
PQF 三辊连轧管机辊缝调整
2020-09-02 03:54卢立锋王庆伟
钢管 2020年2期
卢立锋,王庆伟
(天津钢管制造有限公司,天津 300301)
PQF 三辊连轧管机的孔型一般都是按该孔型所轧制使用最大直径芯棒的名义壁厚进行设计的[1-2]。用同一孔型轧制不同壁厚的规格时,需要使用与此相适应的芯棒。生产中,若没有与钢管壁厚相对应的芯棒时,则采用与之最接近的芯棒来替代,并辅以适当的辊缝调整来满足所要求的钢管壁厚[3-4]。
三辊连轧管机成品孔型通常采用带圆弧侧壁的圆孔型,其孔型槽底圆弧半径R1的圆心在坐标原点上,三辊连轧管机孔型形状如图1 所示。将成品孔型的前一架孔型称为成品前孔型,为了使三辊连轧管机所轧制钢管的壁厚更为均匀,一般将成品前孔型和成品孔型设计成形状和尺寸相同的孔型。使用这种孔型轧制钢管时,因前后机架的轧辊呈60°交替分布,所以成品前孔型的槽底和辊缝处的管壁在成品孔型中分别为辊缝和槽底,且在30°处成品前孔型和成品孔型交叠,形成在整个圆周上的等壁厚,因而从成品孔型出来的钢管壁厚分布是均匀的,其值等于成品孔型高与芯棒直径(热态芯棒直径)之差的一半。
对于PQF 三辊连轧管机辊缝的调整,基本上是参照末架孔型的平均等效壁厚[5-7]。平均等效壁厚是理想壁厚,它是在芯棒直径上形成的具有均匀厚度的环形截面。参照此平均等效壁厚进行轧机调整,轧辊孔型可以调整至名义规格,也可以调整至比名义规格大一些或小一些的规格(简称为大规格调整或小规格调整),这取决于平均等效壁厚的大小。

图1 三辊连轧管机孔型形状示意
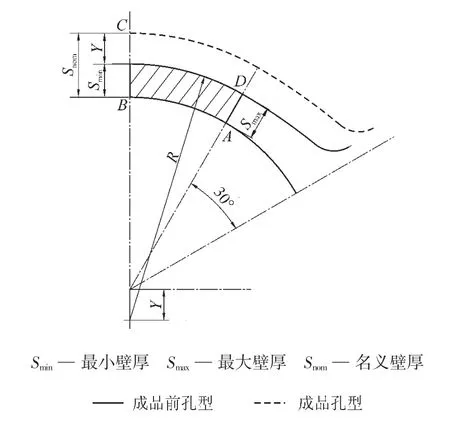
图2 小规格调整时钢管壁厚沿横断面上的分布示意

图3 小规格调整时钢管断面壁厚曲线
按孔型名义规格进行调整时,芯棒直径上形成的平均等效壁厚的环形截面的轮廓应与轧辊孔型形状吻合。孔型名义规格下平均等效壁厚产生的最大偏差值,使得一种给定的芯棒可以轧制出一定壁厚范围的钢管,这就取决于钢管横断面的最大允许壁厚公差。用同一种芯棒轧制不同壁厚的钢管,其规格壁厚附加公差应限制在3.5%以内。
1 轧辊孔型的小规格调整
1.1 平均等效壁厚的计算
当孔型直径调整的比名义孔型直径小,称为小规格调整。小规格调整时,辊缝调整量Y 为负值(计算时取绝对值),实际的孔型高度变小,相当于孔型产生了偏心,因而此时孔型槽底处的管壁最薄,而两侧的管壁逐渐变厚。由于轧辊孔型弧线与芯棒表面之间的间隙从槽底向辊缝处逐渐变大,因而成品前孔型槽底处的管壁在进入成品孔型辊缝处后,其壁厚仍保持不变,所以从成品孔型轧出的钢管,其壁厚沿横断面上的分布如图2 所示,槽底处和辊缝处最薄,在60°处最厚。
根据小规格调整时钢管断面壁厚曲线(图3)可知:曲线CD 为顶点在C 点并通过点D 的抛物线,其方程式为y=ax2。设AB=1,a=DE=Smax-Smin,在B 和A 区间,即在0 和1 之间对y 积分,即得到此值为与DEC 面积具有相同底边AB 的等效三角形的高[8-9]。因此,平均等效壁厚Smean为:

又因Smin=Snom-Y,Smax=Snom-Ysin30°=Snom-0.5Y,故公式(1)可转化为:

在公式(2)中,Snom、Y 已知。
1.2 辊缝调整量的计算
将Smin、Smax和Smean的计算公式代入小规格调整产生的壁厚附加公差Δ的公式中,可得小规格调整下的辊缝调整量Y小:

2 轧辊孔型的大规格调整
2.1 平均等效壁厚的计算
孔型直径调整的比名义孔型直径大时,称为大规格调整。大规格调整时,辊缝调整量Y 为正值,实际的孔型高度变大。此时轧辊孔型弧线与芯棒表面间的间隙,在成品前孔型槽底处最大(90°方向),向两侧逐渐变小,到成品孔型槽底处最小(30°方向),如图4 所示。

图4 大规格调整时钢管壁厚沿横断面上的分布示意
成品前孔型槽底处的管壁进入成品孔型辊缝处后,在90°至60°范围内未受到成品孔型轧辊的压缩,但在60°至30°范围受到成品孔型轧辊的压缩[10-11]。从图4 中可以看出,90°处钢管壁厚S90=Snom+Y,S60=Snom+Ysin60°=Snom+0.866Y,S30=Snom+Ysin30°=Snom+0.5Y。
从图4 所示的轧辊弧形曲线可以看出,如果在成品前孔型及成品孔型上的辊缝调整量以Y 来表示,则所轧制的钢管的几何尺寸可以分为两种不同的情况:①从90°至60°的管子的壁厚由成品前孔型顶部决定;②从60°至30°的管子的壁厚由成品孔型顶部决定。
为了确定平均等效壁厚,仍按小规格调整断面的方法进行,大规格调整时钢管断面壁厚曲线如图5 所示,若将调整断面所形成的曲线看作抛物弧线,则对相应曲线积分后得到的值为与面积BCD、CEF 具有相同底边的等效三角形的高。

图5 大规格调整时钢管断面壁厚曲线
对于90°至60°弧线段,Smin=Snom+Ysin60°,Smax=Snom+Y;因此,大规格调整时90°至60°弧线段的平均等效壁厚Smean1为:

对于60°至30°弧线段,Smin=Snom+Ysin30°,Smax=Snom+Ysin60°;因此,大规格调整时60°至30°弧线段的平均等效壁厚Smean2为:

将公式(5)~(6)代入Smean=(30Smean1+30Smean2)/60,可得图5 所示断面的平均等效壁厚Smean为:

2.2 辊缝调整量的计算
将Smin,Smax和Smean的计算公式代入大规格调整产生的壁厚附加公差Δ 的计算公式中,可得大规格调整下的辊缝调整量Y大:

3 芯棒所对应钢管壁厚范围的求解
在小规格调整时,辊缝调整量Y小为钢管壁厚范围的下限;在大规格调整时,辊缝调整量Y大为钢管壁厚范围的上限。因而,在已知壁厚附加公差Δ的情况下,综合小、大规格调整的辊缝调整量Y小、Y大,可得到某一芯棒在辊缝调整时所能轧制的钢管壁厚范围,即Snom-Y小≤S≤Snom+Y大。
因而,在给定壁厚附加公差Δ 的条件下,可以求出已知芯棒所对应的钢管壁厚范围。
4 探讨与结论
在PQF 连轧管机中,通过辊缝调整可有效增加在同一芯棒规格下的钢管壁厚轧制范围,大大降低芯棒规格的储备量,有效地降低成本,但通过分析探论可知,辊缝的调整造成了钢管横向壁厚的不均匀性,严重影响了钢管壁厚精度,因而在实际生产过程中,连轧管机组应根据产品的壁厚标准和客户要求,适当进行取舍,以满足市场需求和经济价值。
辊缝调整对孔型壁厚的影响见表1,列举了Φ 460 mm PQF 连轧管机294 mm 和369 mm 孔型中某一特定芯棒直径所对应的名义壁厚,在设定附加公差为3.5%时,辊缝调整对孔型壁厚的影响。
分析表1 所列出的数据,在PQF 三辊连轧管机辊缝调整中,在给定芯棒规格和设定壁厚附加公差的条件下,得出以下结论:①调节辊缝将伴随产生钢管壁厚的横向不均,降低钢管壁厚精度;②无论是小规格调整还是大规格调整,辊缝调节量越大,则钢管壁厚的不均性越严重;③钢管壁厚越薄,辊缝调节量对壁厚不均性的影响越明显;④在小规格调整的量和大规格调整的量相同的条件下,大规格调整产生的壁厚不均性更大;⑤壁厚附加公差随辊缝的调整量变化,且趋势一致。

表1 辊缝调整对孔型壁厚的影响
5 结 语
通过对PQF 三辊连轧管机小规格和大规格辊缝调整的分析,在PQF 连轧管机组中,各孔型系列在选配相应的芯棒系列时,应根据产品大纲的产品规格和产品标准所要求的附加公差值,适时选定芯棒系列的跨度,尤其是针对薄壁管的产品时,为了获得良好的壁厚精度,应尽量减小芯棒系列的组距。
猜你喜欢
山东冶金(2022年4期)2022-09-14
山东冶金(2022年1期)2022-04-19
天津冶金(2021年4期)2021-08-18
钢管(2020年5期)2020-12-22
金属世界(2018年3期)2018-06-11
科技风(2018年35期)2018-05-14
现代冶金(2018年6期)2018-02-20
商情(2017年38期)2017-11-28
建筑建材装饰(2017年8期)2017-07-06
山东工业技术(2014年12期)2014-05-03
