法兰密封零泄漏标准化管理在MTO 装置的运用
2020-06-30 12:23宋福敢
设备管理与维修 2020年12期
宋福敢
(中安联合煤化有限公司,安徽淮南 232001)
0 引言
MTO 装置是甲醇制烯烃生产工艺核心装置,其反再单元设备及附属工艺管线,介质以高温烟气(610 ℃)、高压蒸汽(3.5 MPa、420 ℃)为主。设备尺寸较大(例如:再生器装卸孔法兰直径DN2000)。在操作波动、温度压力变化、风雨天气等条件下,法兰密封极易发生泄漏,严重影响装置安稳长周期运行。借鉴中石化同类型装置预防泄漏工作经验,通过在法兰安装过程中采用力矩扳手紧固、法兰螺栓加装拉伸垫圈等技术,以及法兰密封零泄漏标准化施工管理措施,成功解决静密封泄漏问题。在装置开工及长时间的生产运行过程中,法兰密封泄漏控制始终保持较高的水平。
1 法兰密封泄漏原因分析
不考虑设计因素,法兰密封泄漏通常可归结为以下几方面原因:部件质量问题、安装质量问题、紧固质量问题、紧固技术及机具问题、法兰密封抵抗温度压力波动能力不足等。法兰密封泄漏原因见表1。
2 法兰密封零泄漏标准化施工管理
法兰密封零泄漏标准化施工管理是针对上述法兰泄漏的原因,采取定力矩紧固施工技术,保证螺栓紧固力矩均匀合理;加装拉伸垫圈或无力臂垫圈,提升紧固力精度和均匀性并防止温度压力波动引起的螺栓松弛;按照标准化的施工组织和过程控制进行施工管理,确保施工质量符合要求。
2.1 成立标准化施工管理小组
标准化施工管理小组成员包括设备技术管理部门、运行部、专业技术服务商、施工单位的技术管理人员等。职责包括:按照分级控制的原则,确定法兰控制级别;制定不同级别法兰标准化施工方案、施工组织、施工过程控制、验收及总结等。
2.2 分析法兰连接标准化管理和施工方案
分析讨论法兰连接标准化管理的分级管理方向和施工方案,确定《法兰标准化施工清单》。清单内容包括:法兰参数、泄漏风险级别、紧固扭矩、分级管控措施等。
2.2.1 法兰数据的收集
内容包括法兰名称、位置、规格型号、材料,螺栓规格型号、材料,操作压力、温度,介质等。对操作温度压力波动大、承受交变载荷、位置特殊不易热紧、以往发生过泄漏等情况作特别说明。

表1 法兰密封泄漏原因
2.2.2 A、B、C 分级控制
(1)分析法兰泄漏概率、泄漏原因、安装质量控制难易、泄漏产生的后果等因素,将法兰安装过程控制进行A、B、C 分级。A类:高温高压临氢、高温热油、中压蒸汽、公称直径≥500 mm、塔或重要容器侧线第一道阀门以内法兰、操作温度压力波动大、承受交变载荷、位置特殊不易热紧、发生过泄漏部位、泄漏危害程度高等。A 类法兰施工由施工单位、运行部、设备工程部联合确认;B类:工作温度≥150 ℃且工作压力>4.0 MPa 或介质为易燃易爆有毒。B 类法兰施工由施工单位、运行部双方确认;C 类:上述条件以外的一般性部位,施工过程由施工单位技术人员确认。
(2)施工技术分级控制措施:通过统计筛选,综合分析泄漏影响因素,确定反应器、三旋、再生器装卸孔以及烟机短接法兰等7 对A 类法兰加装拉伸垫圈进行无偏载拉伸紧固;反应器顶部放空、甲醇进料线等55 对B 类法兰加装无力臂垫圈进行无偏载紧固;开工高温蒸汽、反应器外取热器上封头等81 对C 类法兰采用普通定力矩紧固。
2.2.3 螺栓紧固力矩计算
(1)螺栓紧固力矩计算依据CSEI/JX 0004—2018《法兰密封结构安装技术规范》、GB 150—2011《压力容器》、ASME PCC-1—2013《压力边界螺栓法兰连接装配指南》、TSG R21—2016《固定式压力容器安全技术监察规程》等国家标准和行业标准,并参照力矩扳手厂家说明书中的力矩值表和工程实践经验确定。
(2)按经验公式计算力矩值。考虑紧固时摩擦力等因素,螺栓预紧力矩为式(1)、式(2)。

K 是力矩系数。螺栓用二硫化钼润滑时K=0.15左右;不加润滑时,K 平均取0.3 左右。d 是螺栓公称直径,mm。

F0是预紧力。бs是螺栓屈服强度,MPa。As是螺栓有效面积,mm2。
2.3 密封垫片的合理选择与法兰密封力矩确定
结合设计要求、同类型装置经验、新产品新技术应用、个别法兰的特殊性等,精准施策,确定垫片类型。可选用金属环垫、缠绕垫、柔性石墨复合垫片、柔性石墨金属波齿复合垫片、双金属自紧波齿垫片等。
2.3.1 不同型式垫片选择
(1)环槽法兰选用金属环垫。
(2)缠绕垫选择:榫槽法兰选用基本型,凹凸法兰选用带内环型,平面或凸面法兰选用带内外环型。
(3)柔性石墨金属波齿复合垫片和双金属自密封波齿复合垫片选择:榫槽法兰、凹凸法兰选用基本型垫片;平面法兰或凸面法兰选用带外环型或定位耳型垫片。其中较大直径法兰建议选用定位耳型垫片。
2.3.2 根据工艺介质参数及使用条件选择垫片
工艺介质为高温高压时,要求垫片材料有足够的承压能力和耐温性能,应选用结构强度高、密封性能好的金属垫片或金属复合垫片。例如:双金属自密封波齿复合垫、柔性石墨金属波齿复合垫或缠绕垫、金属环垫等。
压力、温度波动或系统振动大,以及泄漏后果严重的易燃易爆、毒性大等位置,应选用密封性能好且具有良好回弹特性和补偿能力的垫片。例如:双金属自密封波齿复合垫片、柔性石墨金属波齿复合垫片或缠绕式垫片等。
2.3.3 大直径法兰垫片选择
大直径法兰(DN500 以上)施工难度高,温度压力变化时,法兰更易产生变形,是静密封泄漏的重灾区。在相同条件下,应选用更高性能的垫片。
(1)低温低压、介质非易燃易爆或有毒有害的大直径法兰可选用柔性石墨复合垫片。为了提高垫片对法兰表面粗糙度和宏观不平度的补偿能力,保证密封的可靠性,大直径法兰要考虑适当增加垫片厚度。必要时,可根据法兰表面粗糙度、宏观不平度等参数,通过设计计算确定垫片厚度。
(2)高温高压、温度压力变化大、系统振动大或泄漏后果严重的易燃易爆、毒性大位置大直径法兰,优先选用双金属自密封波齿复合垫片。
(3)DN500~DN800 的平面或凸面法兰可选用带内外环缠绕式垫片。
2.3.4 编制法兰密封力矩紧固清单及验收表(表2)

表2 ×××装置—法兰密封力矩紧固清单及验收表
2.4 人员培训
施工前,对施工管理和安装人员进行多轮次培训。培训内容包括:法兰连接的标准规范、施工内容、法兰连接质量检查与验收标准、紧固机具使用的理论与实操、各级人员的职责等。培训考核分为笔试与实操两部分。培训考核合格后颁发上岗标识帽贴。
2.5 机具管理
2.5.1 指定专人负责机具管理
做好保管、检测校验、贴标、修理等工作。机具主要包括力矩扳手及配套部件、润滑喷剂、游标卡尺、水平尺、螺栓清洗工具、安全防护用具等。
2.5.2 力矩扳手管理
力矩扳手包括液压、电动、手动、气动扳手。建议尽量使用液压力矩扳手。M42 以下螺栓可以使用电动扳手;M27 以下螺栓可使用带有倍增器的手动扭矩扳手;气动扳手因输出力矩不稳定,不推荐使用。
2.6 法兰连接密封紧固节点管控
2.6.1 螺栓、螺母清洗与检查
螺栓、螺母浸泡在煤油中(>30 min),用钢丝刷去除铁锈;螺栓与螺母手动试旋,无卡涩和晃动现象;清理后螺栓、螺母配对联结,就近码放整齐,并做好保护。
2.6.2 法兰螺孔表面清洗与检查
法兰螺孔表面清洁和去除铁锈;表面有痕迹、毛刺、翻边、腐蚀的要打磨抛光;有沟槽、凹坑、缺损等严重缺陷,需补焊、打磨、抛光。
2.6.3 法兰密封面清洗与检查
(1)密封面不得有锈蚀、污垢、焊瘤等;有缺口、凹坑、沟槽等严重缺陷,需机加工修复。
(2)法兰密封面平整度测量,不符合要求的应进行加工修复(表3)。

表3 法兰密封面平整度要求
(3)法兰连接件调整。检查以下项目并进行加工修复。①法兰对中:法兰边缘之间差值≤1.5 mm(图1);②法兰平行度:法兰最大和最小开口距离≤0.8 mm(图2);③法兰螺孔错位:法兰孔对中偏差≤3 mm(图3);④法兰闭合距离:法兰闭合间隙≤2倍垫片厚度(图4)。
2.6.4 垫片检查与安装
确认垫片尺寸和材料与密封面相匹配;检查垫片无明显缺损或贯穿伤痕;垫片与密封面同心,放置在适当位置;金属环垫安装前,需做接触线检查。
(1)密封槽。高压法兰密封槽表面不得有明显表面划痕及局部凹坑等缺陷。用八角垫检查时,其密封面接触线应连续。
(2)八角垫、波齿垫。八角垫放入法兰梯型槽内,其两边密封线应接触均匀,不得存在间隙,八角垫底边与法兰梯型槽底应有一定的间隙。波齿垫不得有变形和明显划痕及局部凹坑等缺陷。
每个高压法兰梯形槽密封面、八角垫检查都要留取记录,有缺陷的需检查人员确认。
2.6.5 螺栓螺母润滑
螺栓螺母润滑要求250 ℃以下使用二硫化钼润滑脂,250 ℃以上使用高温抗咬合剂。
2.6.6 螺栓紧固实施

图1 法兰对中
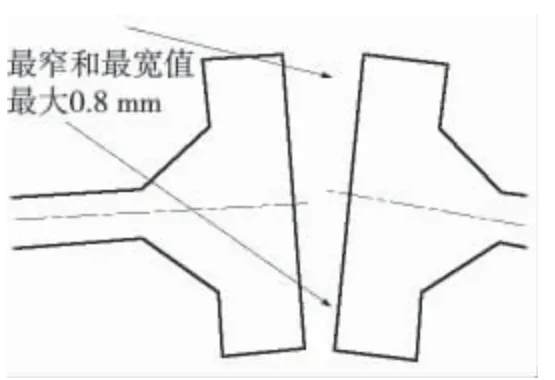
图2 法兰平行度

图3 法兰螺孔错位

图4 法兰闭合距离
可采取以下三种紧固方案(以24 颗螺栓为例):
(1)星形紧固方式(图5)。按图5 所示方法对螺栓进行编号。①20%~30%的安装螺栓力矩,按星形方式,依次紧固螺栓1、13、7、19—4、16、10、22—2、14、8、20—5、17、11、23—3、15、9、21—6、18、12、24;②50%~70%的安装螺栓力矩,紧固次序与①相同;③100%的安装螺栓力矩,紧固次序与①相同;④100%的安装螺栓力矩,按环绕圆周方式,依次紧固螺栓1、2、3、4、5、6、7、8、9、10、11、12、13、14、15、16、17、18、19、20、21、22、23、24,直到螺母不松动为止。由于弹性交互变形,当紧固某个螺栓时,相邻的螺栓载荷会降低(螺母松动),故需要多次循环紧固螺栓;⑤(可任选):④在③完成后4 h 再进行。以100%的安装螺栓力矩,按环绕圆周方式依次紧固螺栓,直到螺母不松动为止。
(2)交叉紧固方式(图6)。该方案紧固方式不同于传统星形方式,是按螺栓顺序以交叉方式,不需要装配者在法兰上对螺栓进行编号。①20%~30%的安装螺栓力矩依次紧固螺栓1、13、7、19;②50%~70%的安装螺栓力矩依次紧固螺栓2、14、8、20;③100%的安装螺栓力矩依次紧固螺栓3、15、9、21—4、16、10、22—5、1、7、11、23—6、18、12、24;④(如需要):100%的安装螺栓力矩依次紧固螺栓1、13、7、19—2、14、8、20—3、15、9、21—4、16、10、22—5、17、11、23—6、18、12、24;⑤100%的安装螺栓力矩,按环绕圆周方式依次紧固螺栓1、2、3、4、5、6、7、8、9、10、11、12、13、14、15、16、17、18、19、20、21、22、23、24,直到螺母不松动为止。

图5 星形紧固方式
(3)同步紧固方式(图7)。该方案适用采用多个紧固工具的多螺栓同步紧固方法(液压扳手),2 个安装工具同时紧固。①30%的安装螺栓力矩依次紧固螺 栓1 和13,7 和19;②60%的安装螺栓力矩依次紧固螺栓1 和13,7 和19;③100%的安装螺栓力矩依次紧固螺栓1 和13,7 和19;④100%的安装螺栓力矩,按环绕圆周方式2 个工具180°错开,依次紧固螺栓,直到螺母不松动为止。
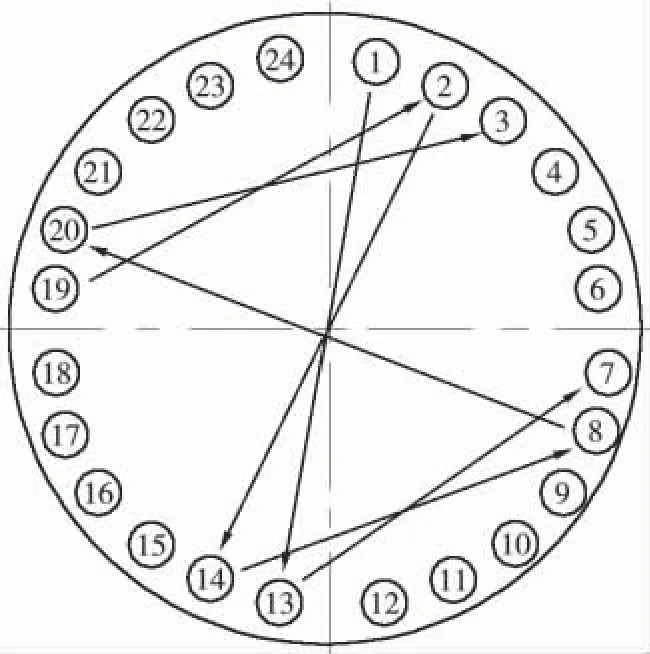
图6 交叉紧固方式
2.6.7 螺栓紧固后测试
(1)锤击测试。螺栓紧固完成后,对法兰螺栓进行锤击测试,观察是否松动,检查有无漏紧。
(2)抽检测试。按螺栓数量20% 检查紧固扭矩值。
2.7 挂牌
施工人员对其施工的静密封挂牌,标明施工人员姓名、施工日期等。
2.8 验收
标准化施工管理小组成员按照《法兰密封力矩紧固清单及验收表》适时进行检查确认,验收合格进入下一道工序。
3 质量目标
法兰密封零泄漏标准化施工管理质量目标。①A 类法兰开工投料过程中“零热紧、零冷紧、零泄漏”;②B、C类法兰开工气密一次通过;③A 类法兰运行一个月后,LDAR 检测泄漏量≤2×10-4,气体报警仪检测合格。

图7 同步紧固方式
4 结束语
MTO 装置反再单元泄漏的介质有高温工艺气、高温烟气、高压蒸汽,高温高压、易燃易爆,泄漏后果严重。通过对143 对重点部位法兰采用标准化施工管理,经处理后的法兰螺栓具有载荷范围内均匀的拉伸预紧力,能承受大范围温度、压力波动所导致的螺栓拉伸力的变化,有效避免开工过程及生产运行中法兰泄漏,保证法兰密封长周期无泄漏。
法兰密封零泄漏标准化施工管理技术大幅提高法兰静密封抗冲击能力,密封泄漏和检修次数大幅减少,是保证装置长周期、安全、环保运行的有效措施。
猜你喜欢
机电工程技术(2022年4期)2022-05-12
设备管理与维修(2021年11期)2021-08-27
石油化工设备(2021年1期)2021-01-20
润滑与密封(2019年8期)2019-08-27
石油化工设备技术(2019年2期)2019-03-13
凿岩机械气动工具(2017年3期)2017-11-22
军营文化天地(2017年7期)2017-09-25
军事文摘·科学少年(2016年8期)2016-11-02
军事文摘(2016年16期)2016-09-13
中华骨与关节外科杂志(2016年3期)2016-05-17