
一种通用去毛刺设备的设计和研制
2020-08-13 05:43陈志雨
制造业自动化 2020年8期
陈志雨,张 涛
(安徽大学 电气工程与自动化学院,合肥 230601)
0 引言
毛刺是指在切削机械加工中,由于刀具的作用,引起工件材料塑性变形,延伸出工件加工表面与相邻表面相交线以外的全部材料[1]。现阶段主要的去毛刺方法有以下几种,人工去毛刺、研磨去除毛刺、尽量采用冲压、模锻等加工工艺减少毛刺、化学方法去毛刺、高压水喷射去毛刺、点解去毛刺和雕刻机去毛刺等[2]。其中人工去除毛刺一般是企业最常用的方法,工人一般采用锉刀、砂纸、磨头等作为辅助工具,有事为了提高效率,会采用电动或气动作为动力。但是这种方法依然有较高的人力成本,效率不够理想。有必要设计一套自动化设备毛刺打磨机来提高效率。
1 设备的整体结构
该设备为一种通用型去毛刺自动打磨设备。藉由人工将需要打磨的工件放入到设备相应的工位上,关闭防护窗,并开启打磨按钮。设备自动检测并加紧进行自动打磨,打磨完成后由人工取出。生产效率提升的同时,还可以极大的提高产品生产的成品率。设备共有8个工位,分别为检测工位,4个打磨工位,分度盘反转工位,吹气吸收粉尘工位和下料工位。设备的设计图和成品图如图1所示。设备拥有手动和自动两种模式,在触摸屏上根据需要进行调节。
2 要打磨的零件

图1 通用去毛刺设备
设备是一种通用型去毛刺机,转盘上各工位可以根据不同的零件更换不同的底盘的夹具。以下主要以一种汽车零部件边缘去毛刺为例进行介绍。需要打磨零部件如图2所示。每个部分有两段需要打磨的毛刺,即1、4位置为第一段需要打磨位置,2、3位置为第二段需要打磨位置。考虑到该零件正好有3个对称孔,于是设计了如图3所示的底板夹具,安装在转盘对应的8个工位上。底板夹具上有3个定心,正好插入到零件的3个孔中。方便固定零件。当要打磨其他零件时,底板夹具可根据零件的形状来更换。
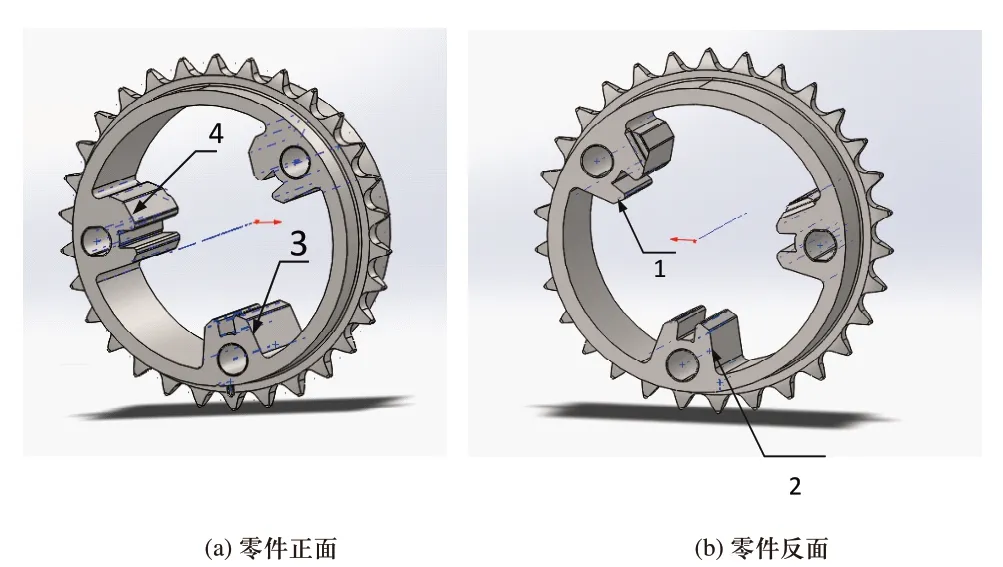
图2 需要打磨的零件
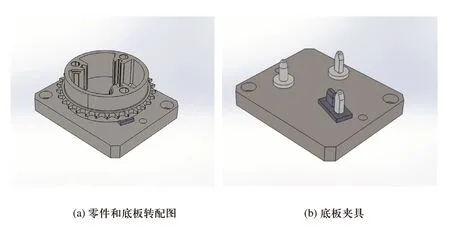
图3 底板夹具
3 打磨机构
打磨机构由水平方向和竖直方向两个导轨组成,水平方向导轨安装在竖直方向导轨的滑块上。导轨通过联轴器电机安装板和57型步进电机相连。手持式编程器控制步进电机的旋转速度和方向来控制打磨机构的水平和竖直方向运动。导轨外安装金属屏蔽罩,防止打磨碎屑进入。水平方向导轨外屏蔽罩上安装一个气缸,气缸连接单支柱式夹,安装气动打磨头。具体的如图4所示。
4 反转工位
反转工位动作主要由气动部件完成,由手指气缸,回转气缸,标准气缸来完成。当零件转至反转工位时,转盘停下,夹紧气缸夹住零件。标准气缸1向上运动连同零件一同抬起。之后回转气缸运动连同夹紧气缸和零件反转,标准气缸1再将零件放下,并放入底盘夹具上。完成零件的反转动作。如图5所示。
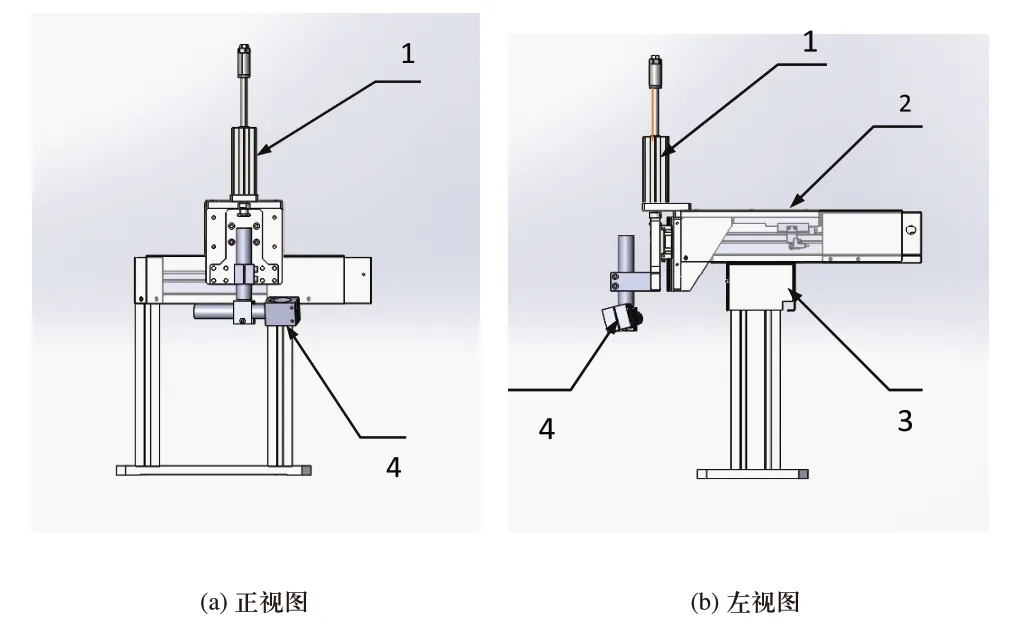
图4 打磨机构
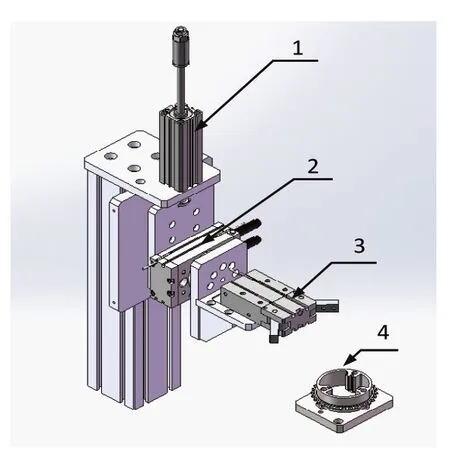
图5 反转工位结构
5 毛刺打磨机控制部分结构
毛刺打磨机控制部分主要由有PLC,触摸屏,转盘,气动毛刷,手持编程器组成。工人将要打磨的工件放入到1号工位上,设备检测装置检测到有工件放入时,气动夹紧装置。之后转到各个工位开始打磨。气动磨机由水平和竖直两个导轨控制毛刷的运动方向,即X、Y轴两个方向。连接气动磨机的是一个标准气缸,气缸的伸缩可以带动毛刷的运动。这样就完成了毛刷在空间中3个方向的运动。
手持微控制器由ARM和专门的运动控制芯片组成的控制板,界面为仿CNC加工数控编程界面外部和内部供电采用光耦隔离方式。支持20个程序存储,编程简单可靠。4.3英寸彩色液晶显示屏,分辨率为480×272。支持开机回零和手动回零。该系统采用开机回零方式,上电完成,水平方向和竖直方向导轨带动毛刷回到设定好的零位[3]。
PLC采用台达DVP60ES200R继电器输出型PLC,主要有36个输入点,24个输出点。DVP08XN211R数字量扩展模块4点输入,4点输出。触摸屏采用台达9英寸触摸屏。PLC和触摸屏主要控制转盘的转动和速度调节,工位检测,工位夹紧,以及各个气缸的电磁阀的开合。PLC和手持式编程器配合完成打磨。当转盘转到相应的打磨工位时,转盘停止转动,PLC发送信号给手持式编程器,手持式编程器根据编写好的程序控制水平方向和竖直方向的电机运动到要打磨部分的起点。气动打磨机开始转动,打磨完成后,气动打磨机停止转动。手持式编程器发送信号给PLC。PLC执行下一步操作。
6 触摸屏的设计
触摸屏采用台达的9英寸触摸屏,主要用于监控、显示当前状态信息和手动操作。主要有参数监控、手动控制、转盘监控、点动输出、参数设置6个显示界面。如图6所示。参数监控界面,具有手动模式、自动模式、停止3种模式选择,可以显示各个工位工作状态。以及吹气时间和总产量。
手动控制设置界面为手动控制调节单个工位运转情况,在手动模式下单独控制某一个工位的工作。
点动输出控制界面,这面界面的参数设置需要在停止的模式下进行。在停止模式下可以进行单个气缸的动作。
参数设置控制界面,可以进行工位动作的屏蔽,当不需要某工位时,可以手动停止该工位,即转盘不在该工位停止,并进行进一步地操作。吹气时间可以根据需要来设定。
报警监控设置界面,用于监控各个工位的运行情况,当有故障发生时,在该工作栏下输出报警信息,并有声光报警提示。可以检测设备异常报警。
由于不同的工件毛刺位置不同,所以选用了北京多普康公司的M2B基础版运动控制器,一种手持式微控制器。拥有18路输入,8路输出。如图7所示。既可以采用手动控制的方式,又可以采用数字编程自动模式去打磨。编辑界面如图8所示:可以设定相对运动,绝对运动,方便打磨有棱角的零件边缘飞边毛刺。也可以设定圆周运动,逆圆或者顺圆运动。Z轴方向的气动毛刷,跟气缸相连接,可以上下伸缩自如。
7 手持式微控制器编辑程序流程
手持式微控制器编程简单,主要设定运动时间、相对运动参数点,输入输出信号即可,具体的编程流程如图9所示,以下仅以第一段需要打磨程序为例。其他部位打磨程序相似,不做过多介绍。
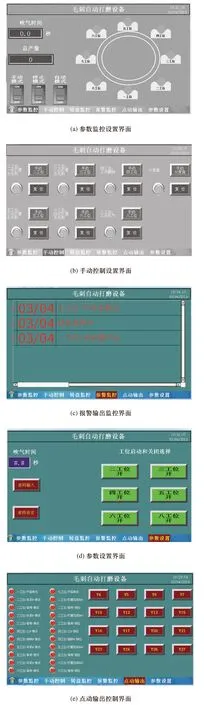
图6 触摸屏界面

图7 M2B基础版运动控制器
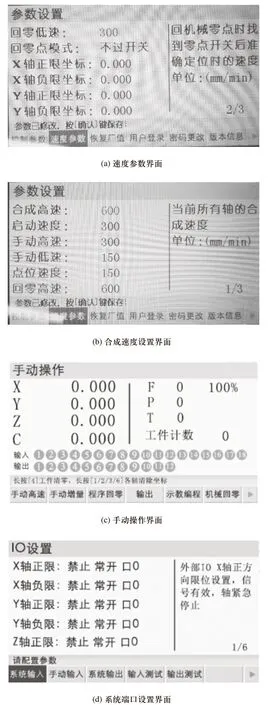
图8 手持式编程器设置界面
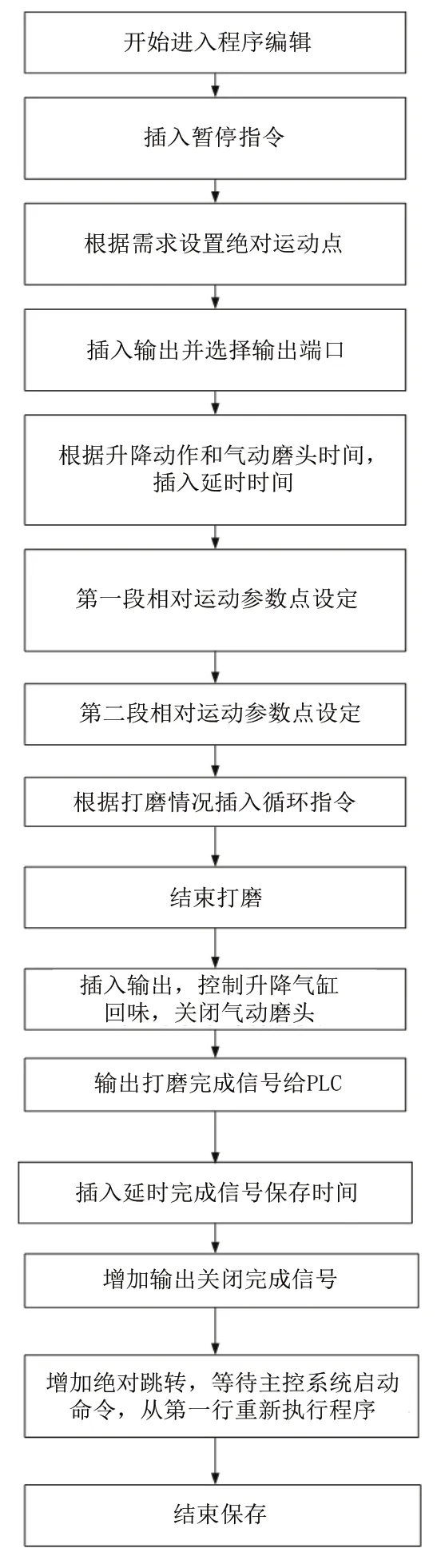
图9 手持式控制器编程流程图
8 手持式控制器程序
由于编程器为数字式编程,下面展示编程后的图片。根据流程图编程后的结果如图10所示。
9 打磨后效果
经过实地打磨测试,该通用型打磨机能够完美的清楚零件的毛刺,具体如图11所示。已用红色标出。
10 结语
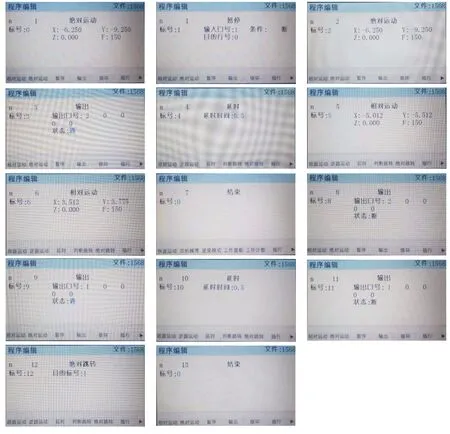
图10 手持式编程器编程过程

图11 打磨后效果
该通用型去毛刺设备,采用了PLC,触摸屏,手持式编程器结合控制的方式。不仅易于操作,编程简单,还可以电动运行控制。通过更换工装位底盘夹具,也适用于其他需要打磨的工件。经过实际工作测试检验可以达到良好的去毛刺效果。
猜你喜欢
中国交通信息化(2022年2期)2022-04-26
现代制造技术与装备(2022年3期)2022-04-21
中国金属通报(2021年6期)2021-07-01
装备制造技术(2020年4期)2020-12-25
装备制造技术(2019年12期)2019-12-25
装备制造技术(2019年12期)2019-12-25
电子制作(2019年19期)2019-11-23
学校教育研究(2019年19期)2019-11-23
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
