
水力旋流器故障分析与优化
2020-09-02 10:24贺启昌
石油和化工设备 2020年8期
贺启昌
(中海石油(中国)有限公司深圳分公司, 广东 深圳 518000)
1 海上平台水力旋流器的工作原理及故障
水力旋流器是重力聚结器的一种,它利用两种液体的密度差,借助于离心力,使油滴从水中分离出去。结构原理如图1和表1所示,含油污水沿切线方向进入圆筒涡旋段后形成旋流,进入缩径后由于截面改变,使流速增大形成螺旋流态,由于油和水的密度差,水附着于旋流管壁而油滴向中心移动。流体进入细锥段后,截面不断缩小,流速继续增加,离心力也随之增大,小油滴被挤入锥管中心聚合形成油芯。净化水沿着旋流管壁呈螺旋线向前流动从集水腔流出,低压区的油芯向后流动并从溢流口排出,完成油水分离。
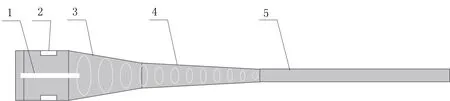
图1 水力旋流器原理图

表1 水力旋流器结构名称及作用
但在海上平台现场应用中,水力旋流器常出现分离效果不理想的情况,例如:某海上平台水力旋流器进口OIW(水中油含量)为60mg/L左右,经水力旋流器处理后外排水OIW(水中油含量)平均值在17.5mg/L,介于公司对外排水年度排海指标要求的上限,对海上平台的稳定生产带来不小的压力。针对出现的问题,平台人员采取了工艺流程优化、更换化学药剂、加密反冲洗等多项措施,但水力旋流器的分离效果仍无明显好转,需要经常人工拆洗才能达到较好的处理效果。通过拆洗水力旋流器,发现水力旋流器工况变差的主要原因是由于油泥堵塞了旋流管的溢流口和含油污水入口,造成水力旋流器处理量下降,最终导致水出口含油升高,如图2所示。
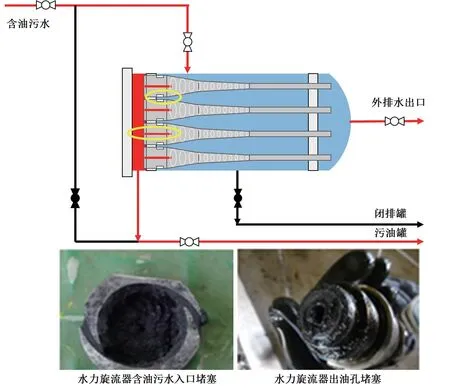
图2 水力旋流器流程原理图和拆解图
2 水力旋流器堵塞原因分析
为稳定生产流程并减轻现场人员的劳动强度,平台人员组织多次头脑风暴,对水力旋流器堵塞的成因及反冲洗效果进行分析并尝试找出解决方案。
2.1 旋流管含油污水入口堵塞原因分析
油田在正常生产时含油污水中难免含油泥沙等杂质,当含有杂质的生产水经旋流管切线进入到旋流管后,在离心力的作用下将油和水进行分离,分离的油经溢流口进污油腔排至污油罐。当油经过溢流口时,在旋流腔形成回压,导致油中的杂质流速减慢在旋流腔处堆积,随着投用时间的推移,旋流管入口和旋流腔慢慢被杂质填满。
2.2 旋流管出油孔堵塞原因分析
在旋流腔杂质积聚的同时,由于溢流口的孔径很小(直径约1.5mm),大部分杂质不能经过溢流口排到外面,久而久之导致杂质堵塞溢流口而使水力旋流器失效。另外长期运行水力旋流器油相出口往往聚集了大量油泥,反冲洗的液体会将油泥反推至溢流口,进一步加剧溢流口堵塞,如图3、图4所示。
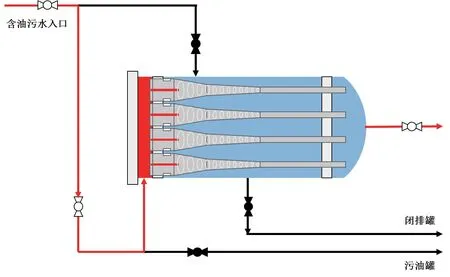
图3 原水力旋流器反冲洗流程图

图4 水力旋流器油相出口图
2.3 水力旋流器使用后期反洗无效原因分析
如图3和图4所示,原水力旋流器反冲洗方式为:将进口的含油污水引至油相出口经溢流口进入旋流管。经现场拆解,发现原反冲洗方式存在以下问题:
(1)因溢流口孔径很小,导致实际进入旋流管冲洗的液体很少,无法有效冲刷旋流管。
(2)原反冲洗流程不能对旋流器水腔和旋流管进行反洗,旋流器水腔中的沉砂、油泥等冲洗不掉。
(3)原反冲洗流程会将油相出口聚集的油泥,反推至溢流口,进一步加剧溢流口堵塞。
3 改进措施
为解决水力旋流器堵塞问题,现场人员对存在的问题逐一讨论,不断优化水力旋流器反冲洗方案和流程。经不断摸索和优化,在冲洗方式上进行了优化改造,很大程度上改善了水力旋流器反冲洗效果,优化后的方案如图5所示,红色管线为优化改造的管线。
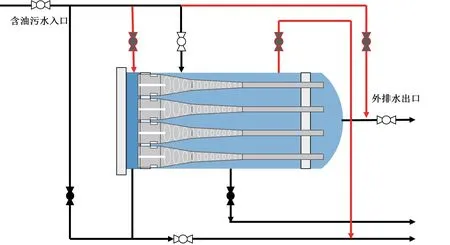
图5 流程改造后的水力旋流器流程图
经过流程改造后的水力旋流器能实现以下冲洗功能(不用手动拆洗):
(1)能对旋流管入口及混合水腔上部的浮油区和下部油泥进行高压反洗。
(2)能对旋流管溢油口进行高压正洗和反洗。
(3)能单独对旋流管油相出口的污油腔进行冲洗排砂。
经改造的水力旋流器除油效果明显改善,同时降低了现场手动拆洗频率,如图6所示。
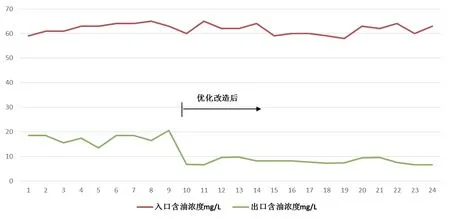
图6 流程改造后的水力旋流器污水化验数据
4 结论
根据对旋流器工作原理、油田污水处理性质、生产历史数据等进行分析研究,结合油田实际,制定了水力旋流器改造方案,经现场实施证明,优化改造后水力旋流器工作正常,人工开盖清洗频率由每季度一次减少至每年一次,减轻了现场员工的劳动强度。通过对水力旋流器处理效果的分析,有效地降低了外排水的含油量,为解决其他水力旋流器故障提供了参考。
◆参考文献
[1] 《海洋石油工程设计指南》编委会. 海洋石油工程设计指南(第二册)[M].北京:石油工业出版社,2007.
[2] 张婷婷. 水力旋流器操作参数优选[J].科技创新导报,2015,(4):70.
[3] 赵东. 水力旋流器发展概况及趋势[J].矿业工程,2007,5(4):15-16.
[4] 蒋明虎,赵立新,等. 旋流分离技术[M].哈尔滨:哈尔滨工业大学出版社,2000.
[5] 赵庆国,张明贤. 水力旋流器分离技术[M].北京:化学工业出版社,2003.
[6] 苏宝金. 选煤厂水力分级旋流器串联脱泥工艺探究[J].煤炭技术,2015,(11):239-241.
[7] 况美生,陈雪峰. 水力旋流器回收粗煤泥的应用实践[J].江西煤炭科技,2004,(2):31-32.
[8] 徐志杰,牛东方. 安太堡选煤厂分级旋流器组技术改造实践[J].河南科技,2015,(20):80-82.
[9] 任连成,梁政,钟功祥,等. 基于CFD的水力旋流器流场模拟研究[J].石油机械,2005,33(11):15-17.
[10] 倪玲英. 溢流口直径对原油预分水旋流器性能的影响[J].石油机械,2001,29(2):8-9.
[11] 蒋明虎,王尊策,李枫,等. 结构及操作参数对旋流器切向速度场的影响[J].石油机械,1999,27(2):16-18.
[12] Kensal DF.A.Study of the motion of solid particles in a hydraulic cyclone[J].Trans.Inst.chem.eng.1952,20:87-104.
猜你喜欢
全面腐蚀控制(2022年2期)2022-11-28
油气田环境保护(2022年3期)2022-07-04
绿色环保建材(2021年10期)2021-11-13
能源化工(2021年3期)2021-08-13
北京航空航天大学学报(2021年7期)2021-08-13
润滑油(2021年3期)2021-06-15
空军工程大学学报(2020年3期)2020-07-13
石油工业技术监督(2020年12期)2020-04-02
时代汽车(2018年6期)2018-07-15
山东工业技术(2016年15期)2016-12-01
