737NG飞机中央翼盒后梁垂直压力腹板裂纹修理浅析
2020-09-10 07:22崔伟刚
信息技术时代·下旬刊 2020年5期
介绍了737NG 飞机中央翼盒后梁垂直压力腹板甲板BL 32 到 BL 45裂纹裂纹的成因,并结合定检维修经验对裂纹损伤修理方案进行了分析总结,为同类修理提供参考,并给出了修理后检查间隔和检查方法,从而满足飞机损伤容限设计。
垂直压力腹板;修理;化学铣;检查
Vertical Pressure Deck Web;Repair;Chem-Milled;Inspection
1.概述
随着国内波音737NG飞机不断老龄化,737NG飞机中央翼油箱后垂直压力腹板甲板BL 32 到 BL 45裂纹故障已成为一种常见故障,裂纹故障出现的时间为5C-8C高级别定检,飞机的运营时间一般为30000飞行小时或20000飞行循环,通过手册方案的使用,针对该类裂纹损伤修理做出分析和总结。
2.裂纹的成因
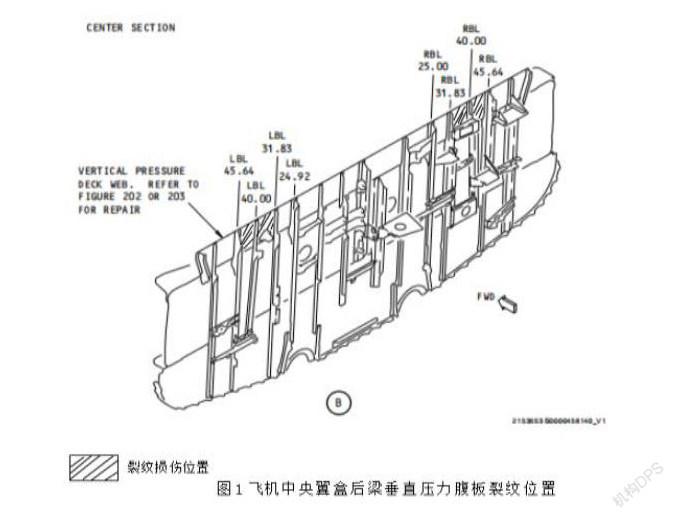
此腹板位于增压区内并存在化学铣的台阶,飞机每一次起飞和降落,机舱都会经历一次加压和减压的过程,使此腹板出现周期性膨胀和收缩,压力不能完全传,从而造成了疲劳裂纹;另外腹板位于主轮舱内,环境条件恶劣,從而加速了裂纹的增长,其发生区域如图一所示。

3.修理方案的介绍
修理方案采用挖补修理方法,将产生裂纹,失去强度的腹板去除掉,防止裂纹继续扩展,通过补片修理,从而恢复此腹板的强度,满足适航要求。
3.1适用性
挖补修理适用于飞机线号1-3457之间;其中包括由补充型号证书(STC) ST00830SE改装的飞机,线号779、787、836飞机除外,损伤位于中央翼盒后梁垂直压力腹板STA 663 / BL 32 到 BL 45,化学铣后厚度为0.040in和0.045in的腹板。
3.2方案实施
1)根据损伤具体位置,结构修理手册给出了2种修理选择,修理1是损伤在BL32到BL 37单框之间;修理2是损伤在BL32到BL 45两框之间,那么可以理解为,修理1只适用于裂纹出现在一个框内,修理2适用于裂纹出现在两个框之间任意一个框内。
2)接近损伤区域,需要相关专业在客舱拆除座椅和地板;主轮舱拆除施工所干涉的管路、线束支架,调松钢索,对于右侧还需要拆掉B系统液压油箱。
3)设计紧固件位置和数量,注意保证化学铣边距2D(D为紧固件直径),紧固件不允许设计在化学铣半径过渡区域;可以在主轮舱内进行设计排钉,可以清楚看到化学区域,在设计排钉到靠近BL25和BL45靠近加强肋Stiffener时,还要兼顾到客舱内加强肋Stiffener的边距问题,可以进行预排孔,在远离加强肋两排孔,第三排孔上使用3/32钻头钻孔,然后进入客舱,测量此孔到客舱加强肋Stiffener的距离,是否同时满足2D边距的要求,如果不满足,侧进行调整,然后使用3/32钻头进行其余紧固件孔的引孔工作。
4)去除损伤,对于修理1,只需要除去裂纹损伤的区域并保证切口半径最小0.5in(12.7mm),对于修理2需要沿BL31.83做为切割口至BL45腹板全部移除,此腹板原始厚度较厚0.15in,在移除过程中,可以切成多数小片。切割根据位置不同,可使用切割锯和气钻,腹板连接上弦条和下支撑架的位置,需要使用钢板插入腹板和结构之间,保护结构误伤,其余位置可以使用切割锯或手锯;然后使用高频涡流检测设备进行切口断面检测,确保无裂纹。
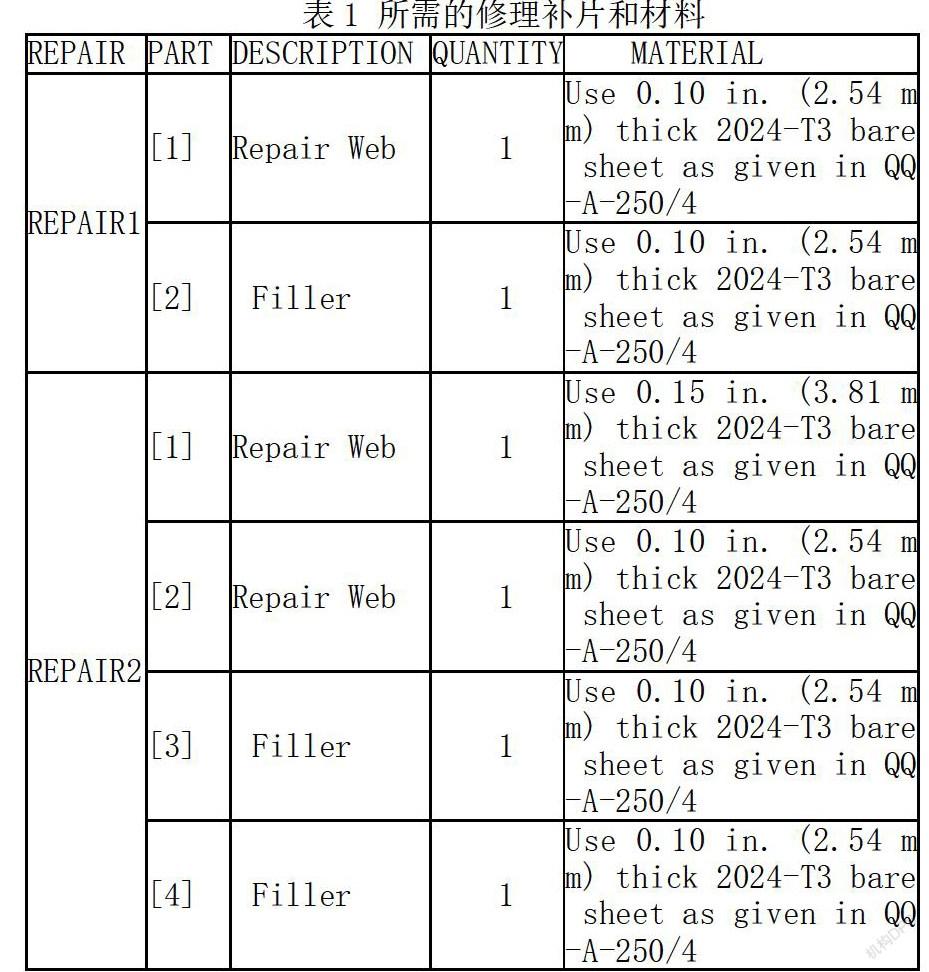
5)按照结构修理手册SRM57-10-10-2R-3要求制作修理补片并完成紧固件引孔,需要注意在修理2中制作补片[1]Repair Web,可以使用同等材料厚度为0.16in机械加工成所需厚度,保证125Ra 或更好的表面粗糙度,修理中所需修理补片和材料如表1所示。
6)对修理件以及原始结构去除刻痕、划痕、凿痕、毛刺、利边等轻微损伤后进行防腐处理,最后对修理部件和区域施加一层BMS 10-11,Type I底漆。
7)涂抹BMS5-95密封胶后安装修理各修理件,所用到的垫片厚度不能超过0.02 in. (0.51 mm)。
8)安装紧固件密封,并对修理件进行填角密封,恢复涂层并涂抹防腐剂。
9)恢复飞机至可用状态。
4.施工过程中的风险点和注意事项
1)对于此类似工作,使用塑料膜进行非工作区域保护,对于断开的管路使用堵头进行封堵,防止铝屑进入管路;对于线束使用保护胶带进行临时固定和保护,防止切割工具误伤。
2)修理1,在安装紧固件时,由于化学铣台阶,导致安装不同长度的紧固件,在安装前,使用量具进行准确测量,从而避免紧固件反复拆装,造成时间浪费。
![]() 3)對于修理1补片引孔,需要先把修理补片放置客舱面,在主轮舱面通过设计紧固件孔的位置,从后向前进行引孔,对于修理2补片,首先通过上下结构件原始紧固件孔进行引孔,然后通过拆掉的旧腹板进行剩余紧固件的引孔。
3)對于修理1补片引孔,需要先把修理补片放置客舱面,在主轮舱面通过设计紧固件孔的位置,从后向前进行引孔,对于修理2补片,首先通过上下结构件原始紧固件孔进行引孔,然后通过拆掉的旧腹板进行剩余紧固件的引孔。
4)腹板最下端BL35.00,有一排水孔,在修理补片下端留有间隙,防止堵塞排水孔,最后安装完后,可进行水流测试。
5.后续检查要求
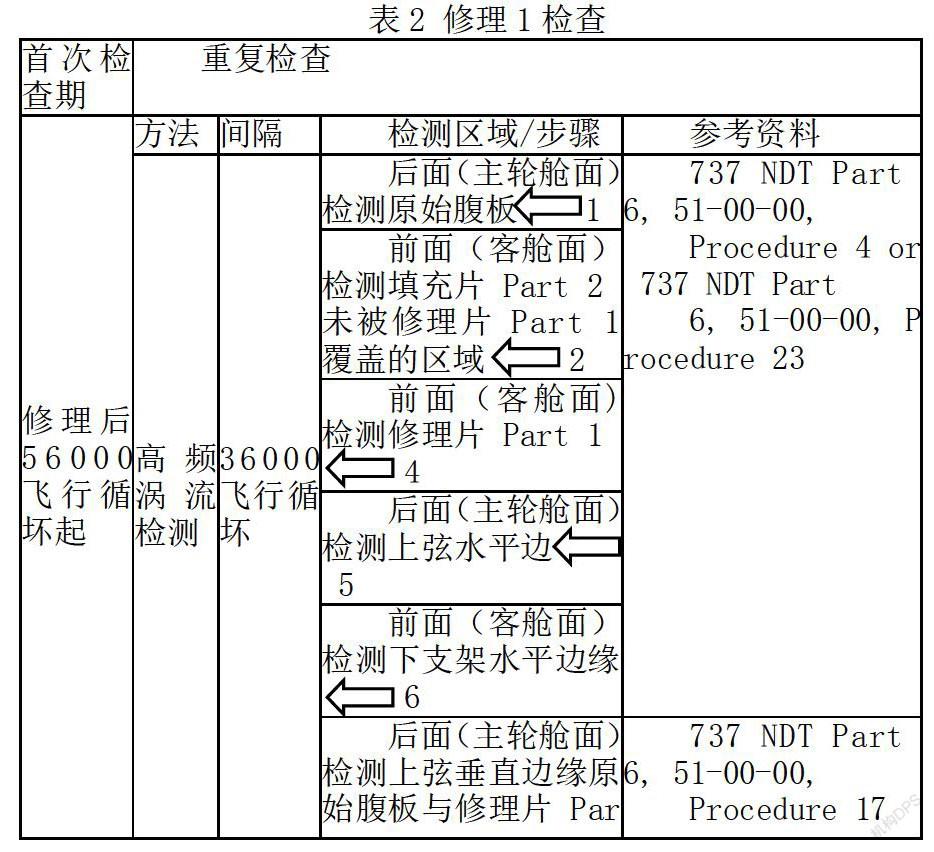
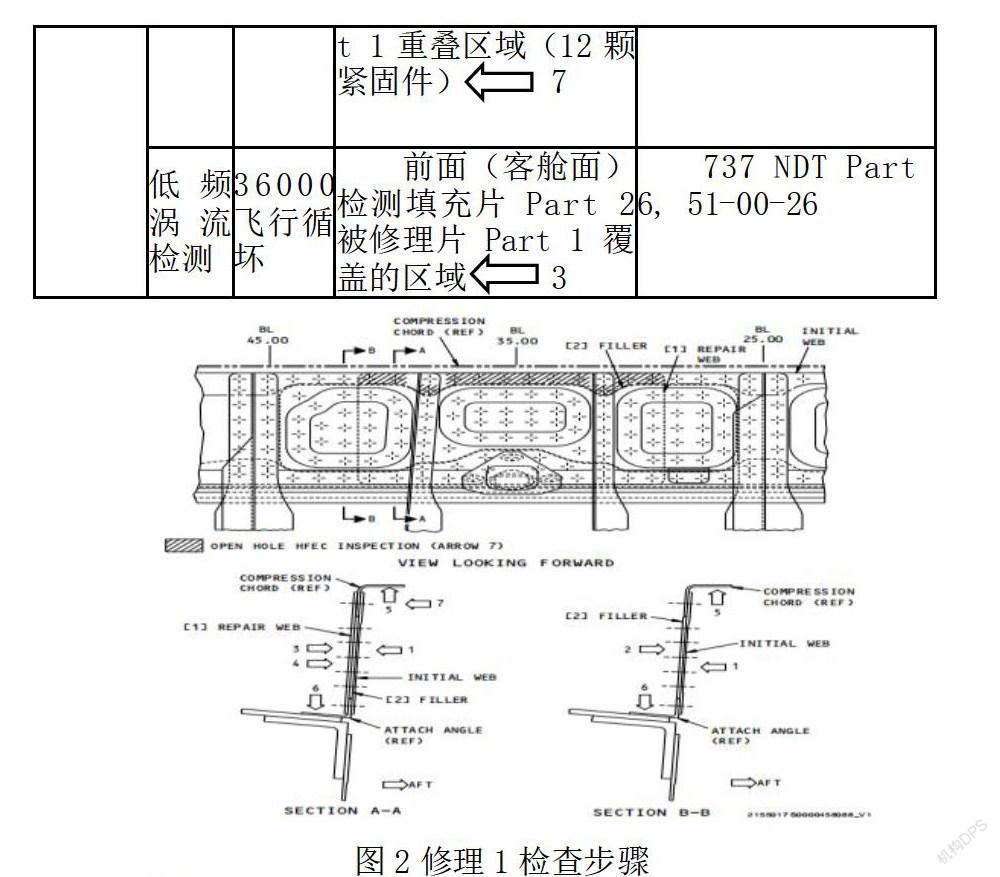
本方案经波音进行损伤容限评估和分析后定义为B类修理,即永久性修理结合后续检查,以便及时发现可能的疲劳裂纹或其他损伤,在后续检查时,需要用到高频涡流检测仪和低频涡流检测仪设备,高频涡流检测仪只能用来检工件表面的缺陷;低频涡流检测仪可以用来检测工件内部损伤缺陷,下面用修理1举例说明具体检查方式和方法,分别见表2/图2。
6.结束语
通过本文介绍,建议航空公司关注此区域结构检查,使工作者更好选择准确可行的方案,避免维修过程中出现的偏离,确保高效、高质量完成修理工作,确保飞机持续适航性和可用率。
参考文献
[1]Boeing. 7 37-800 STRUCTURE REPAIR MANUAL Rev68[Z].2019-11-10.
作者简介:崔伟刚,工程师,主要从事飞机结构修理工作。
猜你喜欢
交通科技与管理(2022年8期)2022-05-07
内燃机与配件(2022年2期)2022-01-17
安邸AD(2021年4期)2021-05-17
疯狂英语·读写版(2020年9期)2020-09-27
时代汽车(2020年14期)2020-09-06
科技视界(2020年15期)2020-08-04
科技视界(2020年4期)2020-04-26
锦绣·上旬刊(2019年1期)2019-10-21
中学生数理化·高三版(2017年3期)2017-04-21
WTO经济导刊(2014年5期)2016-03-22