一种新型超高真空冷压焊接钳的设计
2020-09-10 14:53马法杰
内燃机与配件 2020年2期
马法杰


摘要:冷压焊接技术是真空获得过程中真空封离的关键性环节,真空封离的成功与否直接决定着真空度的好坏,冷压钳又是真空封离的关键工具,所以冷压钳的可靠性直接决定着封离后真空可靠性,本文在目前冷压钳的发展基础上,设计了一款针对狭小空间,灵活操作,封离可靠的冷压钳。
Abstract: The cold press welding technology is the key link of vacuum sealing in the process of vacuum obtaining. The success of vacuum sealing directly determines the vacuum degree, the cold press clamp is the key tool of vacuum sealing, so the reliability of the cold press clamp directly determines the reliability of vacuum after sealing. Based on the development of the cold press clamp at present, this paper designs a kind of reliable cold press clamp that can be flexibly operated in a narrow space.
关键词:冷压焊接;无氧铜管;超高真空
Key words: cold pressure welding;oxygen free copper tube;ultra-high vacuum
0 引言
在电真空器件的制造中,超高真空的获得是一切电真空器件稳定工作的前提,新鸿电子有限公司生产的多点分布式冷阴极X射线管,对真空度的要求更高,最终剪管真空度一般控制在1.0E-11torr(≈1.33E-9Pa),这样的真空度对封离工具提出了更高的要求,另外,X射线管设计紧凑,剪管空间有限,对封离工具的体积要求更小,压力更大,可靠性更高。
1 真空封离原理
在真空封离环节,通常选用一定塑性,可耐一定高温的材质,作为真空封离材料,电真空器件通常选用的是无氧铜排气管,无氧铜具有良好的导电率,加工性能、焊接性能、耐蚀性能和低温性能均好,一般情况下无氧铜排气管一端钎焊可伐环(用来连接真空腔体),一端钎焊CF法兰(用来排气连接),真空钎焊环境一般是在氢气环境中进行,无氧铜材质含氧量越低,越能最大可能的降低氢脆现象,避免漏气风险,通常会选用TU1无氧铜,即含氧量低于0.002%的无氧铜材质。
无氧铜管在冷压焊接的之前必须经过退火处理,退火处理可进一步软化铜材质,从而保证真空冷压焊接的真空可靠性。
在真空封离的过程中,冷压钳在无氧铜管外侧施加集中的载荷压力,通过材料的物理接触使待焊工件产生大的变形,在变形时,表面的氧化膜破裂,接头表面区域是挤压碎化的细晶结构,碎化的细晶结构在界面处相互咬合增加了相焊金属间物理接触面积,行成的碎化细晶之间晶间结合,从而形成了无氧铜结合面对接冷压焊接。
2 狭小空间冷压钳设计
新鸿电子有限公司设计生产的静态多点分布式冷阴极射线管体积小,结构紧凑,排气铜管口径大,给冷压钳预留的操作空间有限,故冷压钳的设计,特别是刀头的设计上要求体积小,集中压力大,可靠稳定。冷压钳一般由刀头,手动或电动泵,压力表组成,根据刀头形式可分为两种,一种是剪刀式,一种是平口式,根据压力控制方式可以分为手动式,电动式两种:
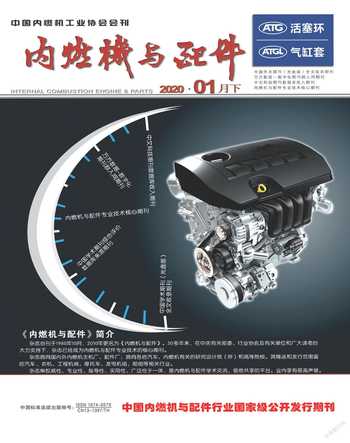
通常对于大口径铜管的剪切方式,一种是采用的剪刀式刀头如图1所示,液压剪刀头的头部是两个圆柱销,圆柱销在槽内可自由滚动,液压剪刀头结构通过油泵压力持续加大,将剪刀头压紧,圆柱销接触铜管后,通过持续集中的压力,从一开始的面接触至最后的线接触,通过圆柱面对铜管的挤压力,迫使铜管向挤压两侧发力,两个圆柱销接触即剪斷;另外一种是采用平口钳方式,如图2所示,平口钳刀口形状,这种冷压钳由于体积小,操作空间小,剪切力巨大,密封效果好。
3 平口钳方案设计
考虑到新鸿电子X射线管结构紧凑,铜管口径大(DN18mm),壁厚后(2-3mm),选择目前可靠性高的平口钳方案设计,冷压钳动力源采用手动液压泵,最高压力70MPa,所有密封件及油管部件耐压选用均超过100MPa,头部运动机构采用高压小油缸结构形式。
冷压钳刀头采用一动一静两片结构形式,刀片分为剪切区、剥离区、分离刃、冷焊区四个部分,刀头材质为Cr12MoV,加工完毕后经过高温淬火,刀头位置经过氮化处理,提高接触面硬度,通常刀刃硬度达到HRC60-62。
手动泵由泵体、手柄、储油管、工作缸组成,手动液压泵工作原理:凸轮由手柄带动旋转。当凸轮推动柱塞向上运动时,柱塞和缸体形成的密封体积减小,油液从密封体积中挤出,经单向阀排到需要的地方去。当凸轮旋转至曲线的下降部位时,弹簧迫使柱塞向下,形成一定真空度,油箱中的油液在大气压力的作用下进入密封容积。凸轮使柱塞不断地升降,密封容积周期性地减小和增大,泵就不断吸油和排油。
4 结论
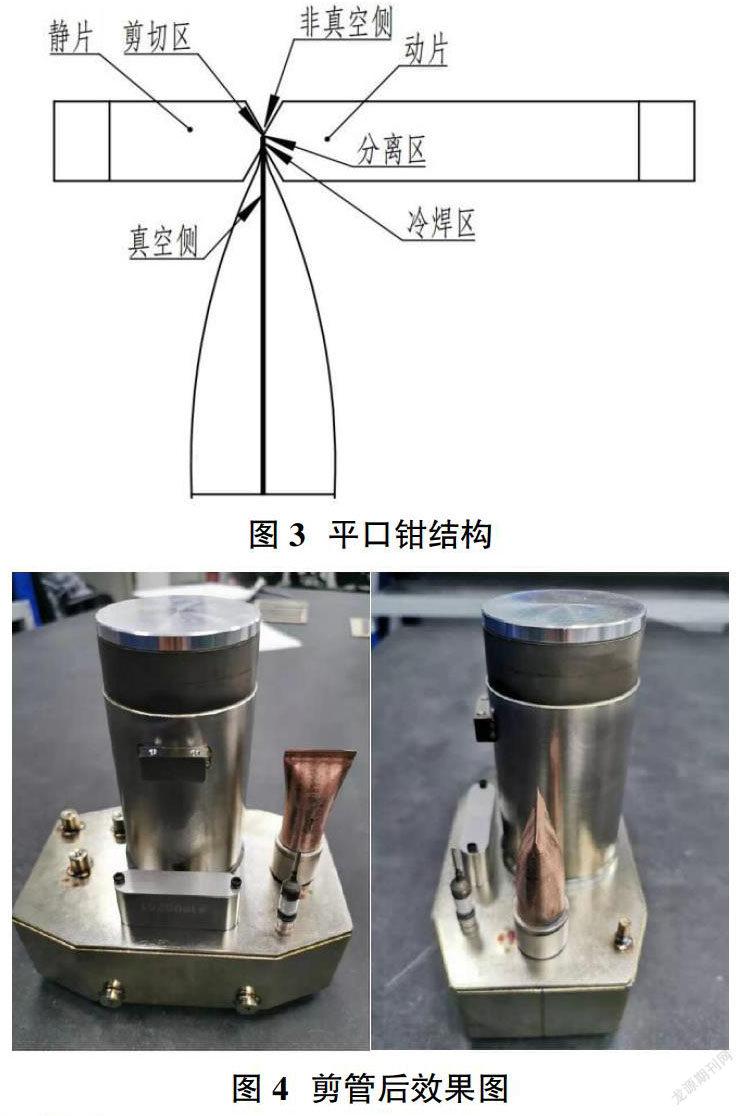
通过上百次的测试结果,并在Phoenix L300i氦质谱检漏仪上进行检漏测试,在漏率1.0E-12mbar.L/s漏率下进行检漏测试,平口钳式冷压钳排气无氧铜管真空侧密封效果达到了100%的成功率。在X射线管正常工作期,未发现一例封接处漏气现象发生。并且真空封离的过程比较干脆,铜管可自由脱离,不会产生黏连现象,目前已正式投入生产。
参考文献:
[1]王欲知.真空技术[M].成都:四川科学出版社,1985.
[2]张波,张文丙,杜孝超,等.冷压焊接的真空可靠性分析[J].重型机械,2013,01:81-83.
[3]李亚红,王娟,夏春智.特种焊接技术及应用[M].北京:化学工业出版社,2008.
[4]郑赟,赵腾,张霖.冷压焊接的真空可靠性分析[J].真空,2014(02):20-22.
[5]亢世江,吕玉申,陆军芳.金属冷压焊结合机理的试验研究[J].机械工程学报,1999,35(2):77-80.