ZL102铝合金搅拌摩擦焊焊缝成形及组织性能研究
2020-09-10 07:22温雨金玉花
电焊机 2020年12期
温雨 金玉花

摘要:采用搅拌摩擦焊对15 mm厚ZL102铝合金进行焊接,观察焊缝成形并分析接头微观组织和力学性能。结果表明:在文中试验条件下,旋转速度900 r/min、焊接速度50 mm/min时可获得成形良好的焊缝;焊核区组织晶粒相对母材发生显著细化,为细小的等轴晶组织;焊接接头显微硬度在横截面方向呈非中心对称分布,最高值位于偏离焊缝中心的前进侧焊核区,在板厚方向显微硬度呈逐渐下降趋势,轴肩作用区硬度最大,底部最低。
关键词:搅拌摩擦焊;焊缝成形;微观组织;显微硬度
中图分类号:TG453+.9 文献标志码:A 文章编号:1001-2303(2020)12-0014-04
DOI:10.7512/j.issn.1001-2303.2020.12.04
0 前言
铝合金具有质量轻、比强度高、导热性好等性能,已广泛应用于航空航天、建筑材料等领域[1]。目前,铝合金厚板的焊接工艺以MIG焊为主,但当电流超过 300~400 A 时会出现气孔、飞溅等焊接缺陷及焊接接头热影响区软化等问题,限制了铝合金厚板在工程结构件上的应用[2]。
搅拌摩擦焊(FSW)已在铝合金、镁合金、钛合金、复合材料等方面得到深入研究[3-5],在航空航天、船舶、轨道交通、汽车等领域已得到了广泛、成熟的应用[6]。但目前厚板铝合金的搅拌摩擦焊研究较少,主要原因是厚板铝合金在温度传导以及材料在搅拌头下的塑性流动等方面与薄板焊接时有很大差异,沿板厚方向的热机作用梯度过大,使焊缝成形困难,难以获得优良的焊接性能[7]。文中采用搅拌摩擦焊技术对15 mm厚ZL102铝合金进行焊接,观察焊缝成形,分析焊缝接头微观组织和性能,这对于提高铝合金构件的整体性能,促进厚板铝合金的广泛应用具有重要意义。
1 试验过程
1.1 试验材料
试验用材料为15 mm厚的ZL102铸铝合金轧制板,焊件尺寸为200 mm×100 mm,其主要化学成分如表1所示,试验所用搅拌头几何尺寸如表2所示。
1.2 试验方法
采用FSW-3LM-015型搅拌摩擦焊机。焊前用丙酮清洗试件表面,去除表面油污及杂质。试验过程中,保持下压量、插入时间和停留时间不变。焊接完成后观察焊缝表面成形,并沿垂直于焊接方向截取焊缝试样,经研磨抛光后用混合酸(9 mL HCL+3 mL HNO3+3 mL HF+5 mL H2O)对试样进行腐蚀,观察焊缝横截面形貌和微观组织。分别在距焊缝上表面3 mm处沿横截面方向和在焊缝中心线处沿板厚方向测量焊缝硬度,相邻间距1 mm,载荷100 g,保持时间为15 s。
2 试验结果与分析
2.1 焊缝成形分析
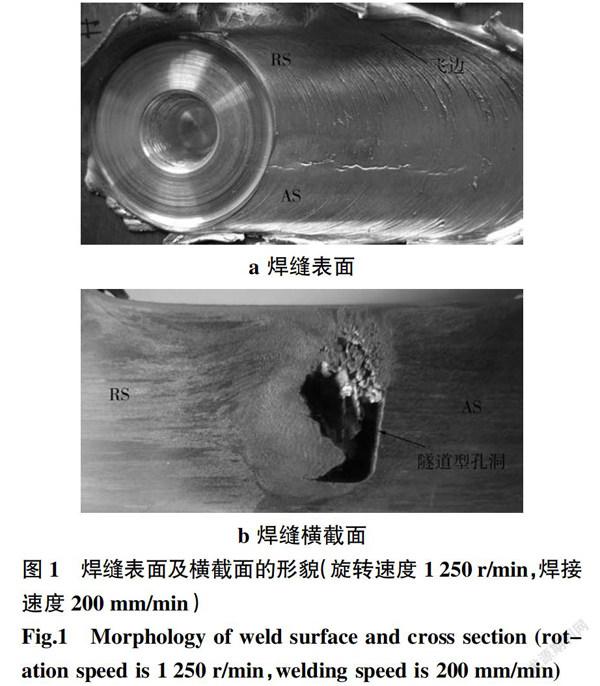
旋转速度1 250 r/min、焊接速度200 mm/min时的焊缝表面及横截面形貌如图1所示。观察焊缝表面发现表面毛糙,前进侧和后退侧均出现飞边,前进侧表面焊缝起始处出现沟槽,并贯穿整个焊缝,成形较差,如图1a所示。较高的旋转速度使单位时间内轴肩和上表面之间的摩擦次数过多,造成焊缝表层的热输入过大,这是焊缝表层出现毛糙现象和飞边的原因。
观察焊缝截面(见图1b)发现焊缝内部存在明显的隧道型孔洞缺陷,并靠近前进侧。搅拌摩擦焊接头的形成是一个空腔不断产生并被瞬时填满的动态连续过程。在较高的焊接速度下,轴肩的摩擦产热来不及向板厚方向进行热传导,焊缝中下部的热量主要由搅拌针的摩擦产热提供,焊缝内部热输入不足,造成焊缝内热塑性金属减少,流动性变差,焊接过程中形成的空腔不能被来自后退侧的塑性金属及时填充,所以形成隧道型孔洞缺陷[8-9]。焊接过程中焊缝前进侧与返回侧金属受到搅拌针的剪切力及搅拌针前方塑性金属向后的挤压力的共同作用而流动。前进侧塑性金属受到搅拌针的剪切力与焊接方向的塑性金属的挤压力方向相反,而返回侧金属所受搅拌针的剪切力与焊接方向的塑性金属的挤压力方向相同,焊后大量金属沉积在返回侧,因而隧道型孔洞缺陷出现在焊缝前进侧[10]。
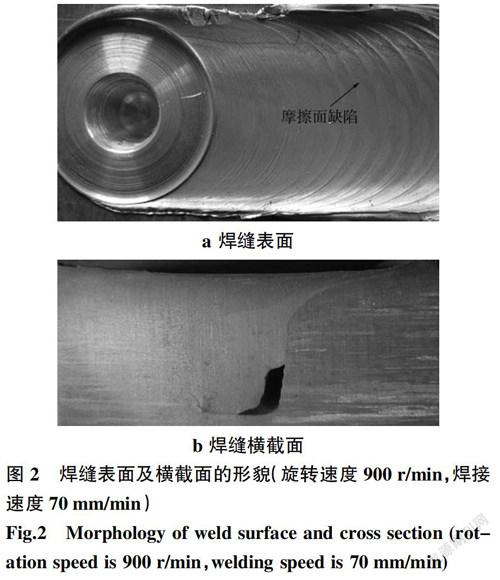
旋转速度900 r/min、焊接速度70 mm/min时的焊缝表面及横截面形貌如图2所示。观察焊缝表面发现(见图2a),焊缝表面毛糙现象消失,出现高低不平的摩擦面缺陷,而飞边缺陷得到一定程度的缓解。观察焊缝截面(见图2b)发现,焊缝内部靠近前进侧底部存在隧道型孔洞缺陷,缺陷体积较旋转速度1 250 r/min、焊接速度200 mm/min时明显减小。焊缝表面毛糙现象消失的主要原因是旋转速度的降低使单位时间内轴肩和上表面之间的摩擦次数减少,降低了焊缝表面的热输入,改善表面过热现象。降低焊接速度有利于减小焊缝板厚方向的温度梯度,增加焊缝中下部热输入,可提高焊缝内热塑性金属的流动性,这是隧道型孔洞缺陷减小的原因。
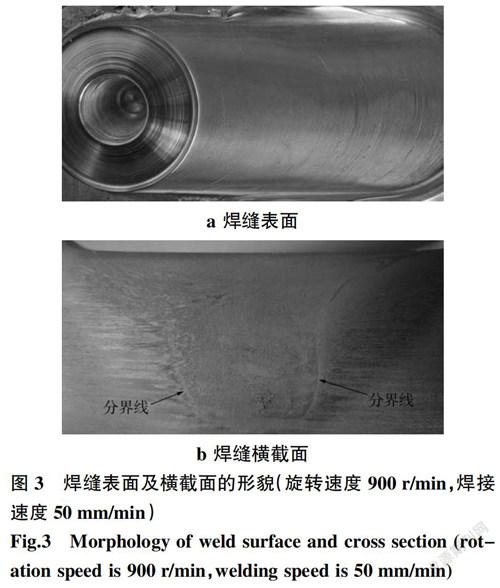
旋转速度900 r/min、焊接速度50 mm/min时的焊缝表面及横截面形貌如图3所示。观察焊缝截面发现,焊缝内部隧道型孔洞缺陷消失。焊缝表面光滑,波纹致密,未出現沟槽和摩擦面缺陷,返回侧出现少量飞边。焊核区与搅拌头的直径大小相当,近似抛物线形状,焊接热机影响区分布在搅拌针边缘,位于焊核区两侧,焊核区与热机影响区有明显的分界线,整体成形良好。
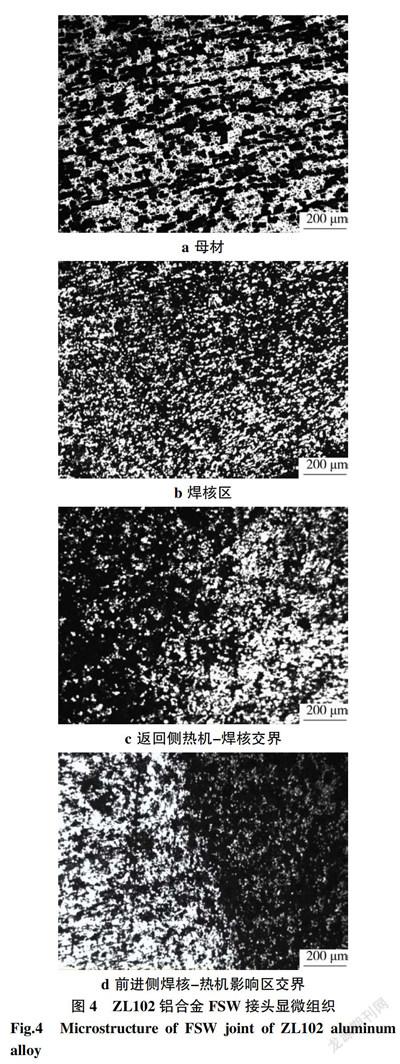
2.2 接头微观组织
焊接接头微观组织如图4所示。对比图4a、4b可知,焊核区组织与母材明显不同,焊接后母材条带组织完全消失,焊核区组织晶粒相对母材发生了显著细化,为细小的等轴晶组织。原因是焊核区受到搅拌头强烈的机械搅拌作用以及由剧烈摩擦产生的局部高温作用,组织发生动态再结晶,使母材原始的板条状组织转变为细小的等轴晶组织。对比图4c、4d可见前进侧焊核区与热机影响区交界线较返回侧更加明显。这是由于前进侧大部分金属沿着焊接方向向前流动,流动金属与母材的变形差较大,而后退侧金属的塑性流动方向与旋转方向一致,金属只发生简单的挤压变形作用,变形程度较低,组织细化不明显,因而分界线不明显。
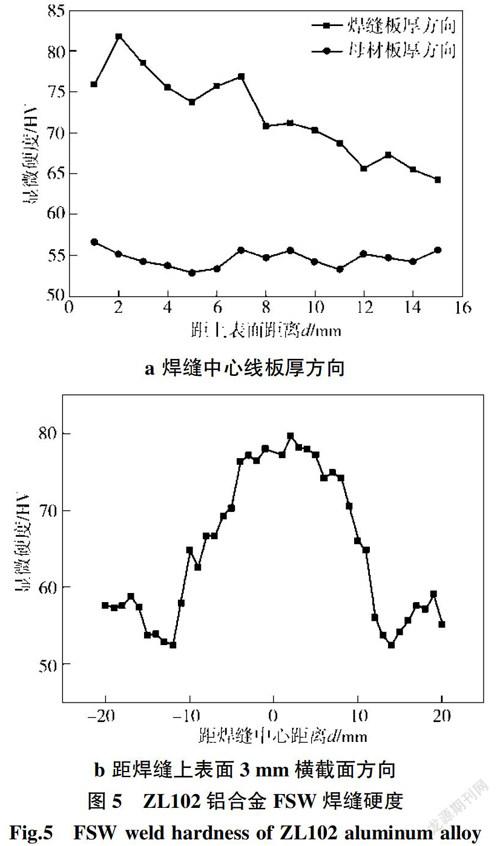
2.3 硬度分析
ZL102铝合金搅拌摩擦焊焊缝沿板厚方向和横截面方向显微硬度分布如图5所示。由图5a可知,焊缝上部轴肩作用区显微硬度最大,最大值为81.8 HV,沿板厚方向显微硬度值逐渐减小,最小值为62.55 HV,但均高于母材的平均硬度54.58 HV。这是因为焊缝上部与轴肩紧密接触,因此焊缝上部金属塑性软化程度较高。同时,焊缝上部沿横向方向存在黏度梯度,并受到较大的锻压力,在搅拌针和轴肩共同作用下上部金属发生旋涡混合流动,所以变形程度较大,形成更加细小的晶粒。由Hall Petch方程:HV=H0+kHd-1/2(H0,kH是常数,d为晶粒尺寸)可知,焊缝显微硬度HV与晶粒尺寸d-1/2呈线性关系,所以上部轴肩作用区的显微硬度最大。
图5b为ZL102铝合金搅拌摩擦焊焊缝沿横截面方向显微硬度分布。可以看出,横截面方向显微硬度呈现非中心对称分布,焊核区硬度相对较高,最高值位于偏离焊缝中心的前进侧焊核区,为79.85 HV。这是因为在力和热的共同作用下焊核区组织发生动态再结晶,晶粒细化导致细晶强化。前进侧焊核区和热机影响区显微硬度略大于返回侧的,且前进侧显微硬度由热机影响区到热影响区变化更加明显。原因是前进侧焊核区和热机影响区变形程度剧烈,组织细化更加明显。
3 结论
(1)焊缝成形与搅拌头旋转速度、焊接速度有关。在文中试验条件下,旋转速度900 r/min、焊接速度为50 mm/min时可获得表面光滑、内部无孔洞的焊缝。
(2)焊核区组织晶粒相对母材发生了显著细化,为细小的等轴晶组织。
(3)焊后接头的显微硬度大于母材,在横截面方向呈现非中心对称分布,最高值位于偏离焊缝中心的前进侧焊核区,在板厚方向呈现逐渐下降趋势,轴肩作用区硬度最大,底部最低。
参考文献:
[1] 马国峰,刘志杨,张丽桌,等. 2024铝合金表面陶瓷基氧化膜的制备及性能[J]. 沈阳大学学报(自然科学版),2019,31(1):1-5.
[2] 赵勇,付娟,张培磊,等. 焊接方法对6061铝合金接头性能影响的研究[J]. 江苏科技大学学报(自然科学版),2006,20(1):90-94.
[3] JOELJ D. The friction stir welding advantage[J]. WeldingJournal,2001,80(5):30-34.
[4] MISHRA R S,MA Z Y. Friction stir welding and proces-sing[J]. Materials Science and Engineering,2005,50(1-2):1-78.
[5] ERICSSON M,SANDSTRM R. Influence of welding speedon the fatigue of friction stir welds,and comparison withMIG and TIG[J]. International Journal of Fatigue,2003,25(12):1379-1387.
[6] Wang Guoqing,Zhao Yanhua,Zhang Lina,et al. A newweld repair technique for friction stir welded aluminiumstructure:inertiafriction pull plug welding[J]. China Weld-ing,2017,26(4):56-64.
[7] 周鵬展,钟掘,贺地求. 7A52 铝合金厚板搅拌摩擦焊[J].中国有色金属学报,2006,16(6):964-969.
[8] 王希靖,阿荣,郭瑞杰. LY12铝合金的搅拌摩擦焊接工艺研究[J]. 兰州理工大学学报,2004(4):12-14.
[9] 董华,董仕节,吴勇,等. LF21板搅拌摩擦焊接头组织与焊接工艺关系的研究[J]. 热加工工艺,2006,35(3):1-3.
[10] 张忠科,孙丙岩,王希靖,等. 铝合金搅拌摩擦焊焊接缺陷分析[J]. 热加工工艺,2006,35(19):13-15.
收稿日期:2020-09-10
作者简介:温 雨(1987— ),男,硕士,讲师,主要从事先进焊接及表面工程的研究。E-mail:wenyu_198706@163.com。