
基于容差分析的转动机构装配方法研究
2020-09-11 12:56王现冲冯利明
航天制造技术 2020年4期
王现冲 杨 涛 冀 巍 冯利明
基于容差分析的转动机构装配方法研究
王现冲 杨 涛 冀 巍 冯利明
(天津航天机电设备研究所,天津 300458)
在实际工程中,受加工、装配以及工作环境等因素的影响,通常存在一定的误差,为了减少误差带来的不确定性,针对转动机构的产品特征,分析了容差设计与设计、工艺、制造、装配等精密机械研制过程之间的联系,提出了适合机构产品的装配方法,总结出装配过程中调整法及修配法的计算步骤。针对天线转动机构驱动部件进行容差分析,利用装配调整法设计调整方案。
容差分析;积累误差;尺寸链

1 引言
容差分析作为产品设计、工艺设计、加工以及装配等环节之间的桥梁,用来弥补机构产品制造过程中带来的误差[1]。容差分析主要从设计时和制造后两个时机进行分析,在设计时通过对准确度计算的逆向,实现封闭尺寸链容差的合理分配,在制造后通过对已知误差的尺寸链累积误差分析,实现零件容差的计算及精度调整。
在机构产品总装环节,零件的误差会沿着装配尺寸链进行层层传递,在尺寸链最终闭合环节上,可能存在超差或返修等问题。对于装配精度要求高的批量化产品,容差分析可以使产品在装配精度和效率方面大大提高[2]。对于装配精度要求高的单件小批量产品,虽然容差分析能使产品质量有较大的提高,但是与批量生产不同的是,单件产品不可能做到专用设备和专用工装等一系列配套来保证零部件制造精度,所以对设备和人员的要求会很高,而且加工周期比较长。
2 装配方法的理论分析
在常规机构产品中,装配对产品性能、可靠性和使用寿命起关键作用,而为了实现良好的装配精度,不只是单独提高零件的尺寸精度,还可通过依靠有效的装配工艺方法来实现[3]。装配方法归纳起来有四种,即互换装配法、选配装配法、修配装配法、调整装配法。
采用互换装配法和选配装配法可以有效地提高批量化产品的装配质量和装配效率,然而对于装配精度要求高的单件小批量产品而言,由于其容差设计考虑到对经济性的影响,一般会在装配尺寸链中某一组成环留有装配修正量,直接装配不能达到要求精度,修配装配法和调整装配法则可以很好地解决这种问题。
2.1 修配装配法
在设计中确定各尺寸链容差数值后,一般需要对某一个组成环做适当地改变,从而能对尺寸链起到调整及封闭作用[4]。
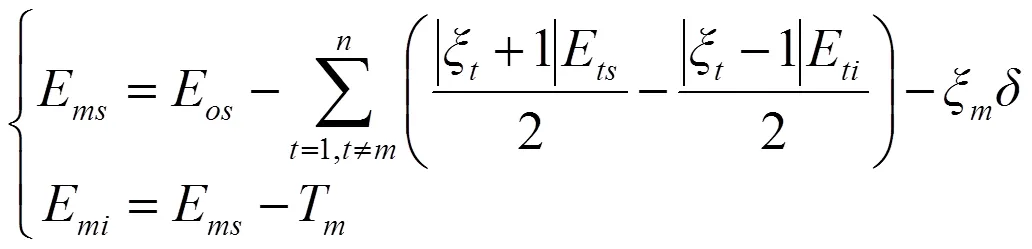
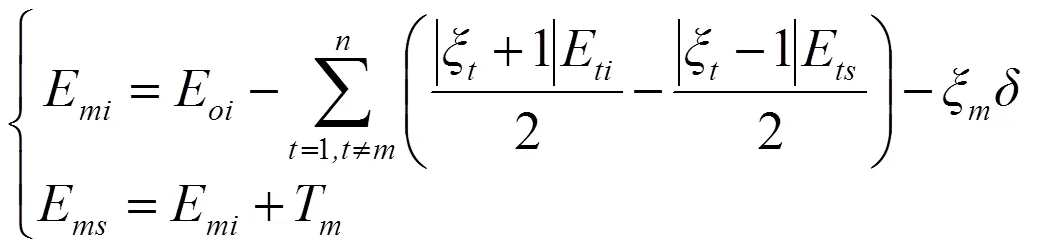
在装配尺寸链中封闭环和组成环的关系如下:

不难看出,将公式中的上偏差更换成极大值,下偏差更换成极小值,就可以得到直接由各环尺寸表示的尺寸链关系式[5]:


表1 修配环对封闭环的影响
从表1中可以看出,对修配环及其修配面的选择直接影响封闭环的变化趋势。
根据以上分析,修配环的上下偏差可以根据各组成环及封闭环上下偏差确定,当修配环的修配使得封闭环尺寸增大时,可以由式(1)求出修配环的上偏差,此后根据修配环的设计公差值(容差分配量)求的下偏差,再加上修配余量即可形成修配环的上下偏差:
同样,当修配环的修配使得封闭环尺寸变小时,可以由式(1)求出修配环的下偏差,此后根据修配环的设计公差值(容差分配量)求上偏差,再加上修配余量即可形成修配环的上下偏差:
由以上两个公式可以得到在不同修配情况下,修配环所需要达到的尺寸极限值,在实际装配过程中可以根据计算得到其极限值,根据修配环实际尺寸,添加必要的调整环节,对调整环节进行修配从而达到装配精度要求。
2.2 调整装配法
调整装配法指在产品装配过程中,通过改变零件的尺寸或增加合适的调整件,达到产品设计的装配精度指标[6]。调整装配法包含:固定调整法、可动调整法、误差抵消法。其中,固定调整法比较简单而且可以在一定程度上提高中小批量产品装配的质量和效率。固定调整法即在装配前提前确定好几组调整件的尺寸,以适应所有装配结果的调整。
固定调整法中调整件的公差设计分为以下四步:
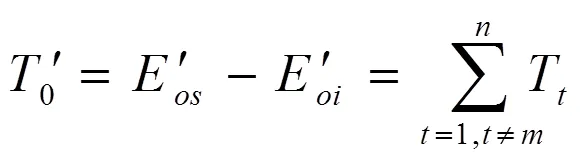
a. 确定调整环并将其与封闭环合并,计算此合并环的极限尺寸

b. 确定调整件的组数
由式(5)可以得出该合并环的公差为:
所以根据调整环的设计公差值可以求出调整件的分组数:

c. 复核可调整范围是否满足调整需求,将超出调整需求的部分分配到较难实现的组成环公差内
此公差不用在实际尺寸中体现,只作为计算后续调整件分组尺寸时用,因为只要实际尺寸满足设计公差肯定满足调整后的公差。
d. 确定每组调整件的尺寸
把合并环公差按照调整件分组数进行平均,并对调整环尺寸做分组,分组情况如表2所示。
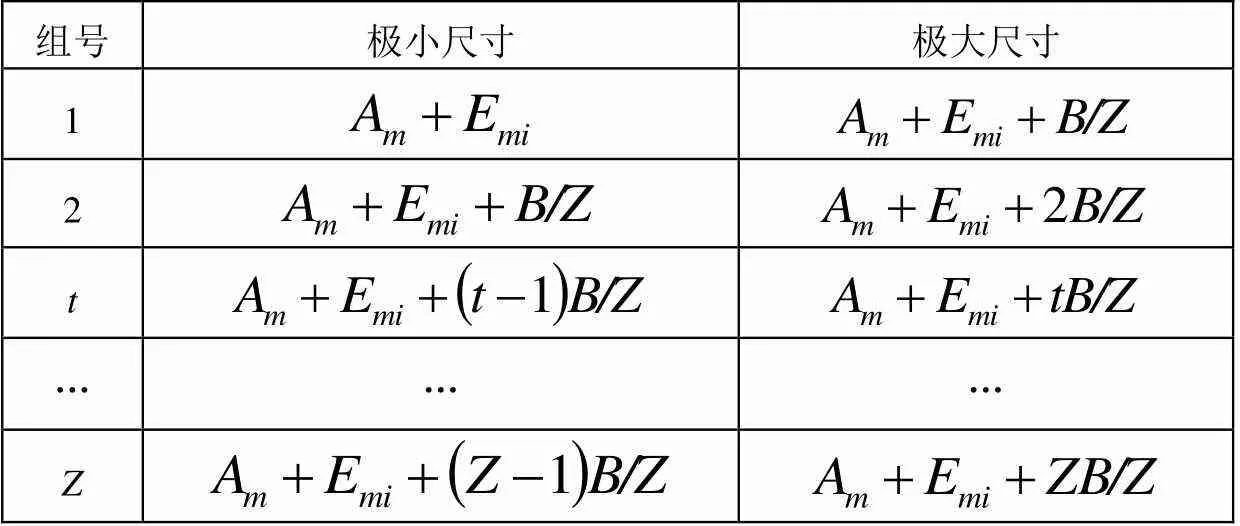
表2 调整件分组情况汇总

3 天线转动机构驱动部件的容差分析及装配方法应用

图1 根部关节装配示意图
天线转动机构在装配过程中要求法兰输出轴圆跳动0.05mm,且与基准面平行度0.05mm,如图1所示。现对该装配体形成的封闭环进行容差分析。
法兰输出轴圆跳动公差,圆跳动包含了同轴度与圆度的综合信息,由于各零件的内外圆圆度均由精密镗床或精车完成,其圆度误差相对较小,可近似把同轴度公差看为跳动公差,即跳动公差为各环同轴度公差的积累,其数值为0.02mm+0.03mm=0.05mm,加之法兰与电机孔轴配合处的间隙0.025mm-(-0.016mm)=0.041mm,就可以得到最终形成法兰输出轴同轴度误差最大值为0.02mm+0.03mm+0.041mm=0.091mm。其中,法兰与电机孔轴配合间隙引起的跳动公差是可调的,而两跳动公差的积累是不可调的,所以设计要求封闭环跳动公差小于0.05mm,只能提高法兰自身输出轴对输入轴的跳动0.03mm及电机输出轴跳动0.02mm。在零件加工过程中,通过要求法兰输出轴跳动公差小于0.02mm,保证装配体在装配完成后经调整跳动公差达到设计要求。
同时,法兰输出端对基准面的平行度公差可通过输入轴与电机连接面、电机与电机支座安装面、电机支座与底座安装面的关系传递到基准面,进而计算出法兰输出轴与基准面的平行度公差。
根据装配过程建立装配尺寸链向量模型:

由于该装配体主要关注电机轴线与底座基准面的平行度,所以可以将以上向量式写成各向量角度关系:

根据设计意图,要求法兰输出轴绕轴和轴的转角综合值达到要求,假设电机支座与底座向转角为零,可将设计要求表述为:
由式(9)得:
由此可得,只要下式成立则式(10)成立。

说明在装配过程中只要保证各组成环叠加到法兰处的向和向转角之和小于0.409°,即可达到装配精度要求。
为了分解各组成环的转角,将装配过程分为三步装配四个环节,并对各步装配各环节进行分析,计算得到各转角值,相关零件尺寸见图2。
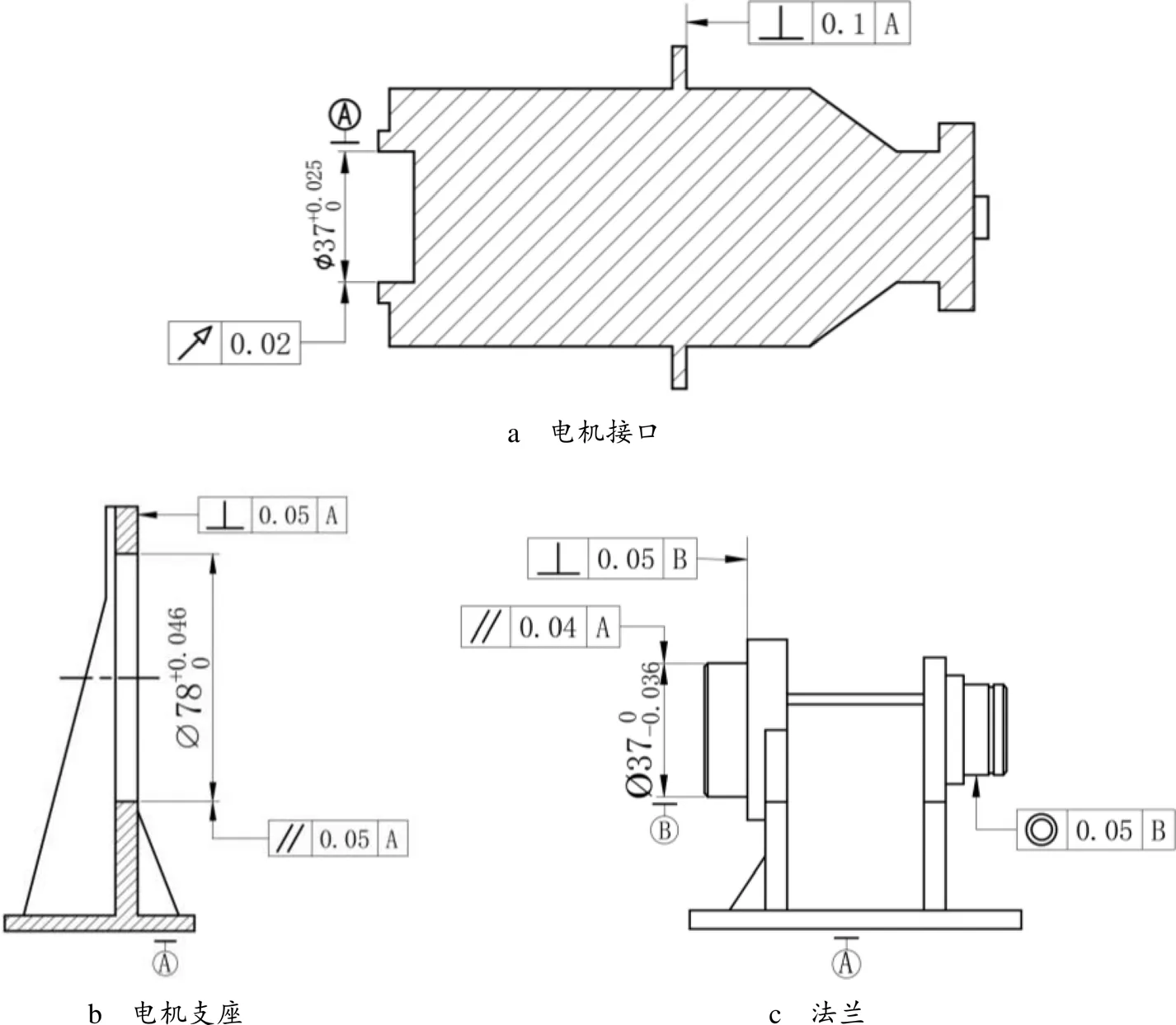
图2 电机接口、电机支座、法兰示意图
a. 以底座基准面为基准,从电机支座与底座安装面开始,底座上下平面的平行度公差近似转换为角度公差:

b. 电机支座与底座的装配:由于孔轴线方向尺寸小,对平行度误差的传递主要是由电机支座底面与电机安装面垂直度引入,转换为角度公差:
c. 电机与电机支座的装配:电机与电机支座连接面对法兰输出轴的影响,同样由于电机支座轴线方向尺寸小,对平行度误差的影响因素主要为电机与电机支座安装面的垂直度,加之,电机输出端跳动,转换为角度公差:

d. 电机与法兰的装配:法兰与电机输出端的连接对法兰输出轴的影响有两个方面,其一是轴与孔的间隙尺寸加上轴线方向配合长度尺寸决定,即两周相交时其值可计算为:
其二是轴与孔的接触端面决定,其值可计算为:

第一种与第二种情况互相制约,取其小者(第一种)。由于法兰单件外圆圆度较高,可把法兰输出轴线对输入轴线的同轴度近似为其平行度,近似认为直接影响基准面的平行度,由此角度公差可近似为:
由以上计算得出,封闭环角度最大公差值为:

可以由此得出,根部关节在无调整装配完成后,圆跳动可能会超出设计要求,而且输出轴线对基准面平行公差也可能超出设计要求。
对以上角度公差在7mm的25mm的法兰输出轴上产生的平行度公差为:

计算分组数:

复核可调整范围:


确定每组调整垫尺寸如表3所示。

表3 调整垫分组尺寸表
以上数据得到了实际装配的验证,在装配根部关节时,在电机与法兰轴配合端面添加了0.1mm垫片,最终测得输出端25mm外圆全跳动为0.012mm,该跳动公差包含了调整后的法兰输出轴的平行度公差和圆跳动公差。
由此可以看出,在单件小批量精密机械产品的装配过程中,调整装配法可以提前预知装配后组成环的容差,并设计调整方案,使装配可以高效保质地完成。
4 结束语
本文在对容差设计深入研究的基础上,分析了容差在设计、工艺、机加、装配中的作用。针对转动机构的工作特点,提出了修配装配法和调整装配法,分别进行了理论分析和理论总结。通过调整装配法在天线转动机构的装配中的应用,展示了在单件小批量精密机械产品装配中的优越性,提高了装配效率。
1 张福润. 机械制造技术基础[M]. 武汉:华中理工大学出版社,2001,251~260
2 张开富. 飞机部件装配误差累积分析与容差优化方法研究[D].西安:西北工业大学,2006,1~5
3 张建平,张风莲,陶华. 基于混合蒙特卡洛算法的容差分配研究[J]. 计算机仿真,2009,26(10):315~318
4 赵军,张九强. 修配法求解装配尺寸链分析[J]. 机械工程师,2001(6):48~49
5 张开富,杨海成,李原. 装配尺寸链修配环最大修配量的分析与计算[J]. 机械设计,2005,3(22):23~24
6 李海波. 调整装配法的计算探讨[J]. 长春工学院学报(自然科学版),2003,4(3):36~38
7 黄美发. 面向设计和制造的并行公差设计方法研究[D]. 武汉:华中科技大学,2004,1~26;73~85
Research on Assembly Method of Rotating Mechanism Based on Tolerance Analysis
Wang Xianchong Yang Tao Ji Wei Feng Liming
(Tianjin Aerospace Institute of Electrical and Mechanical Equipment, Tianjin 300458)
In practical engineering, due to the influence of processing, assembly, working environment and other factors, there are usually some errors. In order to reduce the uncertainty brought by the errors, according to the product characteristics of the rotating mechanism, this paper analyzes the relationship between tolerance design and the development process of precision machinery such as design, process, manufacturing, assembly, etc., puts forward the assembly method suitable for the product of the mechanism, and summarizes the calculation steps of adjustment method and repair method in assembly process. According to the tolerance analysis of the driving parts of the antenna rotating mechanism, the assembly adjustment method is used to design the adjustment scheme.
tolerance analysis;accumulated error;dimension chain
王现冲(1986),高级工程师,机械设计及理论专业;研究方向:航天器机构产品的精密制造与装配工艺设计。
2020-06-09
猜你喜欢
北方交通(2022年8期)2022-08-15
汽车实用技术(2022年7期)2022-04-20
辽宁工业大学学报(自然科学版)(2022年1期)2022-01-15
汽车维修与保养(2021年12期)2021-03-08
汽车维修与保养(2020年10期)2021-01-22
科学与财富(2019年16期)2019-01-04
劳动保护(2017年10期)2018-01-10
科技创新导报(2016年8期)2016-10-21
建筑工程技术与设计(2015年5期)2015-10-21
科教导刊(2009年9期)2009-06-28
