA等机构对于封严涂层可磨耗性能考核验证试验方法已形成较完备的体系,而我国现有的现有工业标准(HB 7236)只有涂层机械性能指标,没有综合考虑环境影响。
3.1 国外研究现状
通过长时间研究发现,作为材料的服役性能,模拟工况下进行磨损试验得到的数据,在用于表征和评价封严涂层上更为有效。虽然目前对封严涂层的可磨耗性评价尚未建立起公认的标准或试验方法,但其趋势是模拟高速高温条件下的摩擦磨损试验,以期寻求评价封严涂层的有效判据。
美国 NASA Lewis 研究中心对多种封严材料的刮擦行为进行研究,发现:①封严涂层尤其是低密度封严涂层的刮擦性能对刮擦速度、入侵速率、叶尖外形等因素十分敏感;②低密度材料通过离散颗粒的流失适应刮擦作用,发生涂抹时摩擦产热速率会显著提高(约两个数量级),可用于指示磨损方式是否发生变化;③致密易塑性变形材料刮擦行为较稳定,硬度作为首要筛选指标[11],并提出相关指数值(Correlating Number)N,N值越小,材料可刮削性越好,叶片磨损量越小。
N=极限抗张强度×延伸率×密度×热容量×热加工温度
(1)
对于封严材料的评价,开始是综合各测量值(力、温度、磨损量等)和金相分析结果进行定性评价,最终将可刮削性定义为体积磨损量的比值,即:
(2)
式中:ΔVb为叶片的体积磨损量;ΔVs封严涂层的体积磨损量。
期望转子(叶片或刀口)的磨损量很小,理想状态下转子磨损量为零,则封严材料的可刮削性最好。
美国 PWA(Pratt & Whitney Aircraft)公司以敷有涂层的圆盘为高速转动部件,以叶片为径向进给样品,通过测定可刮削封严材料与模拟叶片叶尖刮擦过程的能耗,利用测得的温度分布和一维运动鳍片模型,计算出传给叶片、可刮削涂层和磨屑的能量分数,并命名该研究内容为“刮擦能量学”(Rub Energetics)。得出主要结论如下:①按自变量对封严涂层刮擦行为的影响大小排序依次为:入侵速率、刮擦速度和叶片厚度、入侵深度和封严涂层密度。②低入侵速率时,低能耗、低叶片磨损;中高入侵速率时,封严材料向叶片转移;高入侵速率时,高能耗、高叶片磨损[20]。
Sulzer Metco公司设计制造的高温刮擦试验装置的入侵速率由施加的载荷决定,采用丙烷-氧气喷灯环加热(温度高达1 100 ℃),涂层与旋转叶片接触形成环形刮擦痕[21]。在试验过程中,仅使用两个涡轮叶片,而且叶片与涂层稳定接触,所以试验条件较工况恶劣。涂层的可刮削性定义为涂层与叶片磨损量的比值,即涂层磨痕深度与叶片磨损高度之比。
华盛顿大学E.P.Petrov[22]参考NASA实验装置,对多种叶片材料和叶片外形条件下80 %Ni 20 % Cr封严涂层的刮擦行为进行研究,研究结果与前人的相一致,并定义致密化因子:
(3)
式中:Wg为与所产生磨痕体积相等的封严涂层的质量;Ws为刮擦过程中封严涂层的实际质量损失。
将使役条件下封严涂层的致密化因子与实验室数据、图形相结合,即可得到其使役过程中的工况条件。将封严涂层的有效性(可刮削性)定义为磨损质量比值,即涂层磨损质量与叶片磨损质量之比。其值越大,说明封严涂层的可刮削性越好,由于测量方便,计算简单,因而得到了广泛的应用。
封严涂层的可刮削性评价经历了从定性到定量的发展过程,以能耗、动态硬度或叶片与涂层磨损量的比值作为评价指标,近年来则多以涂层的三维磨损机制图了解发生磨损机理转变与刮擦试验的运动参数间的联系,从而用于指导热喷涂工艺或封严涂层的选择,甚至开发新型涂层。
Sulzer Metco公司利用建成的高速刮擦试验装置已成功开发出多个系列的高性能涂层[23],如可用于450 ℃的AlSi金属基涂层,650 ℃的金属陶瓷基涂层(DurableTM 26XX),850 ℃的 CoNiCrAlY基涂层等。近年来,欧共体着手对封严涂层进行数值模拟研究,主要步骤有:①采用图像分析软件和统计学方法对现有的封严涂层形貌、显微结构,特别是对金属框架、固体润滑相和孔隙的形状、大小及分布进行分析并以模拟的方法将图像叠加形成封严涂层等效图;②通过测定涂层的准静态力学和热学性能,摩擦学特性(如冲蚀率),再与高温高速刮擦台架上测得的可刮削性联系,以便组合几种性能参数准确表达对应于不同温度和速度下最佳可刮削性的有效判据;③探索通过涂层制备工艺参数和原料3种成份的配比、粒度等以获得最佳涂层的方法,目前尚未见到具有成功经验和研究结果的报导。
3.2 国内研究现状
20世纪90年代,西安交通大学易茂中等[24]采用M-200磨损试验机研究多种中温封严涂层在不同载荷下可磨耗性及磨损机理并分析M313、M310等几种封严涂层的摩擦行为和可刮削性,并对其进行排序;西安交通大学陆明珠等[25]等利用自制电子冲击刮削试验机,对封严涂层进行了可刮削性测试,得到刮削载荷-位移曲线,对封严涂层可磨耗性和结合性能进行评价。21世纪初,中科院金属研究所高禩洋等[26]利用单摆冲击划痕法研究了三种封严涂层的冲击刮削性能,通过对比能耗曲线判断其刮削性能,同时已完成高速/高温多功能摩擦磨损试验机研制,并利用该试验机对封严涂层的可刮削性进行了相关研究。近些年来,数值模拟技术开始应用在封严涂层可刮削性研究中。
4 结束语
通过对比国外高温高速可磨耗试验台发现,瑞士Sulzer Metco公司研制的设备处于比较领先的地位,与其相比,国内试验台在试样进给速率、加热温度以及叶尖线速度方面还有一定差距,且试验工况与发动机真实工况存在一定差异。在封严涂层可磨耗性考核验证方面,国外FAA、EASA等机构已形成较完备的体系,而我国现有的工业标准(HB 7236)只有涂层机械性能指标,没有综合考虑环境影响。
因此,需要研制与涂层使用工况相似的高温高速叶片-涂层机匣碰摩试验台,形成接近发动机真实工况的封严涂层可磨耗性能考核验证试验方法,探索叶片-机匣碰摩过程中转子系统动力学特性及故障演化机理,从而加快实现高性能航空发动机的自主研发和生产,增强我国经济和国防实力。
猜你喜欢
矿山机械(2022年8期)2022-09-01
现代仪器与医疗(2022年3期)2022-08-12
汽车实用技术(2022年11期)2022-06-20
材料研究与应用(2022年2期)2022-05-23
汽车实用技术(2022年7期)2022-04-20
包装学报(2022年1期)2022-03-24
表面技术(2022年2期)2022-03-03
环球时报(2017-03-22)2017-03-22
科技创新与应用(2017年5期)2017-03-16