车载式制氮车系统改造及效果评价
2020-09-24 00:27陈维志马庭红吴应辉付志远
设备管理与维修 2020年17期
陈维志,马庭红,吴应辉,付志远,林 波
(西南油气田公司蜀南气矿工艺研究所,四川泸州 646001)
0 引言
高速发展的膜分离技术,能高效、经济地从空气中直接获取氮气,且不受地貌和地理环境的影响,可为油气田氮气气举、气体置换、气体钻井、环空注氮等作业提供连续稳定的气源。基于氮气特有的安全属性和廉价经济的特点,西南油气田分公司于2007 年从天津凯德实业有限公司购置了2 台NPU1200 型车载式制氮车。
1 制氮车基本情况
1.1 主要组成
NPU1200 型车载式制氮车主要包括柴油发动机、螺杆式空气压缩机、空气净化系统、加热器、模组和电气仪表控制系统等部分,安装固定在改装的重型卡车上。
(1)柴油发动机。美国卡特彼勒3412E 柴油发动机,转速2100 r/min,功率567 kW,为螺杆式空气压缩机提供所需的动力。
(2)螺杆式空气压缩机。美国Sullair1500/400 螺杆式空气压缩机,为模组提供一定压力的气源,主要技术参数:排气量2400 m3/h,排气压力2.4 MPa,排气温度:82110。
(3)空气净化系统。由冷干机和5 级过滤器组成。ZR-1600/HP冷干机对压缩后的高温气体进行冷却,降低气体温度,并使气体中的气态水和油冷凝聚集;经过冷凝后的气体逐级进入过滤系统,将气体进行过滤净化,使进入模组的空气清洁无杂质颗粒等,各级过滤系统作用见表1。

表1 各级过滤系统作用
(5)模组。NPU1200 型车载式制氮车采用美国MD4240 模组,单台机组由13 组模组并联组成,气体通过模组的渗透-扩散作用生产出纯度95%99.5%的氮气。
(6)电气仪表控制系统。主要包括电气控制系统、操作显示盘、各类报警(温度、压力、流量、纯度、差异、阀门开度)和模组的运行状态监控等。
1.2 应用情况
车载式制氮车自2008 年1 月投用至改造前,2 台车载式制氮车累计使用11 805 h,开展各类作业231 余井次、制氮量969104m3,为分公司增产天然气7462104m3、排水72 062 m3,取得了明显的挖潜增效成果。此外,车载式制氮车还可根据现场需要,生产出管线所需的置换或试压氮气,液氮车无法达到上述效果,也无法满足气井连续排液的要求。据初步测算,车载式制氮车作业费用约为液氮车费用的1/3,每年可为公司节省液氮费用90余万元。
2 制氮原理及工艺流程
2.1 膜分离制氮原理(图1)
膜分离技术的核心是利用空气中不同组分在高分子材料上的扩散系数不同而进行气体分离的物理过程。模组是一个圆筒状的不锈钢外壳和PVC 高分子材料制成的中空纤维膜束,每根膜束像列管一样包含上百万根中空纤维,以提供最大限度的分离面积,每根纤维直径约几十微米。压缩空气在中空纤维膜束孔内通过,气体分子在压力作用下首先在模组高压侧接触,然后是吸附、溶解、扩散、脱溶、逸出。由于每种气体具有不同的渗透速率,渗透速率“快”的氧气、二氧化碳、水蒸汽等由纤维壁高压侧向外侧渗出,渗透速率“慢”的氮气则由模组的另一端排出,从而实现空气中氧气、氮气的分离。
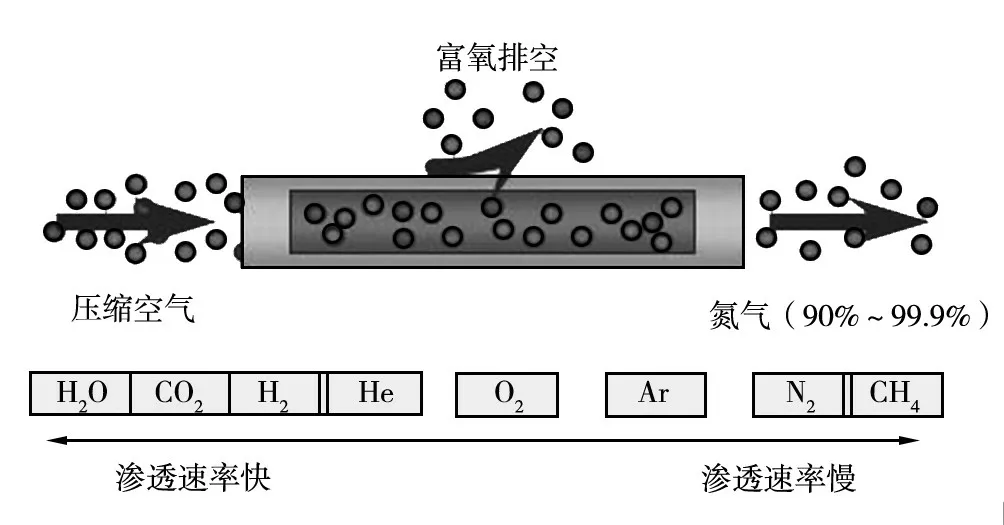
图1 膜分离制氮工作原理
2.2 制氮工艺流程(图2)
螺杆式空气压缩机在发动机驱动下,将环境空气经压缩升压,经油气分离器、冷干机、聚结过滤器和活性炭等设施的分离、冷凝、过滤、净化,除去空气中的油、水和颗粒等物质。气体在加热后进入膜分离器进行组分分离,空气中的氧气、二氧化碳以及少量水汽会快速的渗透过膜壁,并通过模组压力侧面的排气孔排出;空气中的氮气渗透过膜壁的速度较慢,它沿着纤维孔流动并在压力末端的气管处流出,生产出高浓度氮气,从而实现从空气中分离出氮气。
3 车载式制氮车改造前状况
由于模组选型以及工艺流程设计不当,在近几年的使用过程中,模组先后损坏6 根,进入模组的最后两组过滤器也存在液态水,这些因素极大地影响了模组的使用寿命。单台机组制氮量从最初设计的1200 m3/h 递减到改造前的580 m3/h(氮气纯度均是95%的情况下);发动机冷却水散热器、空气散热器、机油散热器采取重叠的安装方式,散热效果差,并且受环境温度的影响很大,常出现超温停机的情况,延误正常的施工进度。
3.1 模组选型不当
车载式制氮车使用的是MEDAL 膜,在使用过程中,进入模组最后的屏障——第四级和五级过滤器(图3)均不同程度出水。由于MEDAL 膜采用亲水的聚苯烯类聚合PMP,水会使内部中空纤维膨胀堵塞、局部憋压,表现为模组产氮量下降以及模组脱离膜芯杆(图4)。
3.2 散热器设计不合理
改造前空气散热器、机油散热器和冷却水散热器采取重叠的安装方式(图5),发动机风扇吹出的风经过机油散热器热交换后,热风再与空气散热器、冷却水散热器进行热交换,导致散热效果差,受环境温度影响很大,常出现发动机水温和机油温度高超温停机;由于采取重叠的安装方式,散热器(中间)清洗不到位;若彻底清洗各组散热器,只能用吊车吊出中间散热器,不便于日常维护保养。
3.3 流程设计不合理
水域加热器位置不合理:加热器位置(图2)在活性炭罐及四、五级过滤器前,经过加热的氮气在活性炭罐和过滤器处不断与周围环境进行热交换,而测量氮气进膜温度的传感器位置在加热器和活性罐之间,因而造成仪表显示温度与进膜实际温度存在10的差异;通过控制进入加热器的发动机冷却水水量对氮气进行快加热,加热效果及灵敏度不易控制,且达到最佳的模组温度时间较长,影响制氮效果。
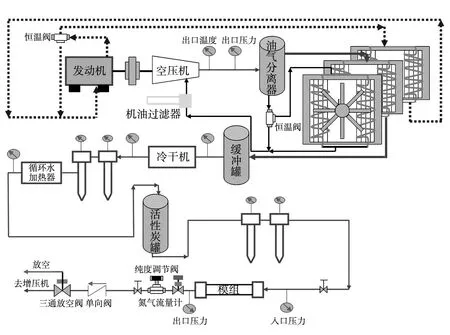
图2 改造前车载式制氮车制氮工艺流程

图3 车载式制氮车聚结过滤器
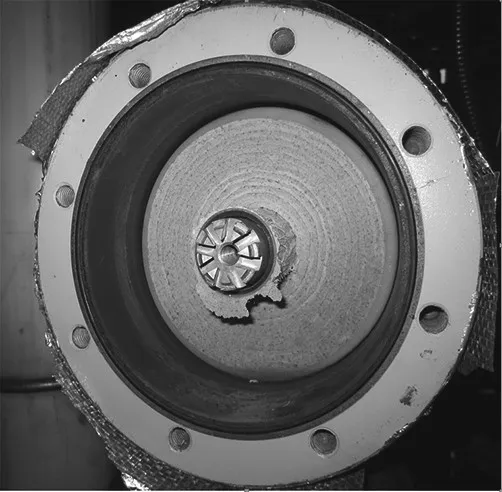
图4 模组脱离膜芯杆
活性碳罐:每次更换活性炭后,必须进行30 min 以上的吹扫。因为活性炭与炭罐内壁之间、活性炭与活性炭之间存在间隙,在外部压力作用下,它们之间互相碰撞产生活性炭粉末,活性炭粉末通过过滤后进入模组堵塞纤维壁,造成产氮能力下降及影响模组寿命。
4 系统改造
4.1 模组选型
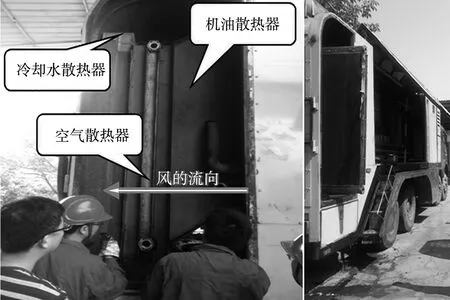
图5 改造前车载式制氮车散热器布置
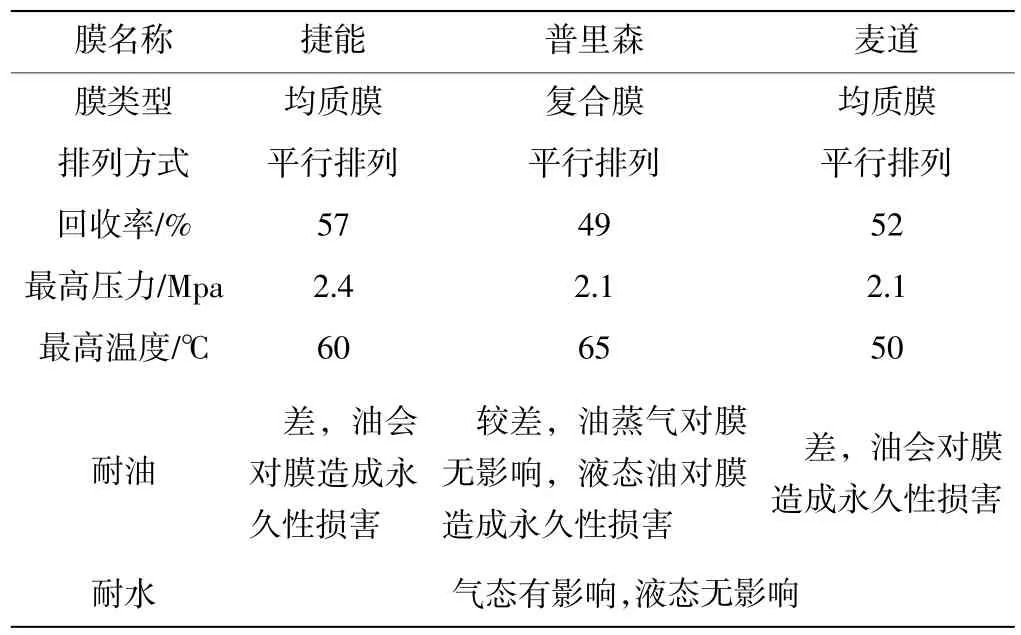
表2 常用模组参数对比
膜性能还与生产的氮气纯度、操作温度和运行压力直接相关。在一定纯度下,产气量、回收率随工作压力的增加而稍有增加;产气量随温度升高而增加,回收率则随温度增高而降低。
因此,膜的运行必须在一定的温度和压力下才能达到最佳效果。目前各种膜推荐的工作温度为45左右。影响膜性能的其他外部因素是油、水、杂质等。
由表2 可知:普里森膜氮气回收率不如其余两组膜,但模组的耐温性、尤其是抗油性明显优于其他两种膜;均质模采用亲水的聚苯烯类聚合PMP,水会使内部中空纤维膨胀堵塞,严重影响模组分离效率及寿命,普里森膜采用中空纤维复合膜,水对其寿命几乎无影响。综上所述,本次车载式制氮车膜分离的核心组件采用普里森膜,单台机组采用PA4050 模组39 根。
4.2 冷却系统改造
由于制氮车系统改造不能改变车辆的外观尺寸,因此不能简单依靠加大风扇直径和增加散热器散热面积来改善效果。整个制氮车气路、水路和油路流程中,只有气路流程需要散热后再加热达到所需进模温度,因此对于气路,其散热效果和散热器设计散热余量可以不考虑,因为气路需要经过各个缓冲罐、四级过滤器、管线,不断与周围空气进行热交换散热,因此,可以设计较小面积的散热器。但对于机油散热器和冷却水散热器需要较强的散热效果,防止机油过高,出现拉缸现象,因此,在原有的基础上适当增大散热面积。对于三组散热器的排列方式(图6),利用发动机风扇散热的机油散热器和冷却水散热器采用并排方式排列,空气散热器采用独立电机(5.5 kW)驱动风扇散热,以达到更好的散热效果。
4.3 流程优化(图6)
4.3.1 活性炭罐
活性炭与炭罐内壁之间、活性炭与活性炭之间存在间隙,在外部压力作用下,它们之间互相碰撞产生活性炭粉末,活性炭粉末通过过滤后进入模组堵塞纤维壁,因此空气处理系统流程中不再布保留活性炭罐。
4.3.2 冷干机
普里森模组不需要冷干机对气体进行冷凝除水处理,因此流程中拆除冷干机,驱动冷干机的功率用来带动新增加电机(5.5 kW)驱动的风扇。
4.3.3 加热器
车载式制氮车自带发电机(改造前主要对控制室空调和冷干机供电)30 kW 富裕功率较多,在水域加热器处增加一组5.5 kW 的电加热器。水域加热器和电加热器采用串联方式,两组加热器布置在聚结过滤器与模组之间,温度传感器处于加热器和模组之间,能快速精准地控制进膜的最佳温度。
4.3.4 旁通管路
针对部分管线或设备利用空气试压,在加热器与模组之间,设置一旁通管路,满足空气试压需要,减少作业时间和能耗50%。
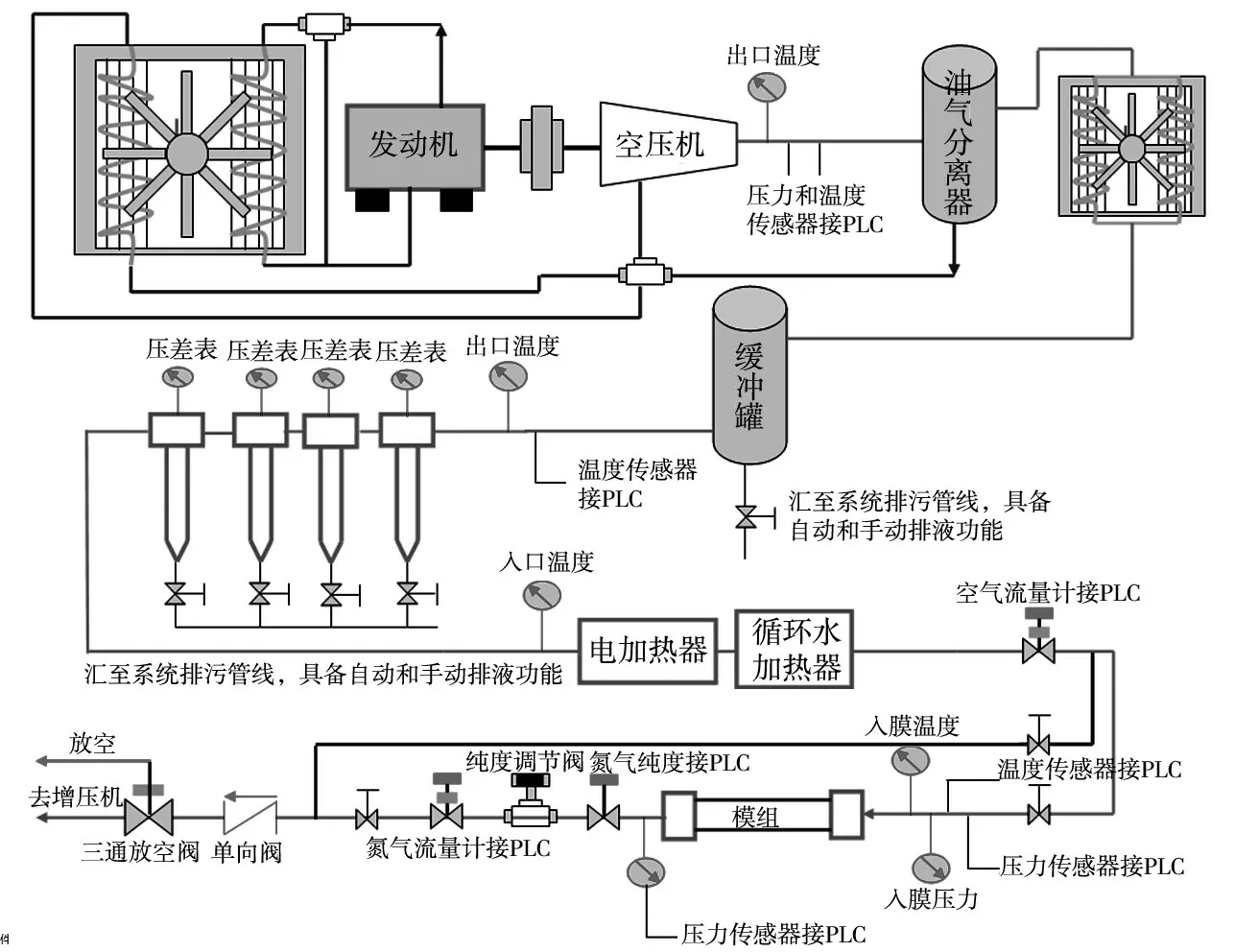
图6 车载式制氮车改造后工艺流程
4.4 设备大修
对本次车载式制氮车保留的大洋发电机、寿力空压机等主要设施进行大修,为制氮系统提供可靠的电源和气源保障,确保整个改造项目取得成功。特别是对寿力空压机拆解过程中发现:编号为07008 机组转子轴承存在一定程度的磨损,导致轴承失去定位精度使转子与腔体发生摩擦,而螺杆式空气压缩机靠的是阴、阳转子与腔体密封达到排气目的,密封不好造成压缩机排气量不足;若模组前端无法提供足量的气源,无法达到改造后氮气1100 m3/h(纯度95%)的指标。
4.5 PLC 及其他设施改造
重新选用PLC 控制系统,并对制氮车控制系统进行重新组态,满足改造对各个系统、保护点的监控要求。
更换纯度和三通阀(手动和电动两种模式),管路中阀门、压力表、温度表以及各压力和温度传感器。
5 改造效果
2018 年5 月25 日在厂家完成改造后,5 月28 日至31 日在蜀南气矿岳101-73 井、岳101-X61 井配合车载式压缩机组进行了改造后的现场试车。作业效果见表3。
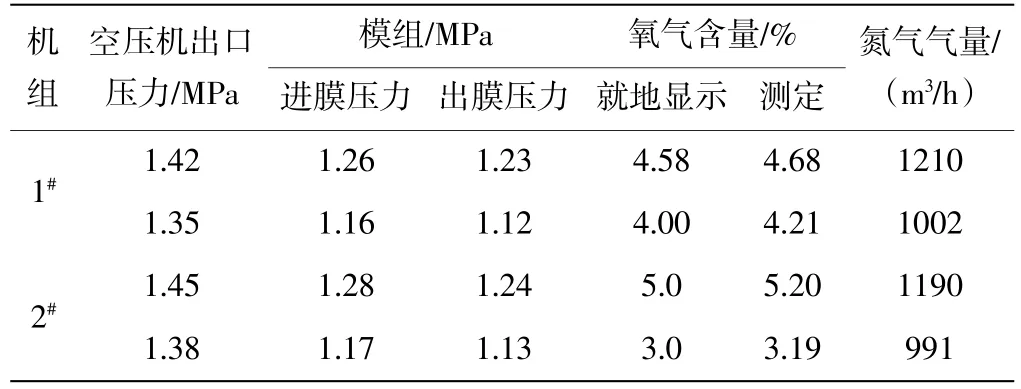
表3 改造后制氮车现场试验数据
从表3 可知:2 台制氮车改造后的氮气流量均满足设计1100 m3/h(纯度95%)的要求,并且显示的氮气纯度与通过化验分析测定的氧含量之间误差很小,完全满足设计要求,取得很好的改造效果。
6 改造经济效益评价
6.1 改造后的应用情况
2 台车载式制氮车自试车成功以来,截至2019 年12 月31日,累计运行3747.5 h,共完成161 井次的各类氮气作业,累计制氮量162.54104m3,增产天然气2662104m3、凝析油787.5 t,排水21 327.5 m3。
6.2 改造后经济效益评价
根据公司有关作业费用的计价标准,车载式制氮车收费标准为1.494 4 万元/d,按每口井平均作业1 d、井口气价1.2 元/m3、凝析油2000 元/t 计算,2 台制氮车改造后投入使用时间不到两年,产生的总收益远远大于制氮车改造投资的388 余万元,在蜀南气矿显示了明显的增产创效效果。
7 结语
2 台车载式制氮车改造投入使用的现场实践证明,虽然曾出现过排污电磁阀以及三通阀线圈损坏的情况,但改造后制氮车总体制氮性能可靠,启停机方便快速,能快速生产出高浓度氮气;操作员工可独自在控制面板完成加载、卸载以及各系统排污间隔时间设定、放空等操作,操作简单且出现故障时自动报警停机,对操作人员素质要求不高;将膜制氮系统固定安装重型卡车上,特别适应四川油气田地域广、野外道路复杂多变的环境特点,可为油气田投产前的设备吹扫、置换以及气井气举提供安全可靠的气源保障。
猜你喜欢
低温与特气(2022年2期)2022-11-26
冶金动力(2022年3期)2022-06-24
石油沥青(2021年3期)2021-08-05
装备制造技术(2020年2期)2020-12-14
电子技术与软件工程(2019年17期)2019-10-09
电子制作(2019年12期)2019-07-16
节能技术(2018年6期)2019-01-03
中国交通信息化(2018年5期)2018-08-21
电子制作(2018年8期)2018-06-26
汽车电器(2018年1期)2018-06-05