
一种薄壁弧形零件变形解决措施
2020-07-10 12:33刘超
科学与财富 2020年11期
刘超

摘 要:薄壁零件刚性差,加工易变形,加工难度大特点,以一种薄壁弧形零件加工为例,深入分析零件结构,通过合理安排工艺流程、采用恰当的装夹方法、合理选择切削参数,并根据实际加工情况进行改进等方式。
关键词:薄壁零件;加工变形;机械加工
一、引言
在航空航天领域中为减轻产品质量而大量采用整体薄壁结构件,这些结构件通常形状复杂,外形精度要求高,零件外廓尺寸相对截面尺寸较大、刚度低,加工工艺性差,由于薄壁零件加工去除余量大,毛坯材料在加工过程中逐渐被去除,应力释放后必然引起零件变形,另外在切削力、切削热、切削振动等因素影响下,极易产生加工变形,造成壁厚厚度不均,零件超差。薄壁零件因零件结构特点,加工过程中不可避免的会产生变形,加工变形一直是薄壁零件加工中的难点。本文就以一种薄壁零件为例,详细阐述该薄壁零件的加工工艺方法,变形解决措施。
二、难点分析
2.1材料难加工
零件材料为0Cr17Ni4Cu4Nb合金钢,材料的加工特性如下:切削变形大,且不易断屑;加工硬化大:硬化程度可达240%~320%,且前一走刀或前一工序产生的硬化现象在后续加工中累积,这是加工时的主要难点所在。
2.2结构易变形
零件加工去除余量大,毛坯材料在加工过程中逐渐被挖空,加工过程中应力释放后必然引起零件变形。零件壁厚薄,零件外廓尺寸相对截面尺寸较大、刚度低,加工工艺性差,在切削力、切削热、切削颤振等因素影响下,极易产生变形,壁厚厚度不均,造成零件尺寸超差,加工精度和表面质量难以保证,加工难度大。
2.3装夹不便
零件外形为圆弧、斜边组成的异形形状,不便于装夹定位,零件加工要素多,需进行多次装夹找正才能将各要素加工出,零件加工中的装夹也是加工过程中需要解决的难题。
三、解决方法
3.1 合理安排工艺流程
该零件原材料为棒料,加工中要去除掉大部分材料。因零件壁厚薄、材料难加工,将零件主要表面的加工由线切割机床进行,能最大限度防止加工变形,并能减少刀具消耗。同时遵循工序安排 “先粗后精”“基准先行”的原则,最终确定该零件具体工艺流程安排如下:热处理→铣→数铣(钻定位孔)→粗车(内圆弧面)→磨→精车(内圆弧面)→线切割(外圆弧面、外形)→数铣(铣外形、钻孔)→镗(钻圆弧面孔)→钳(去毛刺)。
3.2 选择合理装夹方式
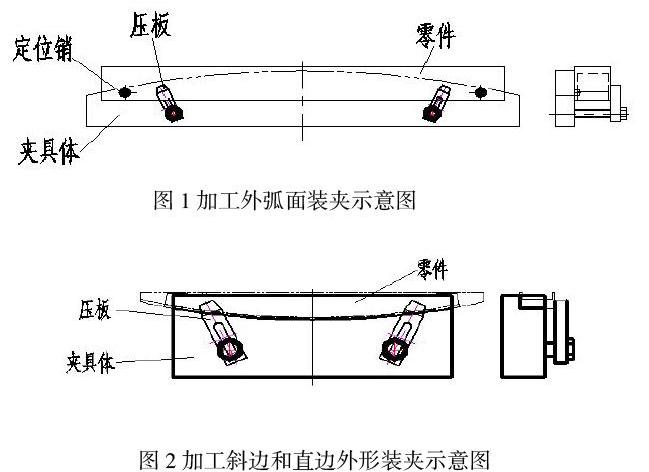
零件外弧面和外形的加工时,可仍以零件一个厚度面和两个销孔装夹定位进行加工,确定零件外圆弧与车加工内圆弧的距离,保证壁厚尺寸。因需使用零件上的两个工艺销孔定位,线切割切割时不能采用切割零件外形一圈将零件割出,需先加工出外圆弧面,然后以外圆弧面定位加工斜边和直边,分两次装夹才能将外形全部加工出,采用装夹方式如图2、图3所示。
但因零件壁厚薄,车加工后零件不可避免的产生变形,自然状态下零件厚度面由平面变弯曲,线切割工序加工时采用与上道工序相同的一面两销定位方式,理论上符合基准统一、基准重合的原则,但实际因为零件壁薄,车加工后零件定位面已产生变形,经过粗车、磨、精车工序的定位销孔与零件外形产生扭曲、与零件厚度方向不垂直。车加工所用定位销孔已产生变形,线切割割外圆弧时仍以车加工使用的一面两销定位会产生角度偏差,形成较大的定位误差,直接影响线切割加工精度,实际加工时也确实存在以此方式装夹定位加工时壁厚尺寸不均、偏差较大问题。
改进的方案使该零件在加工中定位装夹可靠,有效保证零件圆弧面的加工质量。但是根据后道工序镗的加工结果,位于圆弧面上的孔孔距尺寸有明显超差现象。查证后工序孔距超差的原因,为盖板圆弧面与斜边外形为两次装夹定位加工,存在圆弧中心与外形中心不重合情况和钳工去线切割烧蚀层打磨量大,打磨后零件表面不平整。于是再次改进工装和装夹方式,保证圆弧面与斜边外形一次装夹加工和线切割加工时外形整体留0.3余量由数铣进行圆弧面精加工替代钳工打磨。
圆弧面与斜边外形不是一次装夹加工,对夹具进行第二次改进,在夹具两端增加退丝槽,零件线切割加工时可一次装夹加工圆弧面、斜邊外形,并加工出两条直边用于数铣工序找正,装夹方式如图5 所示、零件加工状态如图6所示。
线切割工序加工时零件外形均留有余量0.3,后续铣工序找直盖板两条20长直边,换压板装夹一次铣削出零件圆弧面、斜边外形,保证壁厚、外形尺寸。
改进后零件外形加工情况良好,零件壁厚满足要求,未对后续工序产生影响,保证了零件技术要求。
四、总结
本文以某薄壁盖板零件加工为例,根据零件的结构,合理安排工序流程、预留恰当的加工余量、采用合适的装夹方式,并根据实际加工情况进行改进,最终满足零件加工要求,解决了该零件的加工难题,并为薄壁零件的加工研究积累了一定的经验。
参考文献:
[1] 林艳华.机械制造技术基础,化学工业出版社,2010.
[2] 冯辛安.机械制造装备设计,机械工业出版社,2004.
[3]王先逵.机械制造工艺学.北京:机械工业出版社,1998.
[4]戴陆武.机床夹具设计.西安:西北工业大学出版社,1990.
[5]晋其纯,张秀珍.机床夹具设计.北京:北京大学出版社,2001.
猜你喜欢
科技创新与应用(2016年36期)2017-02-21
中国新技术新产品(2016年23期)2016-12-26
山东工业技术(2016年23期)2016-12-23
山东工业技术(2016年15期)2016-12-01
现代工业经济和信息化(2016年6期)2016-05-17
现代工业经济和信息化(2016年5期)2016-05-17
考试周刊(2016年4期)2016-03-14
科技与创新(2015年18期)2015-09-11
机械工程师(2015年10期)2015-02-02
印制电路信息(2014年11期)2014-03-11
