SQ460FRW抗震耐蚀耐火钢气保焊焊接技术
2020-09-10 07:22王垒刘中华张伟赵英建苏英强曾祥文俞奇效刘锟
电焊机 2020年5期
关键词:坡口
王垒 刘中华 张伟 赵英建 苏英强 曾祥文 俞奇效 刘锟

摘要:通过焊接性试验对28 mm厚的新钢种SQ460FRW抗震耐蚀耐火钢进行焊接工艺研究。改善了焊接坡口,对比纯CO2和混合气体保护下对接平焊的差异,对气保焊对接接头平焊、立焊、横焊、仰焊和十字接头横焊、立焊进行了工艺评定。在十字接头中应用了双面双弧单熔池同步同向焊接、高速脉冲压缩电弧技术、双面K型坡口35°+4 mm间隙等焊接方法,焊缝无损检测、力学性能检测、宏观金相、冲击试验、微观金相组织观察等各项检测内容均合格,可用于指导后续新钢种的实际应用。
关键词:坡口;工艺评定;同步同向焊接;高速脉冲压缩电弧
中图分类号:TG444+.72文献标志码:A文章编号:1001-2303(2020)05-0027-04
DOI:10.7512/j.issn.1001-2303.2020.05.05
0 前言
随着我国高层钢结构建筑和重点工程的发展建设,建筑结构用钢高强度、长寿命和安全性等方面的需求越来越迫切。发展高强度级别,同时兼备抗震、耐蚀及耐火特征的高性能建筑钢,攻克保障钢材性能与质量稳定一致的关键技术,解决应用配套难题,是实现新一代建筑结构钢研发、推广与应用的重点。
隨着国家重点研发计划“建筑结构用抗震耐蚀耐火钢”课题深入研究,460 MPa级建筑结构用抗震耐蚀耐火钢板(以下简称SQ460FRW)和配套的焊材得到了一定的量产。为了加快新钢种在实际工程中的推广应用,需深入研究新钢种可焊性、与焊接材料的匹配性,与新型脉冲焊机(高速脉冲压缩电弧技术)、已有焊接小坡口、双面双弧单熔池同步同向焊接等多项高效焊接技术的适应性。同时,摸索验证新钢种各个焊接位置及接头形式的焊接参数也是研究重点。
针对28 mm厚新型钢种,采用新研制的气体保护焊焊丝进行CO2气体保护焊试验。通过一系列焊接试验[3],得到了新钢种合理的焊接参数;解决了高效焊接方法及技术的适应问题;同时,结合新钢种在各焊接位置的焊缝无损检测、力学性能检测、宏观金相、冲击试验、微观金相组织观察等合格检测数据,确定了合理的工艺参数,编制出新钢种焊接工艺评定,为后续新钢种的实际应用提供参考。
1 试验材料和设备
试验用SQ460FRW钢板板件尺寸为300 mm×600 mm×28 mm(厚度),焊接设备为新型脉冲气保焊机,焊丝为钢铁研究总院研究的新型高强焊丝G2。
2 钢板和焊丝复验
针对钢板及焊接材料首先进行进场复验[5],钢板进场复验内容主要为力学性能[抗拉强度、屈服强度等均略高于质保书,-40 ℃冲击略低于质保书测试值(平均280 J),屈强比为0.84,硬度值为209~219 HV],钢板各向性能均优、化学成分与质保单基本一致(Ceq=0.41)。
焊丝进场复验内容主要为熔敷金属试验,抗拉强度、屈服强度均高于质保书测试值,延伸率略低于质保书,低温冲击韧性高于质保书;化学成分中C含量略低于质保书,其他元素含量均略高于质保书,焊接材料匹配为等强匹配或超强匹配。
3 高速脉冲压缩电弧技术
新型脉冲气保焊机采用高速脉冲压缩电弧技术,与常规气保焊相比具有以下优势:无飞溅、焊接HAZ熔深大、焊接效率高、焊接接头力学性能优良、可靠等。
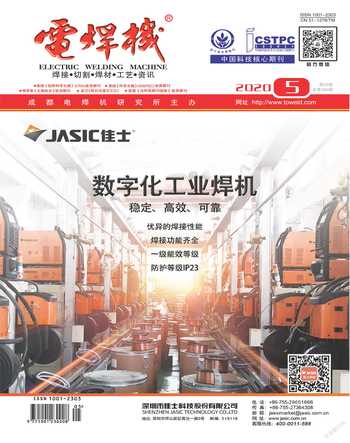
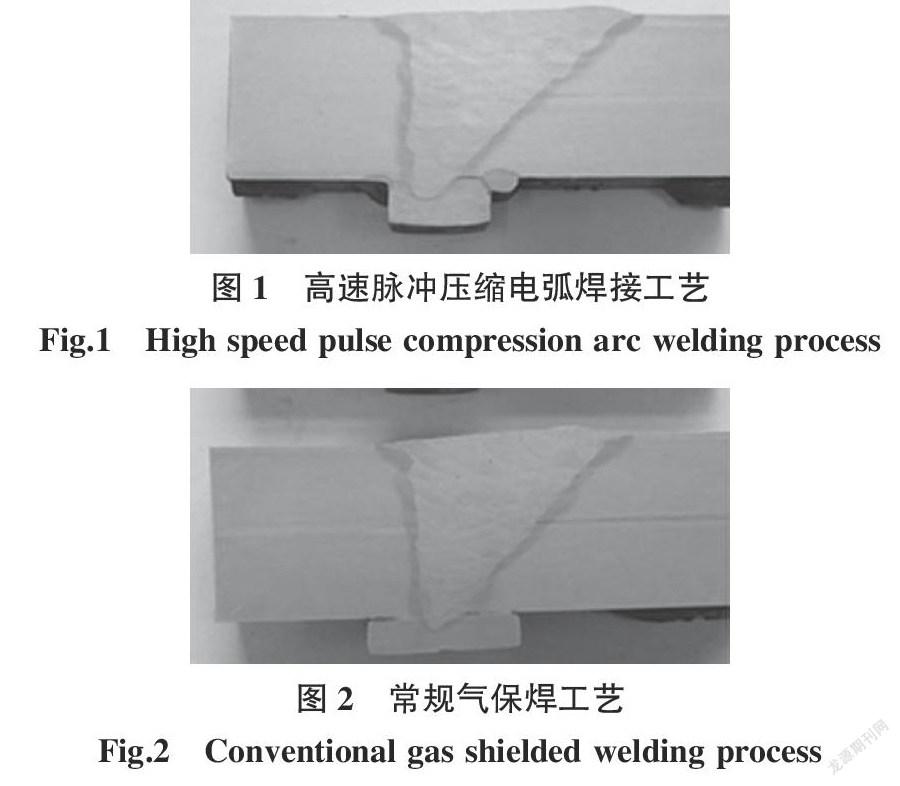
关于45 mm厚度板件新型脉冲气保焊与常规气保焊对比试验,新型脉冲气保焊焊接28道(见图1),常规气保焊焊接32道(见图2);新型脉冲气保焊(高速脉冲压缩电弧技术)焊接工艺相比传统常规气保焊焊接工艺,熔敷效率提高了12.5%[4]。
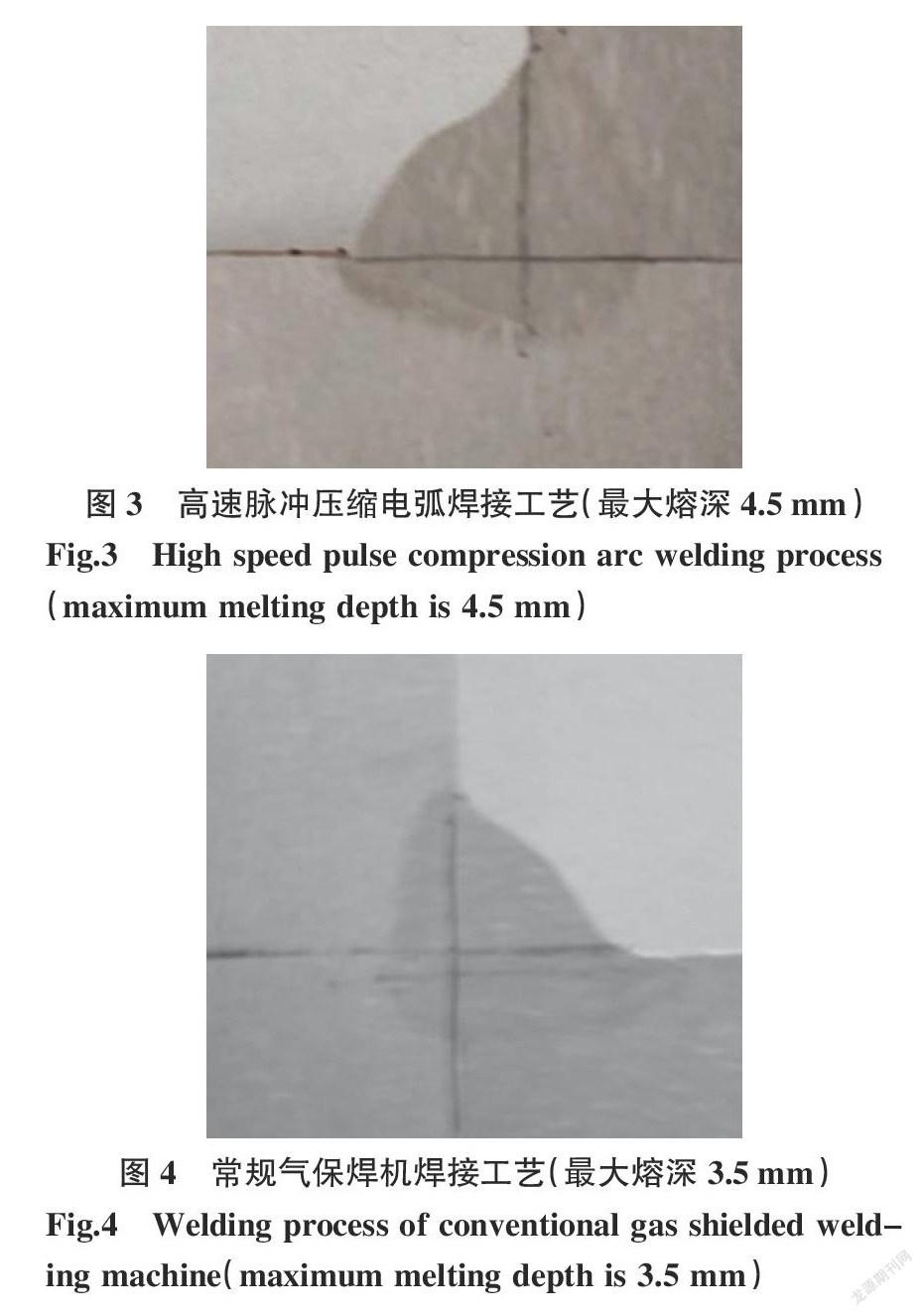
针对高速脉冲压缩电弧和常规气保焊工艺进行焊接HAZ熔深对比试验分别如图3、图4所示,高速脉冲压缩电弧焊接工艺熔深明显优于常规气保焊工艺。
4 气保焊小坡口试验
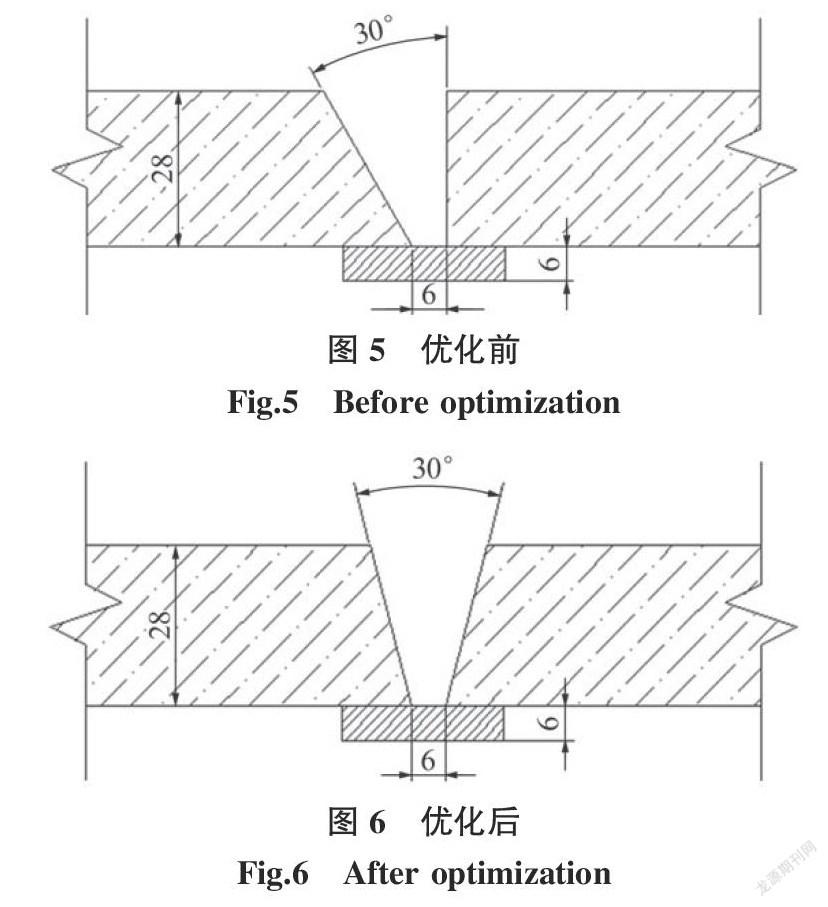
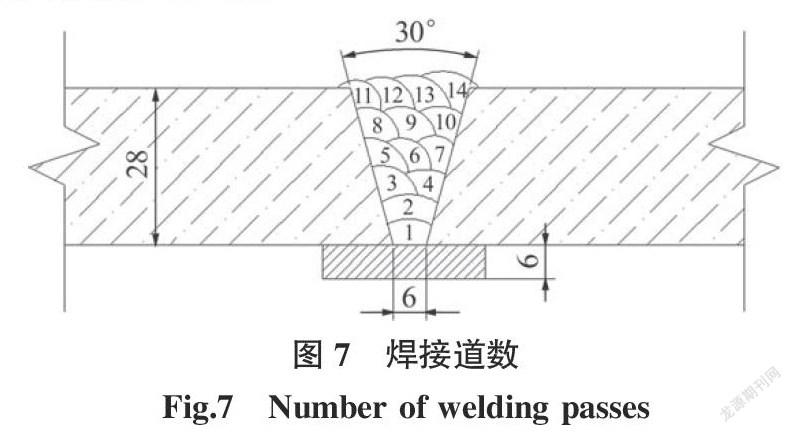
气保焊平焊保护气体为φ(CO2)20%+φ(Ar)80%,坡口选择30°+6 mm间隙单面坡口(见图5),气保焊焊接完成后,进行UT探伤发现直边厚度25 mm处有缺陷,反复焊接后仍测出类似缺陷,后续对坡口进行优化,选择双面坡口30°+6 mm间隙坡口(见图6),焊接后UT和射线探伤合格。
5 气保焊保护气体对比试验
为保证钢板在工厂的适应性,对纯CO2和混合气体φ(CO2)20%+φ(Ar)80%进行平焊对比试验。
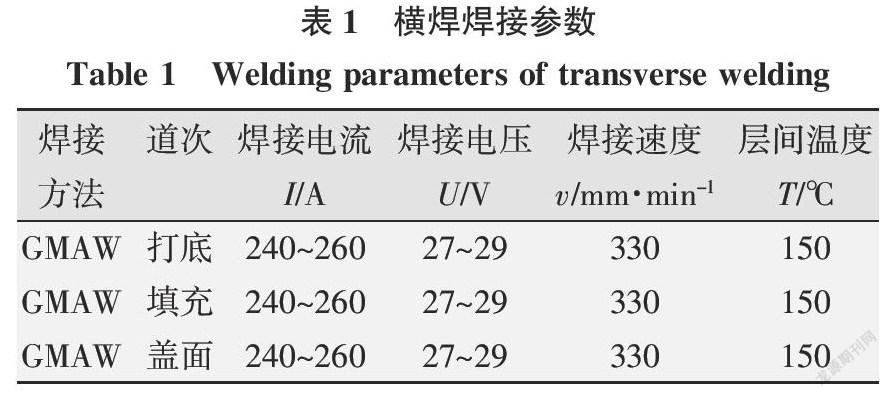
28 mm厚Q460抗震耐蚀耐火钢平焊对接接头,采用新型脉冲焊机,V型坡口,坡口角度30°+6 mm间隙(见图6),焊接道数如图7所示,焊后进行外观、射线(RT)检测、冲击(-40 ℃)、拉伸(2件)、弯曲(4件)试验以及宏观形貌及微观金相组织观察(焊缝区、热影响区)。
结果表明,相同条件下混合气体φ(CO2)20%+φ(Ar)80%焊缝质量各检测参数均合格,纯CO2焊后焊缝中心区域低温冲击韧性明显下降,焊缝中心和热影响区-40 ℃冲击均不合格。原因是纯CO2焊接过程中合金元素烧损严重,导致焊缝金属低温冲击韧性不合格。
6 气保焊(混合气体)横焊、立焊、仰焊对接接头工艺评定[2]
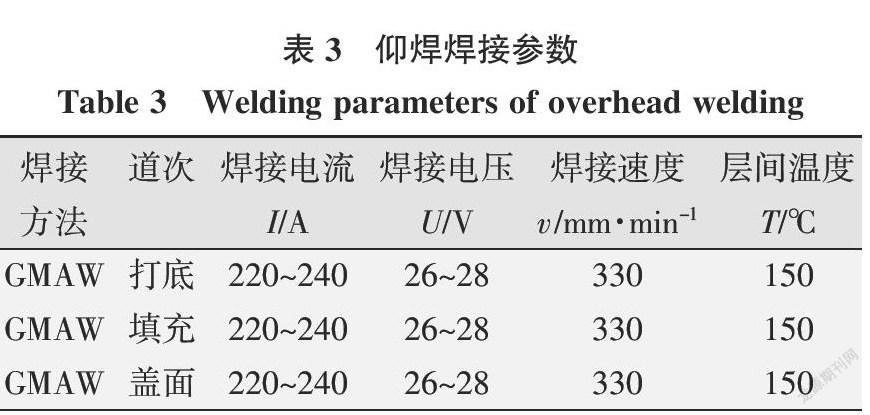
对接形式横焊、立焊、仰焊进行了工艺评定,采用V型坡口+垫板30°+6 mm间隙、CO2气体保护焊机(新型脉冲焊机)混合气体进行焊接,如图8~图10所示。对焊缝进行了无损检测、力学性能检测及宏观微观金相组织观察等,均合格,确定了对接形式下不同焊接位置的工艺参数,如表1~表3所示。
7 气保焊(混合气体)横焊、立焊十字接头工艺评定
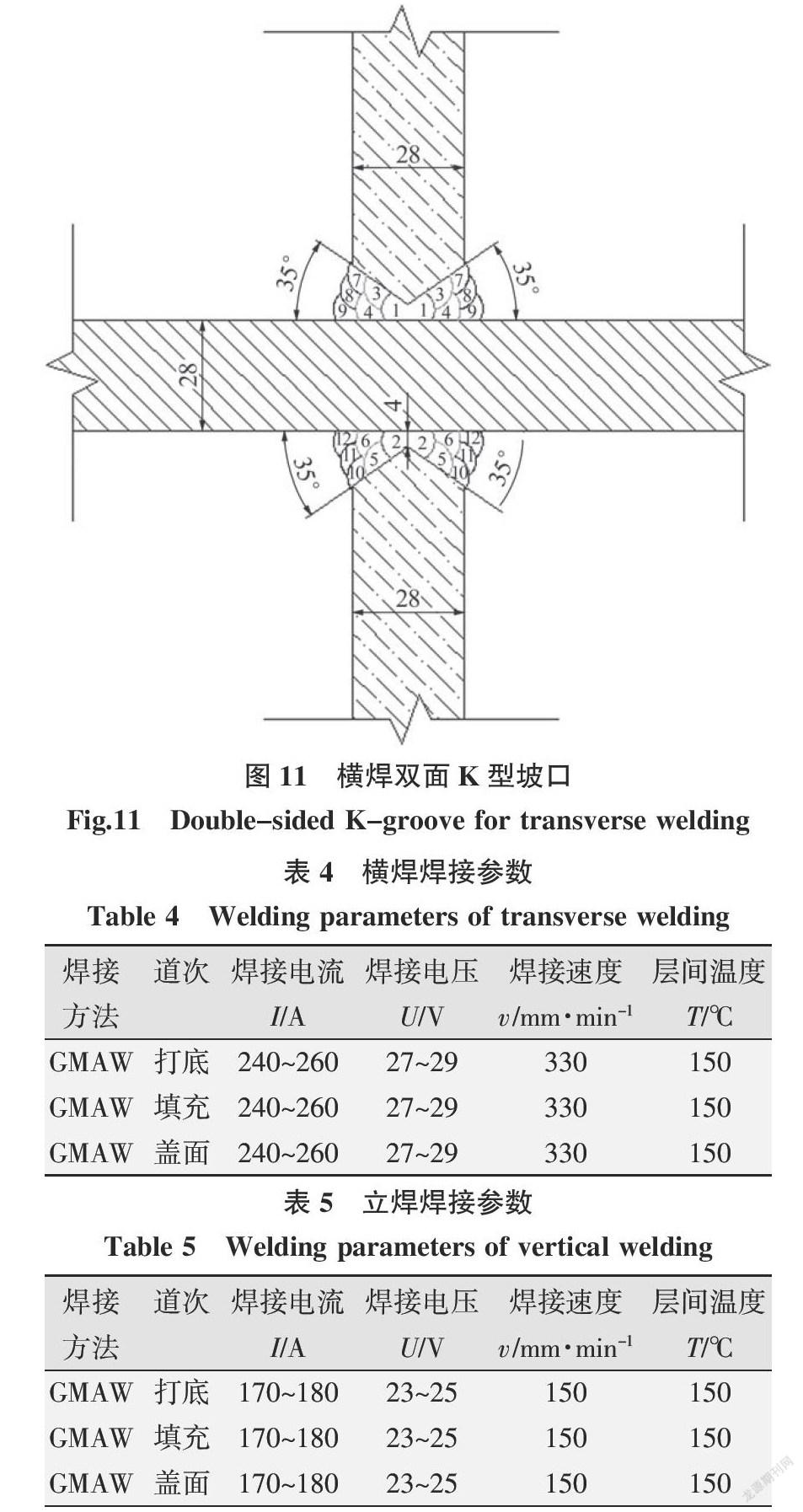
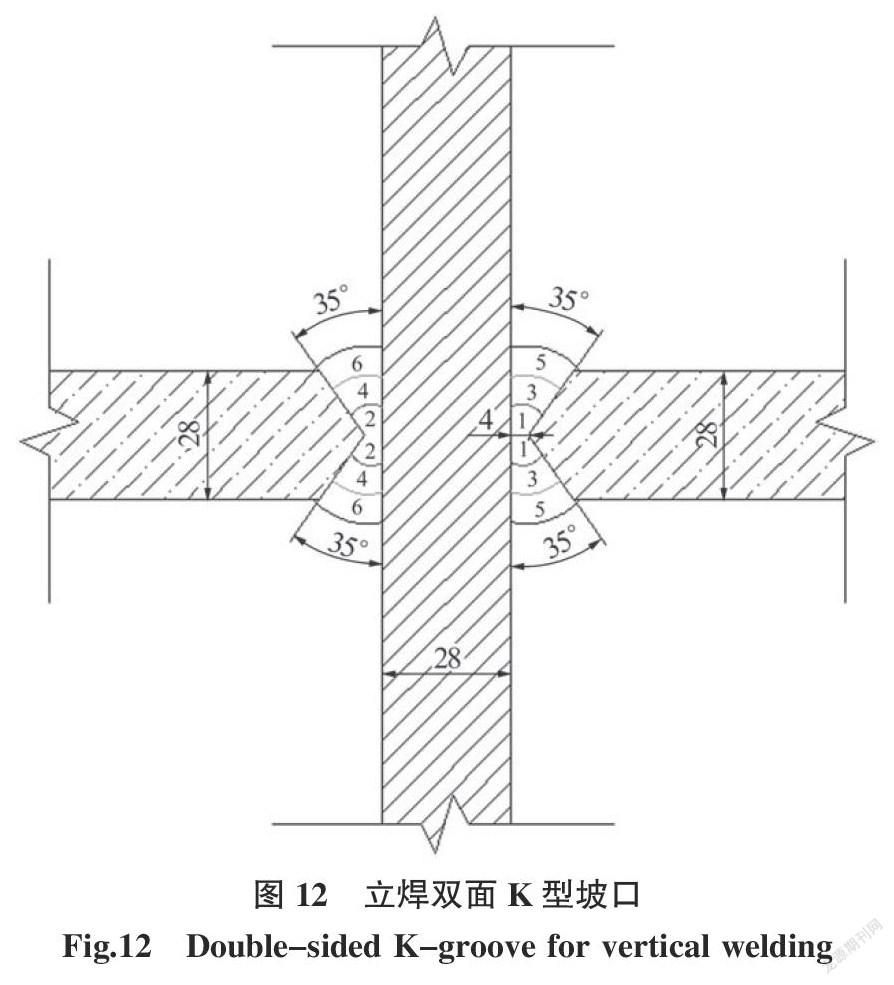
对十字形式横焊、立焊进行了工艺评定,采用双面双弧单熔池同步同向焊接[1]、双面K型坡口35°+4 mm间隙、GMAW+混合气体等进行焊接,如图11、图12所示。进行了焊缝无损检测、力学性能检测及宏观微观金相组织观察等,均合格,确定了十字接头形式下几种不同焊接位置的焊接工艺参数,如表4、表5所示。
8 结论
对28 mm厚SQ460FRW抗震耐蚀耐火钢进行了一系列焊接工艺试验研究,得出结论如下:
(1)单V坡口易在直边处中出现缺陷,建议采用V型坡口。(2)高强钢使用高速脉冲压缩电弧技术焊接HAZ熔深大、焊接效率高、焊接接頭力学性能优良、可靠。(3)纯CO2气体焊接后焊缝中心区域冲击韧性明显下降,焊缝中心和热影响区冲击均不合格,相同条件下采用φ(CO2)20%+φ(Ar)80%混合气体焊接的焊缝质量各检测参数均合格。(4)采用V型坡口+垫板30°+6 mm间隙及新型脉冲混合气体保护焊在对接形式平焊、横焊、立焊、仰焊的工艺评定均为合格。(5)采用双面K型坡口35°+4 mm间隙、GMAW+混合气体双面双弧单熔池同步同向焊接技术在对接形式为十字形式横焊、立焊的工艺评定为合格。
参考文献:
[1] 滕氄,张建平,曾祥文,等. 厚板高强钢双面双弧单熔池同步同向焊接成形技术及应用[J]. 电焊机,2015,45(11):97-101.
[2] GB/T 50661-2011,钢结构焊接规范[S]. 中华人民共和国住房与城乡建设部,2011.
[3] 戴为志,黄明鑫,芦广平,等. 国家体育场(鸟巢)钢结构安装工程焊接技术[J]. 电焊机,2008,38(4):51-76.
[4] 戴为志,李华,何乔生,等. 高强钢焊接前言技术的开发研究[J]. 电焊机,2014,44(5):42-50.
[5] 戴为志,高良. 钢结构焊接技术培训教程[M]. 北京:化学工业出版社,2009.
猜你喜欢
中国水运(2021年12期)2021-01-04
博鳌观察(2020年1期)2020-05-08
机械制造文摘·焊接分册(2020年1期)2020-04-20
科技风(2020年2期)2020-02-14
河南科技(2019年17期)2019-09-10
中国新技术新产品(2019年9期)2019-05-21
中国化工贸易·中旬刊(2018年10期)2018-10-21
科技创新与应用(2018年3期)2018-01-24
当代工人·精品C(2016年5期)2017-01-11
科学与财富(2016年28期)2016-10-14