
车门铰链锈蚀分析及整改方向探讨
2020-08-10 08:45高常娟谢丽丽陈敏娟
全面腐蚀控制 2020年3期
高常娟 谢丽丽 李 莉 岳 平 张 浩 陈敏娟
(吉利汽车研究院(宁波)有限公司,浙江 宁波 315336)
0 前言
汽车作为与大众生活息息相关的消费品,安全、耐久和使用寿命得到人们的广泛关注。腐蚀直接影响车辆的安全性、可靠耐久性和使用寿命,因腐蚀而损坏的零部件极易引发交通事故。合理防护可有效降低汽车因腐蚀导致的人力、物力损失[1]。因此汽车制造商投入大量人力与物力研究汽车防腐质量。
汽车制造商通过进行整车级和零部件级的腐蚀试验验证,可以暴露产品存在的防腐设计问题,从而为提升车辆的防腐性能提供依据。整车级试验即整车道路强化腐蚀试验,是指汽车在试验场内进行高速路、盐雾路、综合耐久路、湿热环境舱停放等工况来模拟汽车实际服役环境的腐蚀环境,最接近车辆户外使用状态,且能综合考察生产制造工艺,因此许多先进的汽车企业都将整车道路强化腐蚀试验作为评价整车及零部件耐腐蚀性的仲裁试验方法。但整车试验费用高、试验周期长。零部件级试验是指将零部件放入一种利用人工模拟盐雾环境的试验箱,模拟实际腐蚀环境来考察零部件防腐性能的静态试验。优点是试验成本低、试验结果一致性好,常作为考察零部件防腐能力和表面处理工艺一致性的有效手段[1]。
本文主要就某一车型铸造式车门铰链的锈蚀问题进行研究分析,得出生锈的原因并提出整改方向和验证手段。
1 试验
1.1 整车道路强化腐蚀试验
整车道路强化腐蚀试验工况如图1所示,试验车周一~周五进行约4h道路试验和20h环境舱存放,周末进入环境舱进行存放。一个试验循环为1周,2个试验循环模拟车辆在腐蚀环境恶劣的市场实际使用1年。
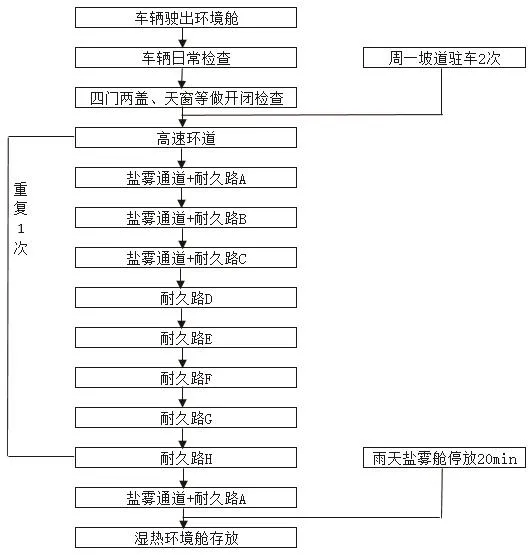
图1 整车道路强化腐蚀试验工况
1.2 零部件盐雾试验
采用ISO 9227 中性盐雾试验法[3]。
1.3 试验样品
1.3.1 整车
某平台SUV一台。
1.3.2 车门铰链
铸造式车门铰链结构及组成如图2所示。
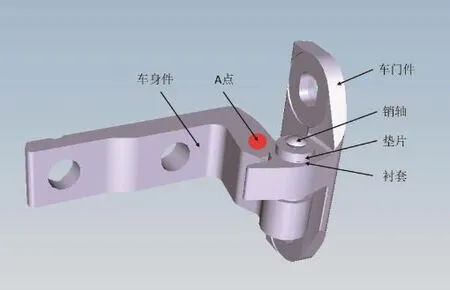
图2 车门铰链结构及组成
铸造式车门铰链的材质和表面处理信息如表1所示。
销轴和垫片装配后通过铆压工艺和车身件连接,连接区域使用衬套达到过盈配合从而保证密封,衬套为嵌由铜网的PTFE的材料组成。
试验考察了两类不同镀锌层厚度的车门铰链防腐性能,镀锌层厚度分别是(5±2)μm(简称A类样品),(12±2)μm(简称B类样品),厚度测试点如图2中A点所示。
1.4 检验设备
2 结果与讨论
2.1 整车道路强化腐蚀试验结果分析
将两类车门铰链安装在试验车上,随车涂装后,进行整车道路强化腐蚀试验,试验结果如表3所示。图3和图4为铰链生锈的典型图例。
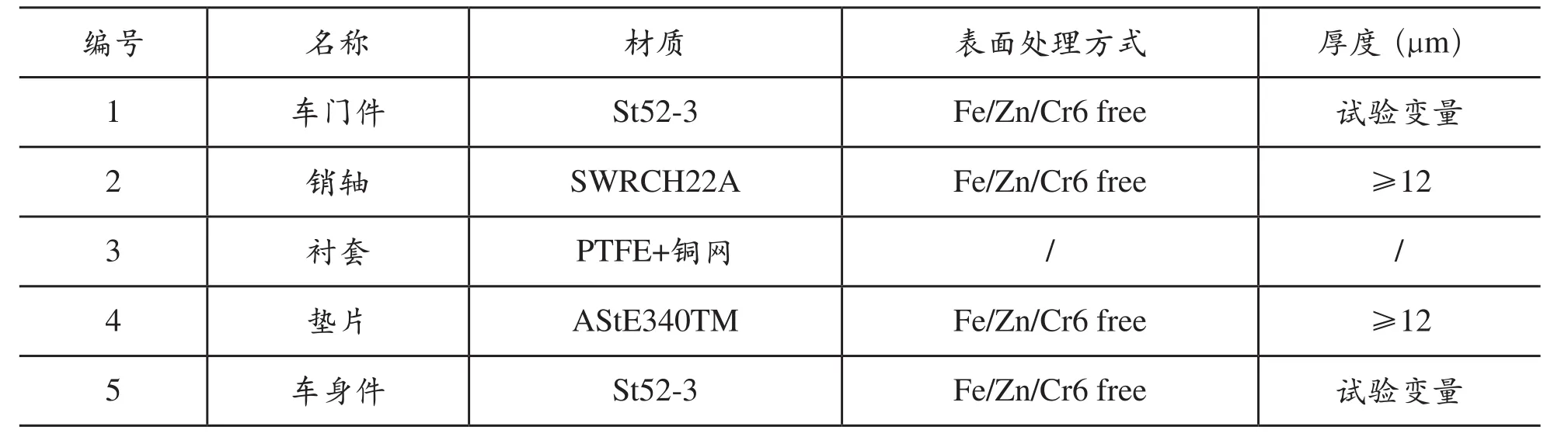
表1 车门铰链组成

表2 检验设备
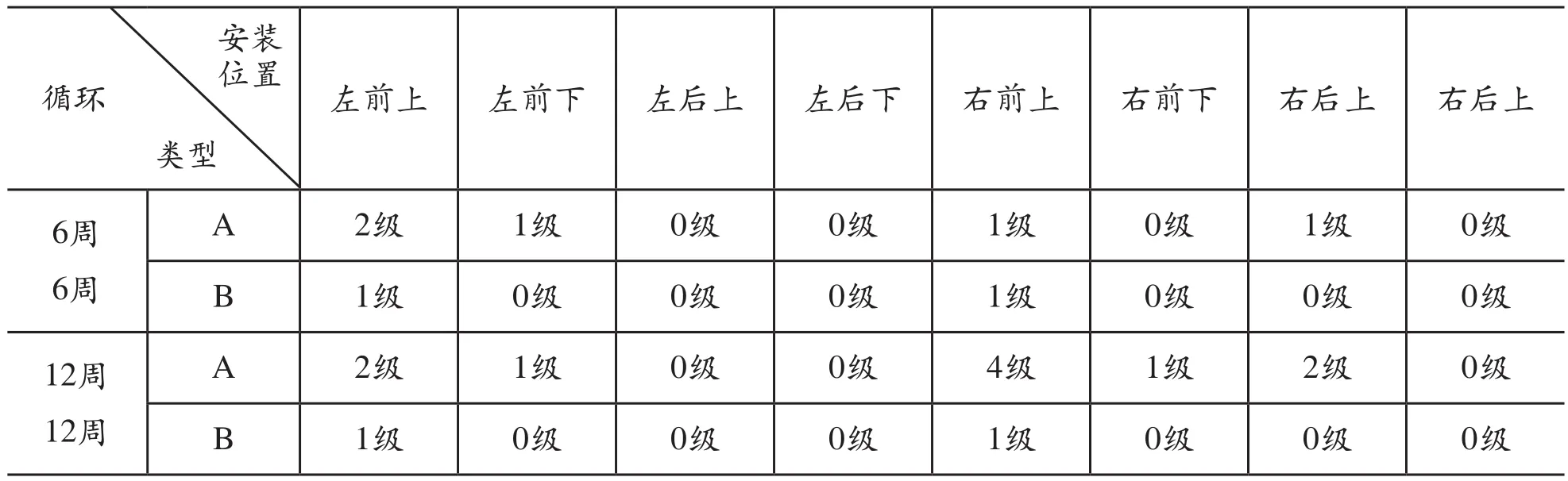
表3 整车道路强化腐蚀试验结果
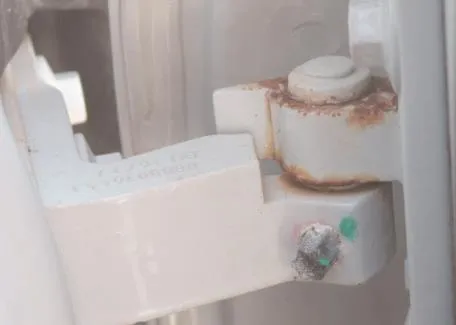
图3 A类零件试验12周后照片(右前上)

图4 B类零件试验12周后照片(右前上)
从表3可知,前门铰链普遍出现锈蚀,且其腐蚀等级高于后门铰链。结合表3和图3、图4分析可知,锈蚀主要发生在铰链本体以及铰链中间销轴和铰链本体搭接部位,镀锌层厚度为(5±2)μm的A类铰链50%发生锈蚀,且右前门上铰链锈蚀等级为4级,在该车型整车防腐目标定义中属不可接受程度;镀锌层厚度为(12±2)μm的B类铰链表现良好,生锈铰链锈蚀等级为1级,可接受。
对该平台同款SUV按照公司企标进行整车喷淋试验,试验结果如图5、图6所示,可以看出,左前门铰链水平面有积水,右后门铰链水平面无明显积水,这说明前门铰链所处环境因密封性差,可以较频繁接触水分等腐蚀因子,这是导致前门铰链腐蚀程度高于后门铰链的一个原因。因此,优化设计结构,提高车门与车身之间密封性,避免铰链接触腐蚀介质,可有效规避铰链腐蚀问题。但对于该款车型,在车身数据已冻结、模具已开发,无法采用结构优化方案的前提下,将铰链的镀锌层厚度定义为12μm,可有效防止腐蚀。

图5 左前门铰链淋雨状态

图6 右后门铰链淋雨状态
2.2 零部件腐蚀试验结果分析
为探索能够模拟整车强化腐蚀试验所示现象的台架试验方法,选择两类车门铰链随车电泳后,按照ISO 9227-2012的要求进行中性盐雾试验。每一组样本量为3个,样件放置位置与整车状态下零件安装位置保持一致,第Ⅰ组试验程序为在盐雾舱静置240h,第Ⅱ组试验程序为在盐雾舱静置240h,其中每隔24h对零件进行沿车门开闭方向旋转10次的操作,以此模拟整车强化腐蚀试验中开关车门对零件的影响。结果如图7~图10所示(图示只展示关注部位的锈蚀状态)。

图7 A类零件第Ⅰ组试验
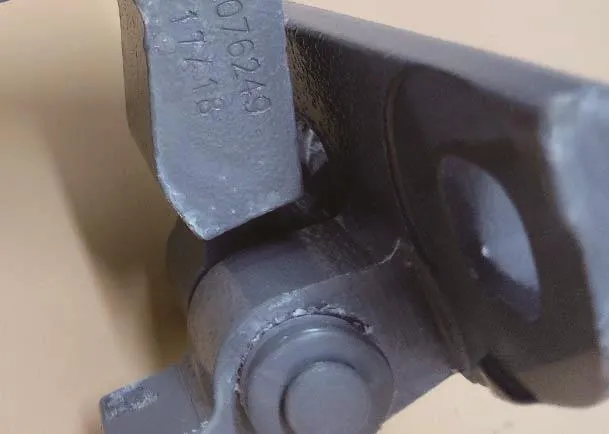
图8 B类零件第Ⅰ组试验
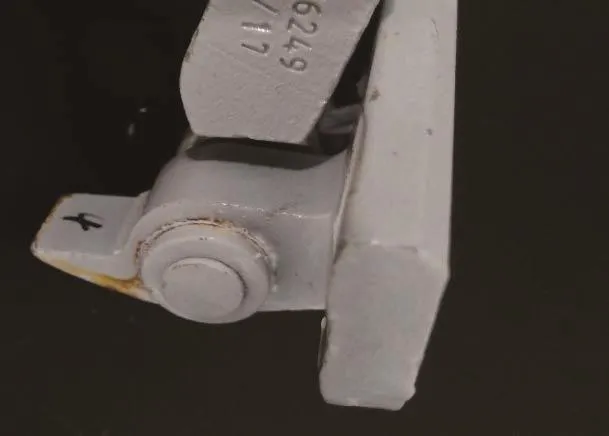
图9 A类零件第Ⅱ组试验

图10 B类零件第Ⅱ组试验
从图7和图8分析可知,两种类型铰链在第Ⅰ组试验中静置240h,关注部位均无腐蚀产物生成,从图9和图10分析可知,镀锌层偏薄的铰链在关注部位生成红锈,产生与整车试验相同的试验结果。镀锌层偏厚的铰链防腐性能较好,在关注部位产生少量白锈,无红锈产生。出现这种现象的原因可能是转动铰链使销轴与其连接件产生想对位移,促进腐蚀介质侵入垫片密封区域产生锈蚀并排出锈水。通过上述分析可知,在零部件台架试验中,尽可能设计零件与整车环境中的实际使用工况相似的试验条件,可以更有效的验证零件的防腐性能。
2.3 零件锈蚀原因分析
对生锈零件进行拆解,如图11和图12所示。可知电泳工艺无法在搭接面形成有效防护层,锈蚀发生位置的有效防腐层为镀锌层。

图11 铰链拆解图示(1)

图12 铰链拆解图示(2)
为排查衬套材质中铜元素与镀锌销轴接触存在异种金属电偶腐蚀的风险,对衬套和销轴接触面进行SEM/EDX扫描,分析表面化学成分,衬套表面化学成分列于表4,销轴表面化学成分如表5所示。从表4可知,衬套表面主要元素为C、O、F,是PTFE的构成元素,推断衬套外表面为PTFE,没有Cu网外露。从表5可知,销轴表面含有C、O、Cr和Zn元素,推断销轴为镀锌后进行钝化处理,由于在接触面没有检测到高含量的Cu元素,可排除衬套与销轴接触产生异种金属电偶腐蚀的风险。说明该类铸造式车门铰链的选材不会对防腐性能产生消极影响。
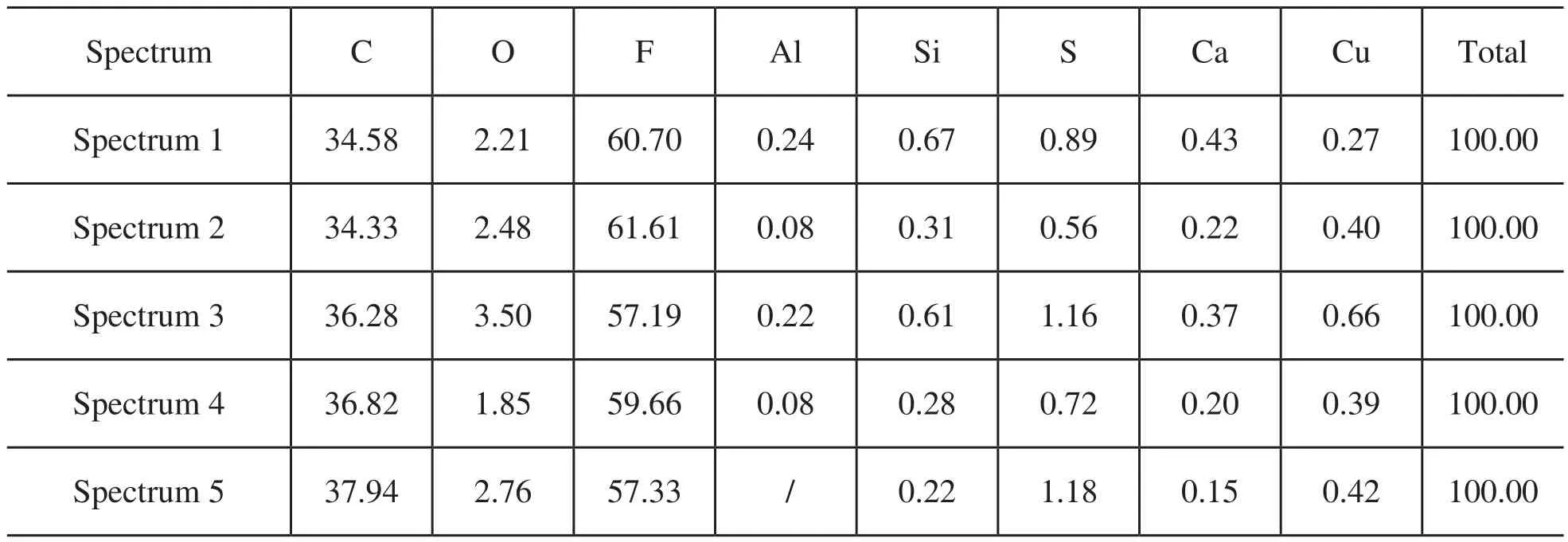
表4 衬套表面成分
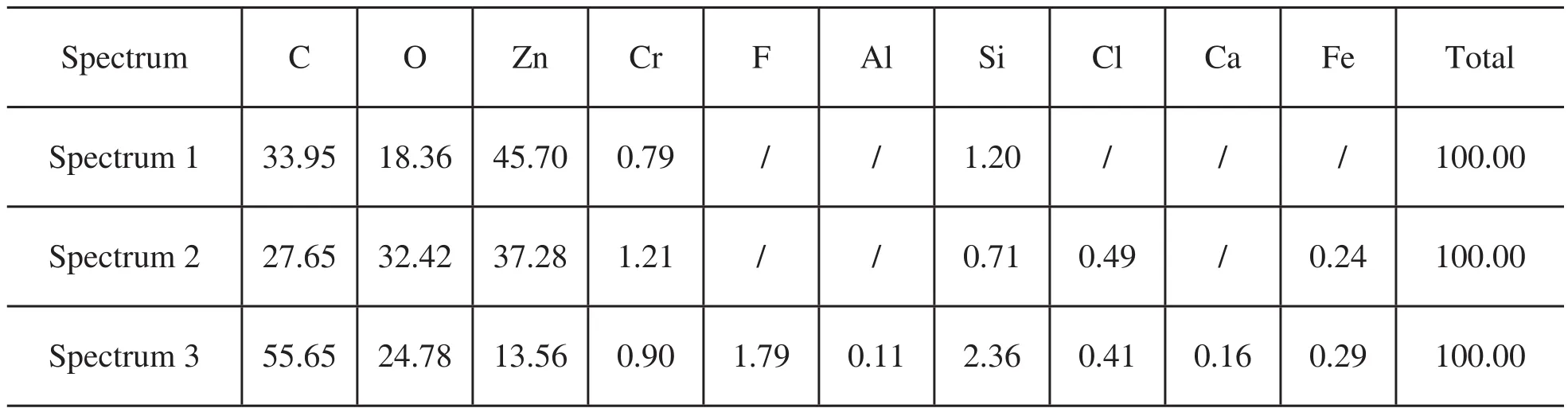
表5 销轴表面成分
通过上述分析可知,该类铸造式铰链垫片与销轴接触部位无电泳漆,只有镀锌层,且接触位置的选材不会发生电偶腐蚀,因此锈蚀的原因是外界腐蚀介质在此处滞留,消耗镀锌层,使基体金属外露并与腐蚀介质接触发生电化学反应,基体金属Fe被氧化,产生红色腐蚀产物。
通过改善车门与车体之间密封性,优化腐蚀环境可有效避免铰链发生腐蚀,但是在车身数据冻结、模具已开发的状态下,无法通过优化车身设计结构整改时,一方面可通过优化零部件制造工艺,控制衬套翻边尺寸,确保衬套翻边尺寸略小于销轴垫片外径,避免腐蚀介质如冷凝水在搭接面滞留改善铰链防腐性能;另一方面,可增加腐蚀风险表面镀锌层厚度,提高阴极保护能力,试验证明,定义铰链车门件和车身件镀锌层厚度为12μm,能有效避免试验用车型铰链腐蚀失效的问题。
3 结论
汽车防腐性能设计优劣对汽车使用寿命有重大影响,整车道路强化腐蚀试验能够综合有效地验证汽车防腐属性,合理设计零部件级别台架试验,可以高效快捷验证零件的抗腐蚀能力。结合零件安装位置和结构特征,制定合理的防护手段可有效提高零部件及整车外观感知质量和使用寿命。
整车防腐性能提升可通过以下途径实现:
(1)通过优化结构设计,尽可能避免零件接触水分、泥污等腐蚀介质侵害,是提升整车防腐性能的重要手段;
(2)电泳处理无法有效覆盖铸造式车门铰链特殊位置,需通过电镀锌工艺补充,并设定合理的镀层厚度,可有效防护该类型车门铰链。
猜你喜欢
汽车零部件(2021年7期)2021-07-29
设备管理与维修(2021年24期)2021-02-10
矿山机械(2020年12期)2020-12-19
煤矿机电(2020年5期)2020-11-02
表面工程与再制造(2019年3期)2019-09-18
探索科学(学术版)(2019年11期)2019-06-16
汽车实用技术(2018年20期)2018-10-26
民用飞机设计与研究(2018年1期)2018-05-04
现代冶金(2016年6期)2016-02-28
装备环境工程(2015年4期)2015-02-28
