
直吹式中速磨煤机风量调节特性及自动控制研究
2020-07-23 10:12赵进
科学导报·学术 2020年31期
摘 要:大唐鲁北发电有限责任公司磨煤机一直存在自动无法投入的问题,包括风量自动和磨出口温度自动。本文阐述通过磨煤机风道及风量调节特性优化诊断,找到磨煤机自动无法投入的原因,通过设备检修或技术改造,确保磨煤机一次风自动可靠投入。
关键词:磨煤机;风门特性;自动
一、设备概述
大唐鲁北发电有限责任公司#1机组锅炉为哈尔滨锅炉厂有限公司根据美国ABB-CE燃烧工程公司设计制造的HG-1020/18.58-YM23型锅炉,该锅炉为亚临界参数、一次中间再热、单炉膛自然循环汽包锅炉。制粉系统采用中速磨正压直吹式制粉系统,每台炉配有5台HP863型中速磨煤机,其中4台运行,1台备用。
二、运行情况
磨煤机入口一次风流量自动控制思路是以磨煤机入口一次风流量作为被调量,以磨煤机入口热一次风调节门开度做为调节量来实现自动调节,然而磨煤机入口热一次风调节门开度与一次风流量之间的线性对应关系较差,从而导致1、2号炉磨煤机一次风量自动无法正常可靠投入。
三、试验论证
3.1 风量测量装置冷态标定
大唐鲁北电厂#1、#2机组锅炉各台磨煤机所用测风装置为GDWZL-50AF系列插入式多点多喉径风量测量装置。选择#1炉进行磨煤机风量测量装置标定试验。
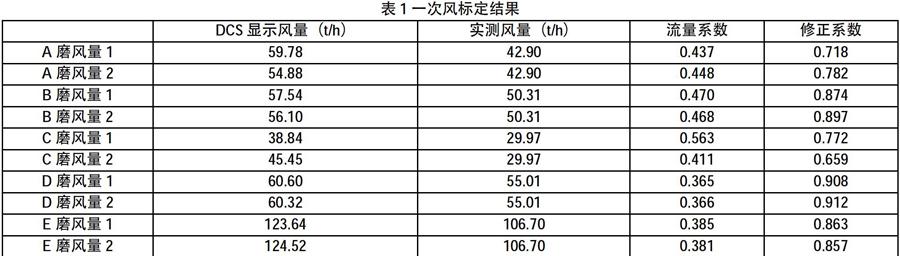
启动引风机、一次风机,将各磨表盘显示一次风量调至30~60t/h,用皮托管进行风量测量,同时记录风量测量装置差压,标定结果见表3。
一次风风量测量装置标定结果表明,D磨、E磨一次风风量测量装置流量系数与设计值很接近,运行情况正常;A磨、B磨、C磨一次风风量测量装置流量系数比设计值明显偏大。
为了分析A、B、C磨一次风测风装置偏大的原因,锅炉、热控专业人员进入一次风风道内进行检查,发现双文丘里测风装置中的小文丘里喉部有被灰粒堵塞的现象,大文丘里的喉部也有少量大的灰粒。
3.2 风量测量装置热态标定
风量测量装置的热态标定就是在磨煤机正常运行状态下对一次风风量测量装置进行标定,在进行热态标定时,除了测量截面风速分布,还要测量截面的温度分布。由于一次风温高达270℃,很容易造成人员烫伤。因此只选择1号炉C磨进行标定。
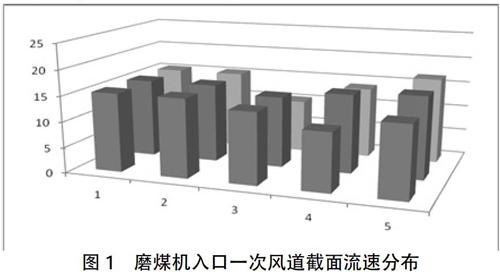
风速测量结果如图4所示,结果显示风速分布基本均匀,风速分布不均匀性系数为11.80%,因此在此位置安装插入式多点多喉径风量测量装置是可行的。
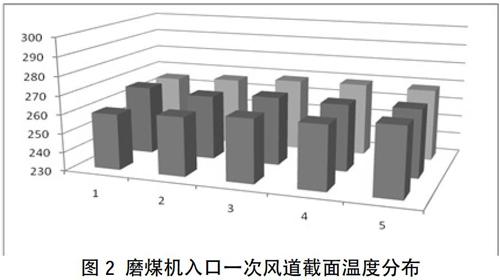
温度测量结果如图5所示,结果显示温度分布很均匀,温度分布不均匀性系数为0.97%,平均温度为265.5℃,可见到达测风装置前冷热风已经充分混合,不存在风温混合不均的问题。
3.3 磨煤机冷热风门特性试验
运行过程在1A磨风量与风门特性关系最差,比较有代表性,本文以1号炉1A磨为例进行论证研究。
3.3.1 热风调门流量特性
在冷风关断门关闭,冷风流量为0的情况下,进行了热风调门特性试验,从试验结果可以了解,A磨煤机热风调门整体线性较差。当风门开度小于50%时,线性变好,但当热风调门全部关闭时,仍有27.69%的漏风。当风门开度大于80%时,存在流量减小的现象。
3.3.2 冷风调门流量特性
由于冷风调门开度关到50%,表盘风量没有显示,因此进行冷风调门特性试验时,热风调门开度保持10%,试验结果见图8。从试验结果可以看出,冷风调门开度小于60%时,线性较好。
3.4 其他电厂磨煤机风门流量特性对比研究
黄台电厂#9炉制粉系统也采用中速磨煤机,自动投入较好。利用冷态试验的机会,对其中一台磨煤机的冷热风门特性进行了试验,便于和鲁北公司的磨煤机风门特性进行对比。
3.4.1 热风调门流量特性
在冷风关断门关闭,冷风流量为0的情况下,进行了热风调门特性试验,试验结果见图9和图10。从试验结果可以看出,在20%-70%开度范围内,热风门线性较好。
3.4.2冷风调门流量特性
在热风关断门关闭,热风流量为0的情况下,进行了冷风调门特性试验,试验结果见图11。从试验结果可以看出,在0%-70%开度范围内,冷风门线性较好。特别是当冷风门全关时,风量流量为0,说明冷风调节门全关时,基本不漏风。
四、原因分析
1、磨煤机热一次风调节挡板门球头铰链连杆磨损严重,挡板门在调节过程中存在较大死区,是风门调节特性差的主要原因。
2、冷风门漏风过大。磨煤机所需冷风量本来不大,但部分冷风门的漏风已经到20t/h,从而影响了正常的风煤比。
3、热风门特性受冷风影响较大。由于冷风紧贴热风门前面引入,冷风压力高,对热风有阻碍作用,因此热风门的线性会受到影响。
4、磨煤机一次风量测量装置为GDWZL-50AF系列插入式多点多喉径风量测量装置,当其文丘里喉部积灰堵塞且又无法吹扫时,显示风量会偏小,影响风量的准确测量。
五、处理措施
1、利用停炉机会,对所有磨煤机冷风门和热风门进行检查,并进行风门开度试验,做到DCS指示、就地指示和调门实际开度完全一致,对有故障的风门进行检修或更换。
2、更换调节线性好且不漏风的冷风门。
3、考虑更换冷风引入位置,保证其与热风调门有足夠距离。
4、更换矩阵式风量测量装置,加装自动反吹扫,确保风量测量准确。
5、现场设备检修改造完成后对自动逻辑进行优化:
5.1 优化设置风煤比参数,并设置风量偏置给定,以便运行人员在风煤比基础上根据实际工况进行风量调节。
5.2 增加磨煤机出口压力低(小于1.2Kpa)调门指令输出减闭锁条件,以确保磨煤机出口风压满足。
5.3 根据每台磨煤机工作特性,将磨煤机出口温度及磨碗上下部差压引入PID动态偏差计算,以确保磨煤机工况满足安全经济性。
5.4优化冷一次风调节门指令函数作为风量调节前馈,降低磨煤机冷、热一次风呈直角混合气流分布不均对风量调节的影响。
六、结束语
磨煤机一次风量自动品质的好坏直接影响到锅炉燃烧调整,是火力发电厂基本的自动控制系统,鲁北公司通过风门特性试验论证及设备检修改造,解决了风门调节特性差的问题,目前2台机组磨煤机一次风量及出口温度自动可靠投入,调节品质良好,满足机组运行要求,提高了机组协调控制的稳定性和AGC的调节品质。
参考文献
[1] 赵振宁.中速磨制粉系统一次风运行参数整体优化.《中国电机工程学报》,2010年S1期
[2] 陈方前.中速磨入口一次风量控制逻辑优化.《电力安全技术》,2013(2)
作者简介:赵进(1984.06)男 山东青岛 汉 大学本科 热工主任工程师 大唐鲁北发电有限责任公司 研究方向:热工仪表及自动化控制。
猜你喜欢
奥秘(2021年12期)2021-12-23
科学与财富(2021年36期)2021-05-10
E动时尚·科学工程技术(2019年19期)2019-09-10
小天使·一年级语数英综合(2017年3期)2017-04-25
汽车博览(2016年9期)2016-10-18
小学阅读指南·低年级版(2016年1期)2016-09-10
女士(2016年5期)2016-05-14
中国高新技术企业(2015年27期)2015-07-30
城市建设理论研究(2014年25期)2014-09-24
城市建设理论研究(2012年35期)2012-04-23
