昆船物流成品库自动化码垛系统的改进与应用
2020-09-24 07:30李春杰许家欣宋传青
设备管理与维修 2020年16期
李春杰,张 震,许家欣,宋传青
(山东中烟工业有限责任公司青岛卷烟厂卷包车间,山东青岛 266000)
0 引言
为了提高码垛效率,工业现场的机器人码垛系统一般采用整层搬运的工作方式,在产品输送线体末端配有产品整形平台,先将产品按照预先设定的垛型图样整理编组,然后再运输。这种方式大大提高对工业机器人工作负载能力的要求,但是由于一些机器人只能处理单一垛型,导致当面对不同图样的垛型时无法完成码垛任务。针对于这种情况,充分利用垛型数据结构可以进行码垛程序编程修改的特点,对上下位电控通信协议、码垛机器人控制程序进行修改编程,成功解决不同垛型的码垛任务,节省换机采购成本,提高工作效率。
1 码垛系统的原理和存在问题
1.1 自动化码垛系统原理
码垛系统由通用设备、机械手组成,其中通用设备包含输送盘、输送装置和保护设备。码垛设备组成结构及输送装置由托盘和运输线组成,物品运输装置主要由物品输送通道和不合格剔除区组成,而保护设备主要指隔离围栏和安全警报装置。
在自动化系统中,物料通过托盘来组成一个个单元进行搬运、装卸、输送及存储。托盘是物流作业中必不可少的集装工具,可供集合一定数量的物料,并满足自动化物流系统的功能要求。在机器人进行工作时,通过运输通道将托以盘叠放的方法输送,当成为空托盘仓时,空托盘被输送到预定码垛位置,垛完毕时,整跺产品被输送到下一环节,当检测到外观或质量不合格产品时,剔除机构将不合格产品剔除指定区域,以备人工处理;码垛系统根据机器人的工作范围将整个工作区域分为安全区域和危险区域,并通过网格状安全护栏进行警示和隔离,在安全护栏上安装有警报和安全门开关,当工人进入安全区域时,设备停止运行,以保证操作人员的人身安全。
1.2 码垛系统存在的问题
根据物流运输的发展趋势和国家局的发展要求,生产车间生产工艺的具体标准,成品库入库区根据上位下达不同牌号烟箱分拣及机器人码垛要实现24 件及20 件功能,实现纸滑托分流控制,申请入库功能。而现有的昆船物流成品库自动化码垛系统无法实现20 件垛型的码垛要求。针对这个问题决定对现有的L50C 成品库自动化物流系统进行改进优化,以满足物流运输的垛型要求。
2 码垛系统的改进和优化
码垛系统的设计需要满足20 件垛型,确定厂房布局、产品种类、垛型要求、产能要求和制造成本等因素进行综合考虑。由于要进行24 件垛型变20 件垛型在机器人硬件方面可以进行通用,所以主要的改进主要在通信协议和电控系统方面。
首先根据改造内容进行分析,需要对上位、电控、机器人、一号工程系统进行相关调整,上位系统增加新垛型,下达电控系统,电控系统转给码垛机器人;增加“纸滑托空托盘组”类型,系统中区分一般空托盘组和纸滑托空托盘组;纸滑托空托盘组入库功能;“纸滑托实托盘”托盘类型,区分一般实托盘和纸滑托实托盘;修改入库流程相关程序,实现20 件烟码垛计划下达、20件烟纸滑托托盘入库;修改出库发货流程相关程序,实现20 件烟纸滑托盘按整件发货;修改与中软一号工程接口程序,满足20 件纸滑托盘条码发送给一号工程系统写入电子标签;出入库、库存相关报表修改,体现纸滑托托盘出入库、库存情况。
电控方面改造项目主要包括出入库流水线的不同牌号任务接收与上报流程;入库区分拣道的输送件数控制;托盘组工作模式申请、分发、检查流程;ABB 机器人的码垛任务接口及码垛控制流程;成品烟垛烟箱条形码上传与申请入库流程;成品库烟垛牌号切牌及尾烟控制流程;发货区托盘组模式切换返库流程等相关控制程序及操作终端画面修改。
(1)分拣道不同牌号任务接收与上报流程:增加电控与上位下达任务接收与分配接口及程序修改部分(图1)。
(2)托盘组工作模式申请、分发、检查流程:托盘分发机根据生产要求将托盘信息进行修改,并完善不同托盘类型情况下条码、电子标签检查、报警、剔除流程(图2)。
(3)ABB 机器人的码垛任务接口及码垛控制流程:增加机器人的上位任务下达网络接口。
(4)成品烟垛烟箱条形码上传与申请入库流程:烟垛上的烟箱条形码信息在申请流程中打包、整理与上传。
(5)成品库烟垛切牌及尾烟控制流程(图3)。
(6)发货区托盘组返库模式切换控制流程。
(7)成品库操作终端画面修改。
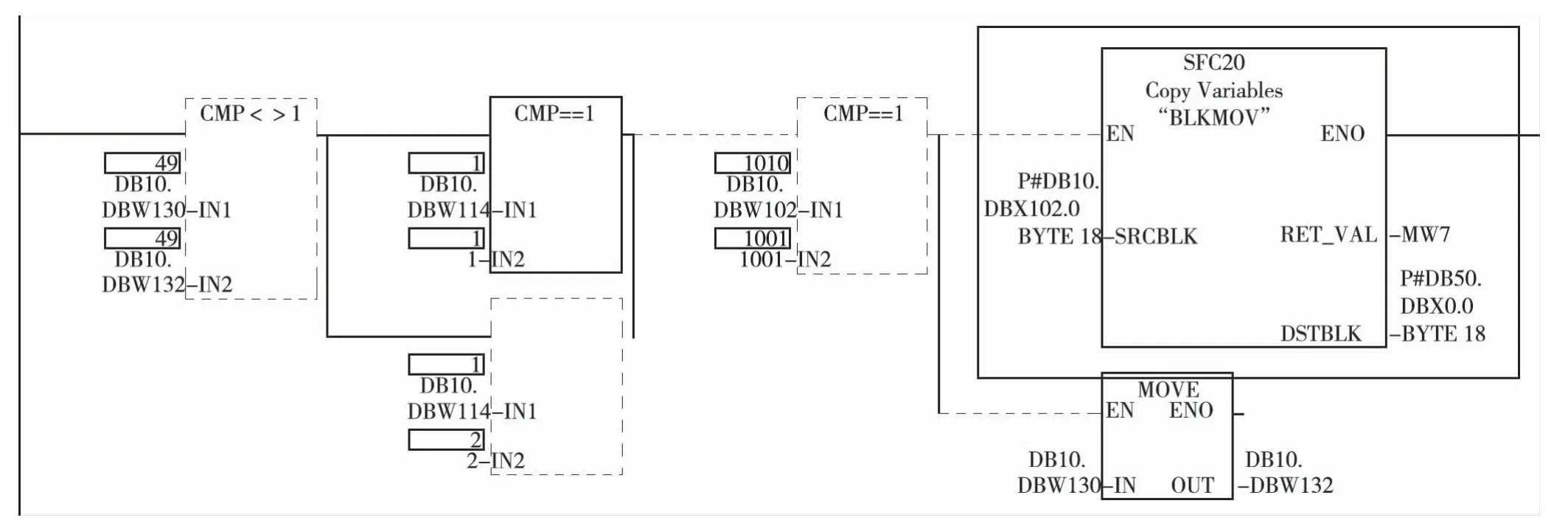
图1 修改接收和上报任务流程
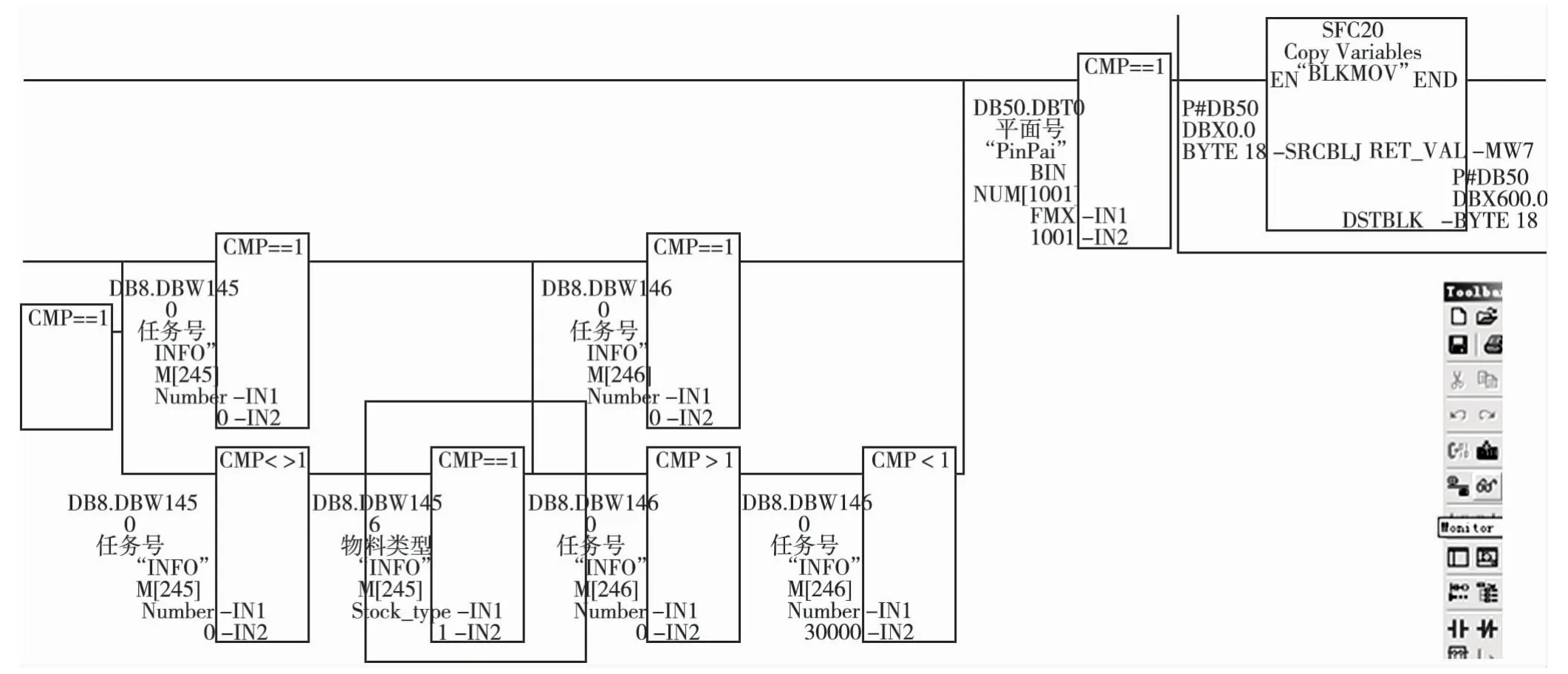
图2 修改申请、分发、检查流程
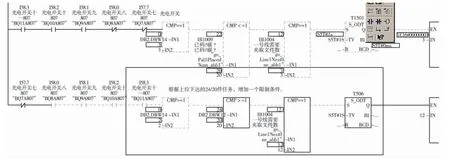
图3 修改成品库烟垛切牌及尾烟控制
随后对机器人增加整托为20 件烟的垛型(一个或多个),修改一号工程在发货时增加20 件烟整托盘RFID 一号工程码写入功能。
3 改进后的效果
通过控制模式的修改可以满足不同模式下的生产需求,优化码垛系统,实现24 件垛型与20 件垛型的切换,并确保成品库出入库的工作效率及工艺要求。确保成品入库区不同类型牌号烟箱分拣、码垛功能,确保通路顺畅。在满足生产工艺要求情况下,同时提高设备运行效率。
4 结束语
为了尽快适应物流运输要求,时间要求紧张,在基于机械硬件设备改动较小的情况下,所以问题都集中在上位系统和电控系统上,同时也要评估机器人和一号工程系统的程序修改问题。为此上位系统在设计开发阶段建立模拟环境进行流程调试和功能调试,在现场调试前先完成程序修改功能,确保改进的可实施性,为改进的成功打下基础。最终通过成品库自动化码垛系统的改进优化,使产品能够充分配合同城联运成品库出入库增加纸滑托垛型要求,成品库出入库流程在保留原工作模式的情况下,增加纸滑托盘工作模式,并可实现不同模式同时生产的工作要求。
猜你喜欢
装备制造技术(2020年3期)2020-12-25
重型机械(2020年3期)2020-08-24
电子制作(2019年20期)2019-12-04
中小企业管理与科技·下旬刊(2018年11期)2018-03-19
科技资讯(2018年33期)2018-03-07
电子技术与软件工程(2017年5期)2017-04-23
汽车实用技术(2015年8期)2015-12-26
汽车维修与保养(2015年12期)2015-04-18
汽车维修与保养(2015年2期)2015-04-17
客车技术与研究(2014年6期)2014-02-28