智能制造生产线中各设备之间的以太网通讯应用
2020-09-10 11:16姚天晓
内燃机与配件 2020年11期
姚天晓

摘要:由德国西门子Siemens公司提出的PROFINET現场总线作为一种在工业控制中发展起来,应用于现场设备之间的以太网通讯网络,具有组网简单、可靠性高、通讯高效等优点。该文以全国智能制造应用技术技能大赛比赛设备,切削加工智能制造系统具体应用为例,详细阐述了在PROFINET现场总线中,以西门子自动化设备为基础的以太网通讯应用。
关键词:现场总线;以太网通讯;智能制造;MES系统
0 引言
全国智能制造应用技术技能大赛中,以切削加工智能制造单元技术平台作为竞赛平台,通过机器人代替人工为数控车床与加工中心上下料作业,实现上料、加工、检测、下料等过程自动化。为了智能制造产线实现自动化智能化的生产,MES系统、RFID读写器、数控车床、加工中心、触摸屏、PLC、工业机器人等设备必须有大量的信息交互的,所以必须建立设备之间的通讯。
1 基于S7-1200的MODBUS TCP通讯
该比赛赛项的设备是多家公司提供的,我以江苏汇博机器人技术股份有限公司提供的设备为例来说:首先,简单阐述一下智能制造系统中各设备之间的通讯关系。汇博公司的MES系统是自己研发的MES系统,通过计算机搭建服务器,组建一个工业互联网,CAD/CAM软件设计系统以及负责现场调度的中央控制系统主控PLC均通过TCP/IP的方式接入到工业互联网与MES系统相连。MES系统还直接与设备层的数控机床及加工中心相连,实现加工程序的上传。机器人与中央控制器德国西门子S7-1200PLC交互的信号较多,是通过Modbus TCP来实现的。中央控制器配有一个人机界面,它和安装于机器人末端的RFID 读写器均通过Profinet与中央控制器相连。
1.1 PLC与机器人的MODBUS TCP通讯
PLC是这套设备负责现场调度的中央控制系统,指定使用的是西门子S7-1200PLC,而机器人是汇博HB3-760-C10型机器人。因为PLC是由西门子公司生产,机器人是国产品牌汇博公司生产,它们之间走以太网通讯会比较方便,又因为MODBUS TCP通讯协议常常为PLC、I/O模块以及其他现场总线设备提供网关服务。所以我们是使用MODBUS TCP通讯来实现S7-1200PLC与汇博工业机器人的信息交互。
为了实现PLC与工业机器人的MODBUS TCP通讯,必须分四步来完成:
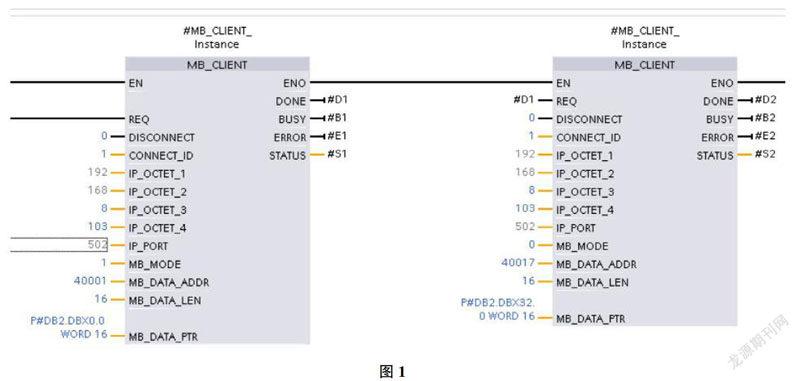
第一步,系统硬件组态,就是使用西门子公司TIA Portal V14的自动化软件,按这套设备的硬件匹配的型号对S7-1200PLC、触摸屏TP700comfort、RFID读写头进行硬件组态。第二步,设备的IP地址设定,PLC的IP地址设成192.168.8.10、HMI的IP地址设成192.168.8.11、机器人的IP地址设成192.168.8.103等等。其中要注意的是,设备的IP地址192.168.8.11前三个数据是网段,要一样,最后一个是地址,不能相同。第三步,为通讯设备数据编写存储数据的读写DB块。从PLC写到机器人的命令是16个实数,从机器人读到PLC的机器人状态也是16个实数。第四步通讯程序编写,如图1所示,PLC与机器人的MODBUS TCP通讯使用的指令是“MB_CLIENT”,“MB_CLIENT”指令作为MODBUS TCP客户端通过 S7-1200 CPU的PROFINET以太网连接进行通信。 使用该指令,无需其它任何硬件模块。 通过“MB_CLIENT”指令,可以在客户端和服务器之间建立连接、发送请求、接收响应并控制Modbus TCP服务器的连接终端。其中要注意的是:指令中的REQ是指与Modbus TCP服务器之间的通信请求,只要REQ=1,指令就会激活,发送通信请求。指令的DISCONNECT参数,通过该参数,可以控制与Modbus服务器建立和终止连接,DISCONNECT=1就会断开通讯连接,所以设成0就可以了。IP地址就设成机器人的地址192.168.8.103。MODE为1就是PLC的命令写到机器人,MODE为0就是PLC读取机器人状态。我认为就是因为有了PLC的命令写到机器人,并且机器人把它的状态反馈给PLC,有这样的信息交互,才能使智能制造产线生产更加的稳定。例如,我的程序让PLC读取机器人的第五个实数DB2.DBW8为3,是机器人通过PLC来控制车床把安全门打开,而车床的门打开后,PLC写给机器人的第五个实数DB2.DBW40也为3,是告诉机器人车床门已经是打开状态,机器人接收到信息后,才能拿着工件去车床加工。这些设备生产就会更加可靠。
1.2 PLC与MES系统的MODBUS TCP通讯
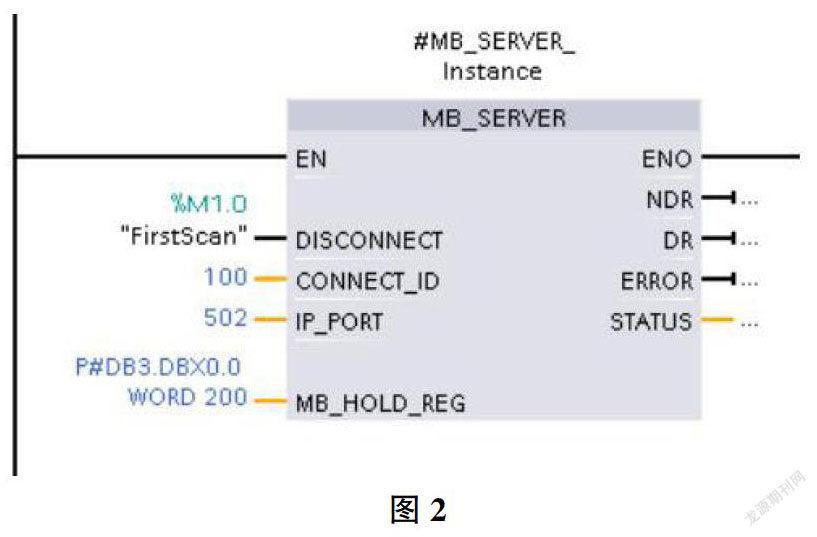
智能产线MES系统作为是部署在电脑上的、运用于自动产线的控制系统。负责现场调度的总控PLC对MES下发的指令进行分析处理后,再给七轴工业机器人、机床下发指令。汇博的MES系统与西门子S7-1200plc也是通过MODBUS TCP来进行通讯,它们用的是指令MB_SERVER来实现的。为了实现PLC与MES系统的MODBUS TCP通讯,必须分四步来完成:其中前三步跟PLC与机器人的MODBUS TCP通讯一样,就不重复叙述,只讲第四步程序编写,通讯程序如图2,注意的是,参数MB_HOLD_REG为指向“MB_SERVER”指令中 Modbus 保持性寄存器的指针,MB_HOLD_REG为P#DB3.DBX0.0 WORD 200表示的是PLC与MES系统通讯的区间是在数据块DB3的前200个实数。这200个实数的定义是已经被MES系统设定好了。像是汇博编写的MES系统,它规定,第一个实数到第四个实数D1、D2、D3、D4,分别是MES系统给PLC的命令、取料位、放料位和设备号,例如下发订单时,MES下发一个D1=102、D2=10、D3=10、D4=1,意思就是MES下发加工订单,让机器人从10号仓位取物料,拿去车床加工,加工完放回10号仓位。如果PLC在D3、D32、D33、D34这四个实数中,也会给MES一个D31=102、D32=10、D33=10、D34=1,这就是告诉MES系统,PLC已经接到并响应MES的命令了,而MES接收到PLC给MES的响应信息后,就会把数据清零,最后PLC也把数据清零,这样就完成了一个信息的交互。这样如果PLC或者MES系统发生了故障,就不能完成命令与反馈,PLC就不会给机床与机器人下达错误命令了。从而提高了智能产线的可靠度。
2 以太網通讯
S7-1200PLC与触摸屏TP700、RFID读写器RF180C的通讯方式是PROFINET通讯,实现PROFINET通讯,第一步设定IP地址,设备间通过IP地址互相访问,其中S7-1200PLC与触摸屏只需要第一步设置设备的IP地址就能正常使用,而RFID读卡器就要继续往下设置才能使用。第二步分配设备名称,RFID读写器就还要继续分配设备名称,组态设备参数,这时设备已经配置好。第三步编写数据块,编写用于存储读出的数据、写入的数据DB8、DB9两个数据块。
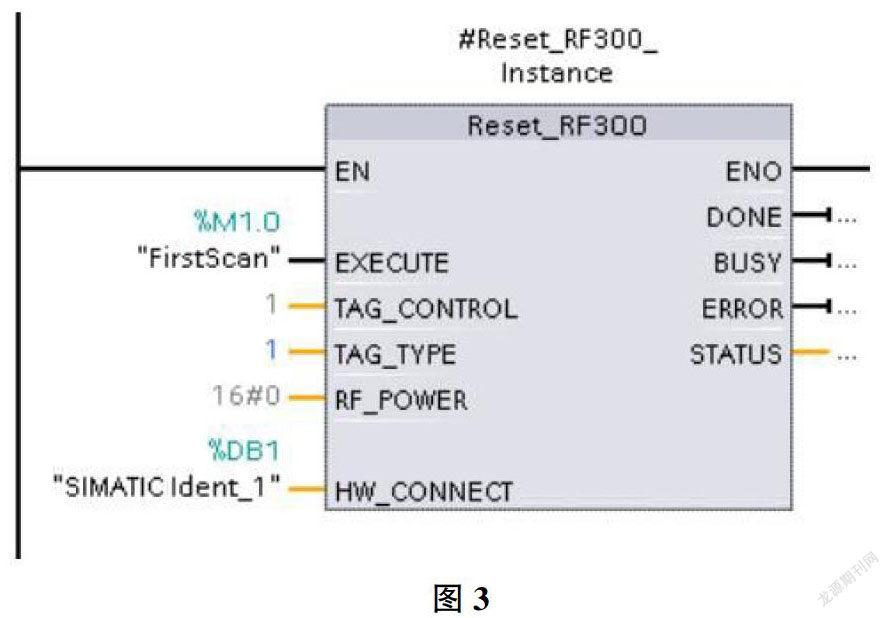
第四步,编写RFID读卡器的复位及读写程序。首先我们要了解在机器人末端安装有RFID读卡器,用于对仓库各RFID芯片进行读写,以读取或更新各仓位工件状态。读写器上带有感应装置,当读写器靠近RFID芯片,感应装置被触发,控制器获得到位信号,即可对RFID芯片进行读写操作。如图3,当我们配置好西门子读写器RF180CV2.2并且编写出RFID的复位指令RESET_rf300,读写器就会亮绿光,就能执行读写任务。如果没有位置好,读写器就会亮蓝光,这时读写器是不能正常使用的。
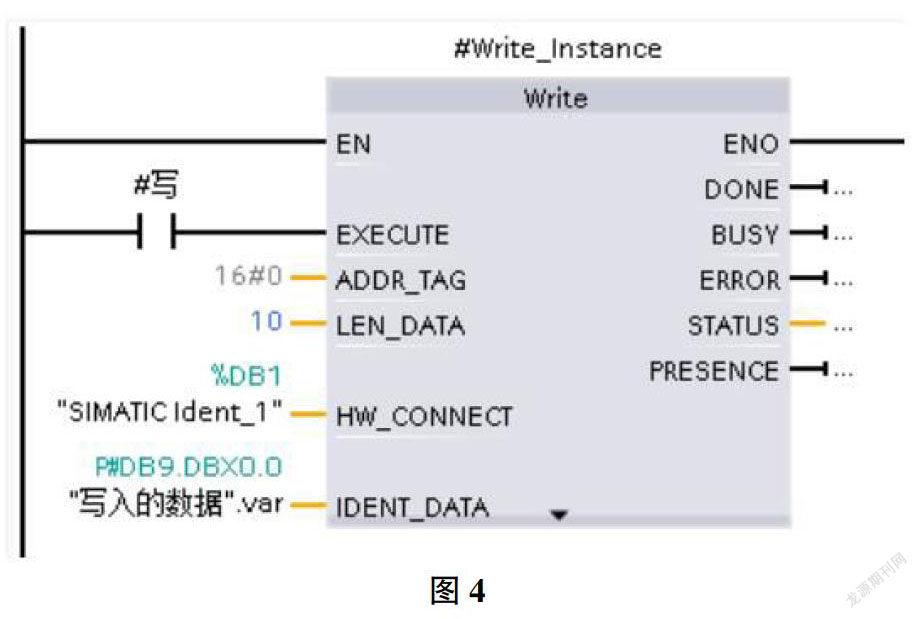
如图4,当执行“写”的命令时,就会把我们做好DB块db9的前十个字节通过读写器的数据块DB1写进芯片。同样,如图5当执行“读”的命令时,就会把芯片中的数据通过读写器的数据块DB1传送到我们做好数据块块db8的前十个字节。而MES系统通过PLC就可以掌握30个料仓的设备、类型、材质、状态等信息。而MES系统只有准确掌握了料仓的情况,才能够发布生产命令。
通过搭建MES系统、PLC、机器人等设备间的MODBUS TCP通讯和PLC、HMI、RFID读卡器设备间的PROFINET通讯,经过一个月的测试发现,通讯相当可靠,为智能制造生产线的调试提供了可靠的通讯保障。
3 结束语
在智能制造生产线的整个通信网络中,主控PLC起到一个连接的纽带作用,PLC往上通过Modbus TCP连接MES系统,往下与RFID、机器人通过Profinet、Modbus TCP连接,把这些单独的设备给组成一个联系紧密的整体。而像这样用一根网线就能把生产线设备给连接完的以太网通讯方式将在今后的工业控制中会得到更多的应用。
参考文献:
[1]廖常初.S7-1200/1500PLC应用技术[M].北京:机械工业出版社,2017,11.
[2]向晓汉,李润海.西门子S7-1200/1500PLC学习手册:基于LAD和SCL编程[M].北京:化学工业出版社,2018,8.
[3]冯振华.分析工业机器人的“智能制造”柔性生产线设计[J].内燃机与配件,2019(13):119-120.
猜你喜欢
电脑知识与技术(2016年7期)2016-05-19
纺织导报(2015年8期)2015-12-31
科技资讯(2015年7期)2015-07-02
科技与创新(2015年6期)2015-05-04