论锻造毛坯料自动化转运系统
2020-10-09 10:19王大鹏赵亮王晓波
汽车世界·车辆工程技术(上) 2020年5期
王大鹏 赵亮 王晓波
摘 要:AGV系统承担锻造毛坯料自下料工位至锻造等待区的自动转运。由AGV调度系统根据物料转运任务,自动派车、依据路线让车,将相应的物料运载至锻造等待区,并将空料托盘运回毛坯下料工位。AGV具有高抗震性能,能够在周边20米范围内有冲床/锻床的强烈震动情况下安全运行。
关键词:AGV;自动化;安全运行
本文中的AGV采用四轮驱动结构,动力强劲;AGV驱动轮采用钢轨运行结构,不受地面情况影响;调度系统会根据物料转运指令,自动调度AGV执行转运任务;AGV自动充电,锂电池动力,运行效率高节能,可以有效延长AGV蓄电池的续航能力;AGV采用磁钉+激光定位的多机联动调度,当AGV遇到需要让车、让障碍物的情况下,可以主动实行制动、让车,车辆让车或者障碍物移除后自动恢复到主通道上,不会发生堵车。
1 AGV综合指标
额定载重量设定为2500kg;四轮驱动,动力性能好,稳定性好,越障能力地面高低不平或有异物时不容易方向偏差,运行可靠;车辆底盘具有减震装置,抗震性能好,能够适应现场震动工况;可起升,具备托盘挂钩,对货物有定位作用,载货运行稳定性好;四向行走,可适应换轨道运行,运行通道窄,可直行、横向行走;配合托盘对接支架,能安全将托盘从支架和AGV上相互转移,AGV转移托盘左右两方向均可完成;拟采用磷酸铁锂电池48V-60AH,续航能力8小时以上。AGV采用自动充电系统。
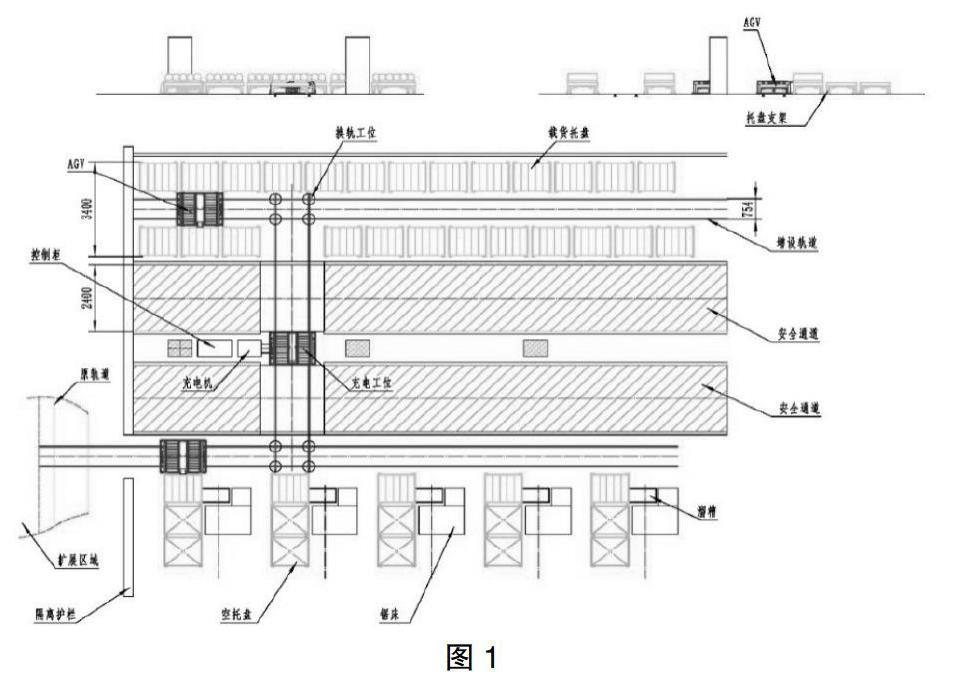
2 AGV物流系统运行局部平面示意图
3 AGV物流系统的主体设计
(1)系统总体构成:AGV小车:AGV小车负责各环节的物料自动搬运。AGV中央调度管理系统:AGV车管系统负责AGV小车综合调配,并负责物流物料信息采集与管理。叫料装置:安装在产线工站,每个工站1块,主要用于产线人员叫料使用,当产线人员需求物料或空托盘时,通过叫料输入呼叫命令,信息就会在调度系统电脑主屏显示出来。托盘支架:安装在工位和待加工区货位,每个托盘对应1套;每个下料锯床3套,AGV停在托盘支架对应位置,实现AGV与支架的托盘转移。钢轨、钢轨换向装置:下料区通道、待加工货位区通道各1条(2根钢轨)之间的直角连接部位的钢轨换向装置。整个系统配备充电站,含充电站管理软件。
(2)系统运行流程:
1)执行过程:下料工位-→AGV转运-→待加工位
2)执行过程:空托盘返回-→ AGV转运-→下料工位
3)手动遥控操作:调度系统故障时AGV可以转为手动操作,由遥控器遥控作业。
4)AGV充电:①AGV电量不足时,系统调度AGV至待机工位,充电机对接自动检测,对接安全后自动开始充电;②AGV充电完成后,充电机自动停机;③AGV充电过程中,接到转运命令,自动关闭充电机,AGV开始直行转运任务;AGV直行完毕转运任务后,行驶至待机工位,继续执行充电命令,直至蓄电池充满电为止。
4 AGV调度管理系统设计
(1)管理系统分为调度系统(地面主机电脑)和车辆主控管理系统(安装在AGV上)。(2)管理系统的运行于Windows7操作系统、开发语言JAVA、激光扫描软件平台及调度管理平台。(3)车管系统不得设置恶意后门程序、隐藏功能。(4)AGV系统动态显示:车管系统需以动态的方式显示AGV的实时位置、AGV状态、任务状态、电量、故障等信息,各类信息更新时间不应大于1秒,界面美观大方,配色合理。(5)权限管理功能:车管系统具备权限管理功能,防止无关人员误操作。(6)交通管制功能:车管系统能够对AGV进行实时交通管制,保证AGV合理高效运行,避免后续增加AGV车辆后多机联动发生碰撞、堵车,并能在关键路口设置优先方向。(7)日志管理功能:车管系统具备完善的日志记录和日志诊断功能,详细记录AGV的运行事件日志和状态日志,并具备日志数据存盘功能,供专业人员在维修或维护时解读。
5 AGV调度管理系统技术性能
(1)地图路径编写功能:车管系统能方便地对AGV运行的地图和路径进行编译。
(2)AGV人工控制:车管系统能对AGV运行任务进行实时监控和干预,能手动控制小车的交通管制状态。
(3)智能调度:车管系统可智能地对AGV进行调配,合理优先调配任务给距离较近的AGV小车。
(4)车管系统合理控制AGV小车的电量,当AGV小车的电量不足以执行一次完整的任务时,不能从待命区(充电工位)离开执行任务,并报警提示人工充电。
(5)调度管理系统终端显示:需详尽显示AGV的车载信息,包括但不限于托盘编号、物料编号、工件数量以及工件码放的位置信息等。可显示AGV的运行和位置等信息。
(6)系统可智能分配任务优先级,调节生产瓶颈工位为高优先级,优先响应较高优先级的运输请求,管理员可根据需要删除某一项任务命令或改变任务命令的某些参数。
(7)一键收线模式:车管系统支持“一键收线模式”,此模式下,自动将所有小车返回指定的等待区。
(8)车管系统支持无线通讯、以太网通讯、串口通讯等多种方式,支持主流通讯方式,支持WebService。
(9)车管系统能对其他通讯设备的状态、通讯数据进行实时监控显示。
综上所述,上述方案在锻造毛坯转运过程中替代外形比較大的人工驾驶叉车进行转运作业,保障物料托盘转运过程的安全;降低人工劳动强度;智能调度AGV小车的运行,提高系统整体的运转效率,实现自动化、智能化物料转运,同时考虑后期进行系统扩展、运行区域扩展、工位路线扩展的便捷性。
猜你喜欢
中小企业管理与科技·上旬刊(2016年11期)2016-11-28
中国市场(2016年36期)2016-10-19
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29