
粉末冶金自动称量系统结构设计
2020-08-13 05:43刘光宇高晓龙张春友
制造业自动化 2020年8期
刘光宇,高晓龙,张春友
(1.内蒙古民族大学 机械工程学院,通辽 028000;2.河北华北石油天成实业集团有限公司,任丘 062552)
0 引言
刹车片作为汽车、高铁的核心部件,具有抗载荷能力大、耐高温、摩擦系数大等优点[1,2],主要是经过将铜基粉末冶金摩擦材料冷压制成型、高温烧结而成,由于压制成型之后无法对产品再进行切削加工,因此压制原料的质量与产品的外形尺寸息息相关[3~5]。铜基粉末冶金具有摩擦系数高、耐高温、导热性好等优点,但是因为粘度高、流动性差等特点而使其实现高精度自动称量变得比较困难[6,7]。自动称量机构是一套集供料、称量和倒料装置于一体的集成化设备,在控制系统的作用下自动完成送料。目前市场上自动称量机构主要针对药剂、弹药、金属粉末等原料进行自动称量送料[8~13],能够达到高效率高精度的自动称量,但是原料颗粒度较大,且固体流动性好,实现高精度自动称量相对简单。而目前针对粉末冶金压制成型主要采用等体积压缩,但是材料密度差距在5%左右,压制成型后合格率较低因此,本文首先根据铜基粉末冶金材料特点提出称量系统中关键问题所在,然后提出关键问题的解决方案,在此基础上分别对送料装置、倒料装置和称量装置进行结构设计,通过样机试验证明产品的合格率大大提高。
1 称量装置关键技术研究
1.1 材料特性
铜基粉末冶金作为一种高性能的摩擦材料被广泛应用于制作刹车片,其制作过程是首先将刹车片上的摩擦块冷压成型,然后将各个摩擦块安装在刹车片背板上进行高温烧结制作而成(如图1所示)。为了保持刹车片良好的性能,所有摩擦块的厚度差必须限制在0.1mm范围以内,摩擦块冷压成型之后无法再进行切削加工,而冷压又无法保证形状公差,目前主要是通过人工筛选的方法来挑选摩擦块,因此摩擦块废品率极高且效率低下。

图1 刹车片
铜基粉末冶金含重质的金属细粉末(50目~500目)和轻质的石墨类粉末(直径0.1mm~1.5mm),该材料具有如下特征:
1)流动性特差,当管道直径小于50mm时需要螺旋类辅助装置才能流动;
2)原料不能震动,震动会造成轻质的石墨颗粒漂浮、聚集,压制的摩擦块中石墨聚集的地方在后续的加工中会脱落成坑;
3)原料不能经过较高高度的自由落体掉落至预定位置,自由落体同样会造成颗粒石墨析出漂浮。
摩擦块是将铜基粉末冶金在磨具中压制成型,单块质量在30g~130g左右,试验证明只要保证进入磨具中材料质量偏差保持在1g以内,摩擦块的合格率会提高至98%以上。因此,设计出高精度的粉末冶金自动称量系统成为提高摩擦块合格率和效率的关键所在。
1.2 关键问题研究
自动称量装置主要是由送料装置、倒料装置和称量装置组成。送料装置主要是采用自动方式为系统输送原材料,称量装置与送料装置相互配合提供满足质量精度要求的原材料,倒料装置将满足要求的原材料输送到冷压模具中。由于铜基粉末冶金是一种粘度较高、流动性较差的粉末材料,在对自动称量装置中各个部分进行设计时需要克服以下技术难题:
1)由于粉末冶金拱桥效应的存在,原料堆积在进料口无法为系统提供足够的原料;
2)由于铜基粉末冶金流动性较差,采用何种机械运输送料方式才能为系统持续提供连续可调的原材料,而且送料质量精度可控;
3)送料装置和称量装置如何配合控制调节,才能使得原料满足质量精度要求;
4)称量装置要求质量精度控制在1g范围以内,而冷压装置采用液压方式机械振动较大,如何在高振动的环境下称量出满足质量精度的原料;
5)由于铜基粉末冶金流动性较差,倒料装置如何将满足质量要求的原料全部倒出,而不留存任何粉末。
1.3 自动称量系统工作原理
根据在对自动称量装置进行设计时存在的主要问题对其进行设计,其工作原理如图2所示。送料装置采用步进电机驱动螺旋推进机旋转将粉末原料送入倒料装置的料斗中,通过设计出合理的螺旋槽与步进电机转动角度配合为系统输送原料。倒料装置安装在称量装置上,称量质量为倒料装置和原料质量之和,通过质量需求与称量装置中的质量传感器采样,采用控制策略实现对送料装置中步进电机闭环控制达到高效高精度送料。倒料装置采用步进电机驱动,通过控制步进电机的转速运动曲线实现快速启动和停止的抖料方式将原料快速倒出。如果因为各种原因导致倒料装置中原料的质量高于质量要求,此时是为原料质量不合格,通过倒料装置将原料倒入不合格料桶中,重新启动送料程序,这样不合格料桶中的原料可以重新利用,提高原料利用率。
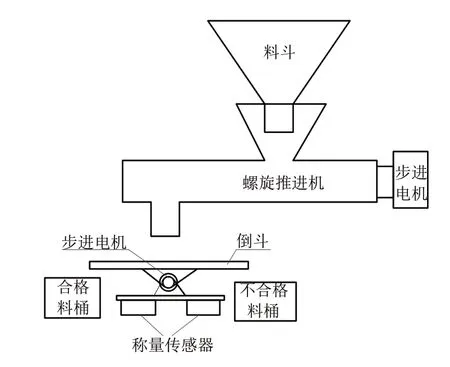
图2 自动称量系统工作原理
1.4 关键技术解决方案
针对系统中存在的以上关键问题,在送料装置、倒料装置和称量装置中分别采取以下技术解决方案。
1.4.1 送料装置
1)料斗的斜面的斜度大于金属粉末颗粒间的摩擦自锁角,可以在重力的作用下自动下滑,且料斗表面进行处理,粗糙度较低,提高材料流动性;
2)料斗中加入搅拌机构破坏材料拱桥效应,促进原料进入螺旋推进机中;
3)当称量传感器在规定时间内没有测量到足够的原料时,控制系统会发送控制信号给搅拌机构或者振动器,控制其快速运动,如果超出一定时间限制仍旧未提供足够的原料,将会发出警报提示工人需要往料斗中加料;
4)螺旋推进机采用小导程高转速设计方式,每旋转一周加料质量控制在5g范围以内;
5)在步进电机带动螺旋推进机的作用下加料,称量传感器实时在线计量原料质量。自动加料采用粗-中-细三级给料,三级给料工作过程如下:
(1)当金属粉末质量远小于所设定的目标质量时(一般为小于80%),快速投料;
(2)当金属粉末质量在目标质量的80%~95%时,中速投料;
(3)当金属粉末质量大于目标质量的95%时,慢速下料以保证精度;
(4)当物料接近目标质量,立刻关闭投料。因为空中还有一部分金属粉末的质量,以及执行机构有延时,一般需要一个提前关闭步进电机,即对加料时间进行预估。
1.4.2 倒料装置
1)倒料装置选用密度较小的材质加工而成,减小称量质量占比;
2)对倒斗机构中的步进电机采用快速启停的抖料方式,将合格原料倒入合格料桶中;
3)如果由于各种原因导致原料质量超过设定值范围,此时倒料机构中的步进电机反向旋转,将原料导入不合格料桶中。
1.4.3 称量装置
1)选用多个高精度小量程称量传感器同时测量,对其求和得到总质量,提高测量精度;
2)称量装置安装在减振平台上,减小周围环境振动对称量传感器测量精度的影响;
3)选用测量频响较快的传感器实时测量,测量周期控制在50ms左右。
2 关键系统结构设计
自动称量设备如图3所示。主要是由供料装置、倒料装置和称量装置组成,其工作原理是供料装置将金属粉末传送到倒料装置中,倒料装置安装在称量装置上,当称量装置检测到金属粉末满足质量要求时,送料装置停止送料,此时倒料装置中料斗旋转将金属粉末倒入送料机构中。
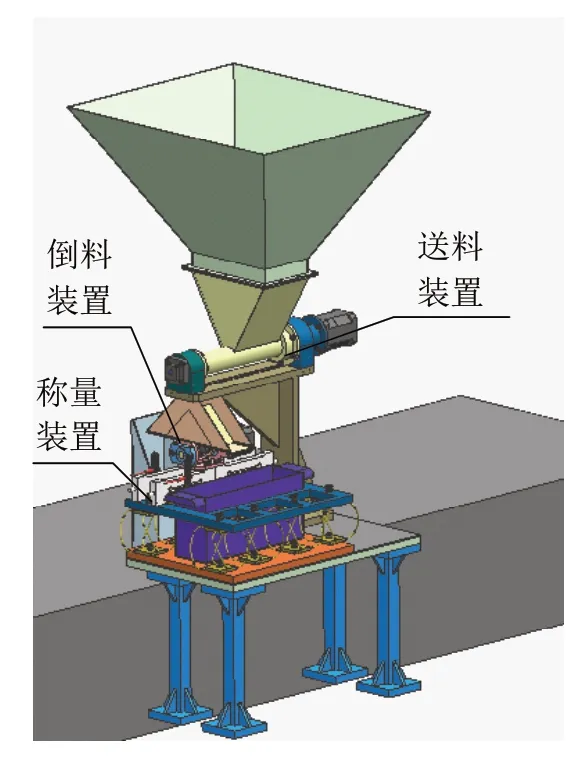
图3 自动称量装置
2.1 送料装置结构设计
根据送料装置的工作原理对其进行结构设计如图4所示。主要是由料斗、步进电机、联轴器、轴承座、密封圈、绞龙和外壳组成,其工作原理是采用步进电机通过联轴器带动绞龙旋转,从而推动原料前进为系统送料。料斗是由1mm厚的镀锌钢板折弯而成,主要用来盛放金属粉末,单次最多可以盛放20kg金属粉末,料斗倾角为60°,大于金属粉末摩擦角45°。选用42BYGH62-401A的步进电机,可以输出的最大力矩为0.7N.m,步距角为1.8°。密封圈主要用来将外壳内金属粉末与外界隔离,防止其对轴承产生影响。绞龙内径为10mm,外径为20mm,螺距为7mm,厚度为2mm,每个导程推进的金属粉末为2.5g。
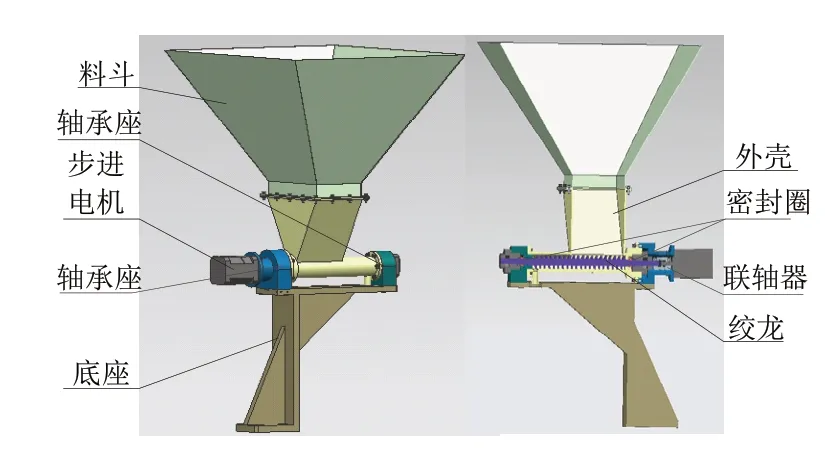
图4 送料装置
2.2 倒料装置结构设计
倒料装置主要是将金属粉末倒入合格料桶或者废料料桶中,主要是由步进电机、料斗、轴承座和限位开关组成(如图5所示),整体安装在四个力传感器上,未加金属粉末时的总质量为760g,其工作原理是步进电机通过轴带动料斗旋转,将金属粉末倒出,当料斗中的金属粉末符合质量要求时,将金属粉末倒入送料机构中,当料斗中金属粉末超过重量要求时,步进电机反向旋转将金属粉末倒入废料桶中。其工作过程是当金属粉末符合质量要求时,步进电机快速旋转将金属粉末倒入料桶中,其旋转角度和速度通过发送给步进电机的脉冲数来控制,当旋转角度超过60°,触发到位限位开关,此时电机停止旋转,然后反向控制电机旋转,触发零位限位开关时步进电机停止旋转,开始供料运动。选用NQ35HB37A型步进电机,可以输出的最大力矩为0.18N.m,驱动倒料机构以运动速度60°/s,加速度为60°/s2做旋转运动。
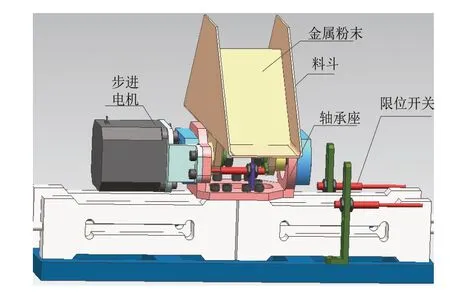
图5 倒料装置
2.3 称量装置
称量装置如图6所示,主要是由力传感器、底座、减振器、橡胶垫和立柱组成,倒料机构安装在力传感器上,当金属粉末为130g时,整个倒料机构的质量为890g,选用4个量程为300g的力传感器进行测量,由于对测量精度的要求较高,力传感器安装在减振器上,减小周围振动对力传感器的影响,减振器选用6个钢丝减振器,减振效果较好。整个称量机构安装通过橡胶垫安装在立柱上,立柱的高度需根据现场环境进行设计。
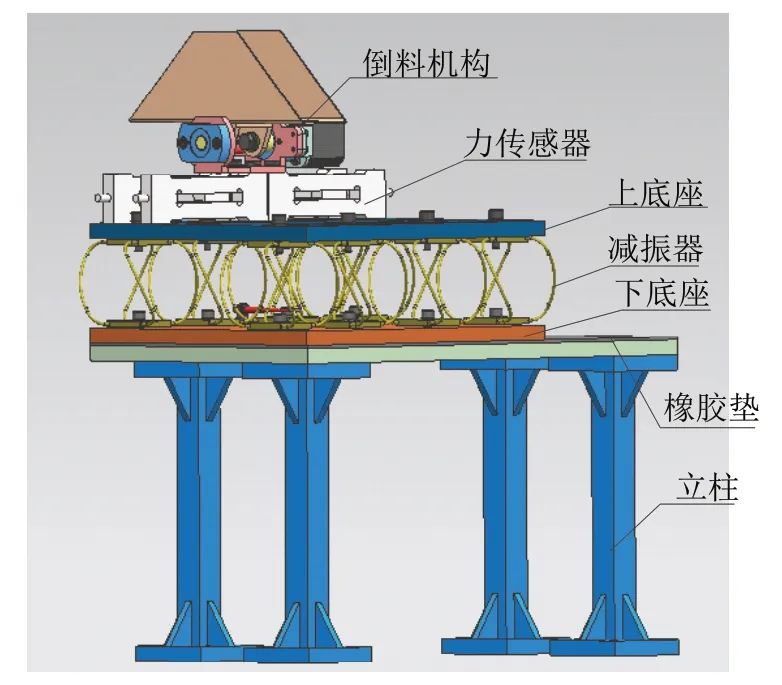
图6 称量装置
3 实验研究
采用自动称量系统称量铜基粉末冶金材料,每个摩擦块的标准质量为80g,称量完成后对其进行压制成型,在其中抽检了5块摩擦块,其测量质量和高度如表1所示,全部满足要求。
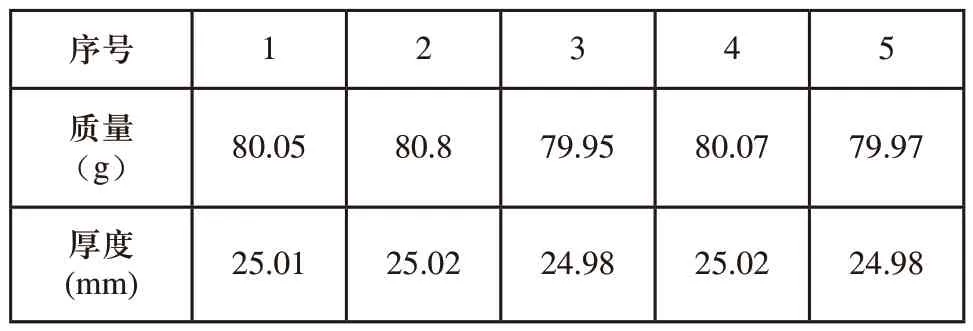
表1 摩擦块检测表
4 结语
根据铜基粉末冶金材料特性设计出一套自动称量系统,能够实现高精度高效率自动称量,为摩擦块冷压成型提供满足质量要求的原料。目前该设备已完成样机调试验收,能够将摩擦块的合格率大幅提升,大大提高了作业效率。
猜你喜欢
再生资源与循环经济(2022年5期)2023-01-05
湘潮(上半月)(2022年7期)2022-12-06
航天制造技术(2022年2期)2022-05-16
世界有色金属(2021年5期)2021-06-13
昆钢科技(2021年1期)2021-04-13
有色金属材料与工程(2020年6期)2020-11-29
科学技术创新(2020年22期)2020-08-11
中南大学学报(自然科学版)(2020年11期)2020-01-10
汽车文摘(2017年6期)2017-12-06
山东工业技术(2017年21期)2017-11-04
