大型机组联轴器的三表法对中找正
2020-10-15 08:50赵维强甘肃省特种设备检验检测研究院甘肃兰州730050
化工管理 2020年28期
赵维强(甘肃省特种设备检验检测研究院,甘肃 兰州 730050)
0 引言
联轴器在安装时必须精确地找正、对中,否则设备运行过程中将会在联轴器上引起很大的应力,将严重地影响轴、轴承和轴上其他相关零部件的正常工作,甚至引起整台机器设备和基础的振动或损坏等。因此,机组、泵和驱动机联轴器的对中找正是安装和检修过程中很重要的工作环节之一。本文以伊犁新天煤制天然气项目J6M40C—366/40大型往复式压缩机组刚性联轴器对中找正为例,简述三表法对中找正程序及数据处理方法。
1 对中找正准备
1.1 找正方法选取
压缩机与驱动机联轴器刚性连接,对同心度要求严格,相较于两表找正法,三表找正法在测量轴向偏差时,轴向表由一个位置增加成相隔180°的两个位置,可极大消除轴向串动带来的误差,保证对中找正的精确度,同时考虑机组本身的盘车装置,可实现点动盘车,盘车灵活方便,可实现联轴器找正双轴同步旋转,固采用三表找正法进行联轴器对中找正。
1.2 找正工具要求
采用三表找正法对中找正,应按照联轴器的情况制作专用找正表架,其尺寸、结构由两半联轴器的轴向间距及轴轮毂尺寸大小确定(图1),找正表架应有足够的刚度,且安装紧固,不允许有松动现象。制作完好的表架应提前进行预装,并在全负荷情况下校核。找正用百分表须经计量检定合格,与专用表架的安装应牢固可靠,百分表触头垂直指向测量点,轻弹百分表,检查百分表指针可正常归零。
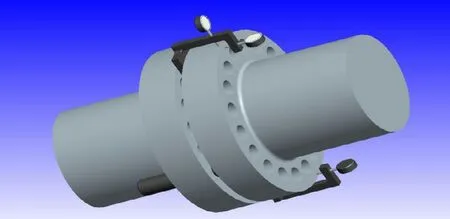
图1 联轴器的情况
1.3 找正前注意事项
根据压缩机装配技术要求,再次复测主机安装的关键技术参数,如主纵横向水平度偏差、曲柄臂开度差等,确认校核准确。
根据电机铭牌上的技术要求调整好驱动电机转子磁力中心线位置,电机转子磁力中心线轴向定位依据电动机本体铭牌标示执行。调整驱动电机联轴器端面与压缩机联轴器端面找正间隙,两端面找正间隙量为联轴器调整垫片厚度(20mm),确定电机端面与压缩机端面间隙时,必须先将电机转子磁力中心位置固定好。
2 联轴器对中找正
2.1 找正程序
将专用找正工具固定在压缩机主轴侧联轴器上、再将一个径向C表、两个轴向表A表与B表装在表架上,表架在全负荷下检查校正合格(图2),保证表针所测的轴向与径向面光洁度,径向测点的轴向面应与主轴轴心保持平行,对中找正前,将百分表调零,沿轴向拨动主轴使百分表在轴向串动,径向表值不得有变化,否则将导致径向百分表得数的偏差。

图2 全负荷下检查校正合格的表架
径向百分表(C表)垂直指在电机联轴器轴向面上,百分表转在上面0°时,表针调整为零,将电机联轴器旋转180°,观测表针变化。
轴向双表(A/B表)垂直指在驱动电机联轴器径向面上,当轴向两表与联轴器表面垂直时,将上下表两同时调整为零,将电机联轴器同步旋转180°,观测表针变化。找正时轻轻盘动压缩机主轴联轴器,通过一同时横穿两半联轴器螺栓孔的短圆柱棒去带动电机联轴器,每旋转一个90°,记录出径向和轴向表数据,根据正负数据进行机组对中偏差调整。
2.2 偏差值计算方法
百分表上下相减为垂直差,左右相减为水平差,所减差值确定为对中偏差值。
如图3所示,径向C表顺时针每90°读取数据分别为C1、C2、C3、C4,轴向A/B表顺时针每90°读取数据分别为A1、A2、A3、A4/B1、B2、B3、B4,径向/轴向偏差(角偏差)值计算方法:
径向偏差:
垂直偏差=C1-C3/C3-C1;
水平偏差=C2-C4/C4-C1。
轴向偏差(角偏差):
垂直偏差=(A1+B3)/2-(B1+A3)/2;
水平偏差=(A2+B4)/2-(B2+A4)/2。
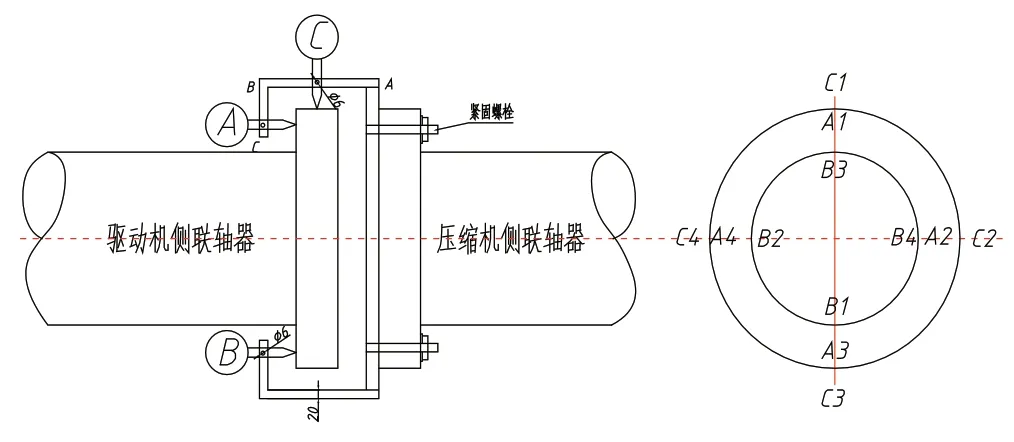
图3 径向径向百分表顺时针读数
3 测量数据记录及处理
J6M40C—A/B/C压缩机是六列五级压缩对称平衡型往复活塞式压缩机,由TAW3100—20/2600同步电动机通过刚性联轴器驱动。散件到货,现场组装,机组刚性联轴器采用三表法对中找正,现场对中找正原始检测记录:径向位移测试记录见表1,轴向倾斜度测试记录见表2,根据2.2偏差值计算方法进行径向偏差、轴向偏差计算,最终确定机组对中找正偏差值如表3所示。
以J6M40C-A机为例,计算刚性联轴器径向/轴向偏差值:
J6M40C-机:径向偏差:
垂直偏差=C3-C1=-0.02-0.00=-0.02;
水平偏差=C4-C2=-0.02-0.00=-0.02;
轴向偏差计算(角偏差):
J6M40C-A机:
垂直偏差=(A1+B3)/2-(A3+B1)/2=0.00/2-0.02/2=-0.01;
水平偏差=(A2+B4)/2-(A4+B2)/2=0.03/2-0.03/2=0.00。
依据机组技术文件资料:刚性联轴器对中找正,横向水平度偏差,以轴承座两侧水平相等为准,轴向水平度偏差以联轴器的对中要求来确定,径向间隙180°偏差,表读值不超过0.03mm,轴向偏差(角偏差)为两个轴向表间距180°的偏差值,不超过0.05‰。现场对中找正偏差(表3)满足技术文件要求。运用三表法完美完成J6M40C机组刚性联轴器对中找正工作。

表1 径向位移测试记录
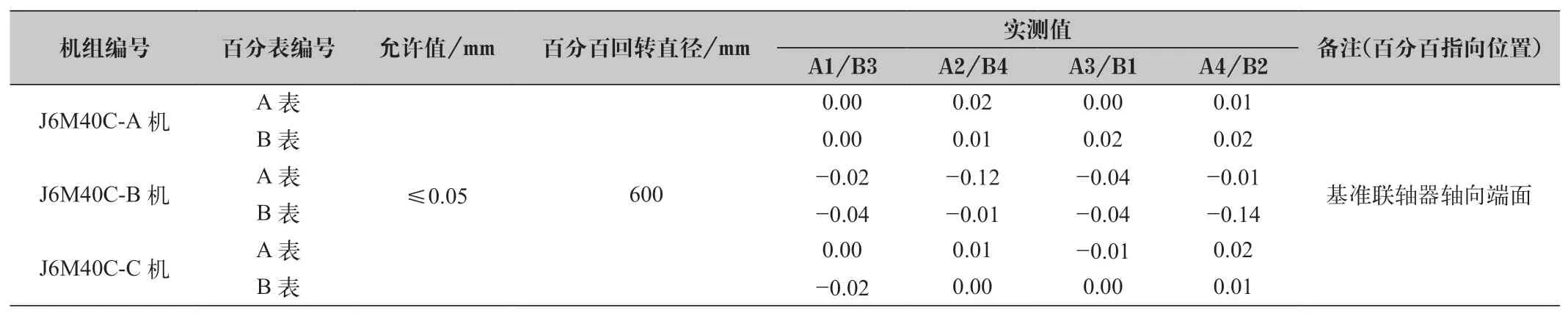
表2 轴向倾斜度测试记录

表3 偏差计算
4 刚性联轴器联接
联轴器联接的联接在对中找正后进行,根据两半联轴器螺栓孔径尺寸对小孔径利用铰刀进行扩孔,要求对螺栓孔的铰配及联接螺栓的安装180°对称进行,铰好螺栓孔并加装调整垫片后即可安装螺栓,完成联轴器联结。
5 结语
三表找正需要制作专用找正表架,表架安装须紧固可靠,以增强表架刚性,减小误差;适用于对中精度高要求、高转速传动机器设备,如:大型往复式压缩机组刚性联轴器对中找正;原理简单易掌握,数据直观易处理,因此成为我国大型机组对中常用方法。
猜你喜欢
宇航材料工艺(2022年3期)2022-07-15
当代陕西(2022年5期)2022-04-19
北京汽车(2021年3期)2021-07-17
上海大中型电机(2020年1期)2020-03-27
兵器装备工程学报(2019年3期)2019-04-11
中国科技纵横(2017年22期)2018-01-04
职业·下旬(2016年11期)2017-02-21
职业·下旬(2016年11期)2017-02-21
中国机械(2015年1期)2015-10-21
汽车科技(2015年1期)2015-02-28