
发动机涂装线喷涂机器人系统防撞方案的策划与实施
2020-10-20 07:18黄岗郭敏张西巍万阳朱旭超
汽车实用技术 2020年15期
黄岗 郭敏 张西巍 万阳 朱旭超
摘 要:随着智能化技术的不断发展,企业越来越多的利用机器代替人工进行作业,这个过程中衍生出了具有各种功能的机器人,机器人技术也得到了广泛的应用。然而在实际使用过程中,因各种工况的差别,同一款机器人技术也不可能完整的复制,因此各种问题也随之而来。机器人本身只能够按照既定的轨迹运行和作业,感应装置反馈的信息就是它的眼睛,一旦眼睛出了问题,就会发生碰撞工件、不能和产品输送系统同步等系列问题,本文以某公司喷涂机器人系统为例,简要阐述其防碰撞方案的策划与实施。
关键词:智能化;轨迹;感应装置;策划与实施
中图分类号:U466 文献标识码:A 文章编号:1671-7988(2020)15-186-03
Abstract: With the development of intelligent technology, more and more enterprises use machines instead of people to do work. In this process, robots with various functions have been derived, and robot technology has been widely used. However, in the actual use process, because of the differences in various operating conditions, the same robot technology can not be completely replicated, so a variety of problems also follow. The robot itself can only move and work according to a given trajectory, and the information feedback from the sensor is its eyes. Once there is a problem with the eyes, a series of problems will occur, such as collision of the workpiece, inability to synchronize with the product delivery system, etc., taking the spraying robot system of a company as an example, this paper briefly describes the planning and implementation of its anti-collision scheme.
Keywords: Intellectualization; Trajectory; Induction Device; Planning And Implementation
CLC NO.: U466 Document Code: A Article ID: 1671-7988(2020)15-186-03
1 引言
機器人系统是涂装过程中多系统集合的输出点,它需要和消防系统、IMES系统、SAP系统、输调漆系统、输送链系统等关联交互,实现多系统的同步联动。在实际生产过程中,机器人系统通过信号传输实现多系统自动控制:输调漆系统接收信号后通过2KS供给油漆,输送链系统接收信号后运行或者停止积放链,消防系统接收信号后启动自动灭火装置,IMES和SAP系统自动记录生产信息和物料消耗。因此,我们在智能化升级改造项目设计过程中,一定要明确机器人使用的方向,综合考虑各种工况条件,提前规避对应的风险。
2 实际工况介绍
涂装线喷涂机器人系统在调试期间共发生六次机器人手臂碰撞工件的事故,前三次为系统不完善导致,现已彻底解决,后面三次因缺乏防撞措施导致。经调查分析,工件输送系统为空中积放链,多年运行始终存在轻微爬坡、抖动等情况,发动机在进入面漆烘干室过程中转弯时有一定的概率发生卡阻,造成吊具无法前行,后续吊具碰到停止的吊具就会全部停下,一台接一台,一直堵到喷漆室,这个过程中如果操作人员无法发现就会导致前后两台发动机间距小于安全距离,导致机器人碰撞工件。碰撞原因为机器人系统在完成工件喷涂作业后无感应检测装置,机器人无法发现工位外的工件。
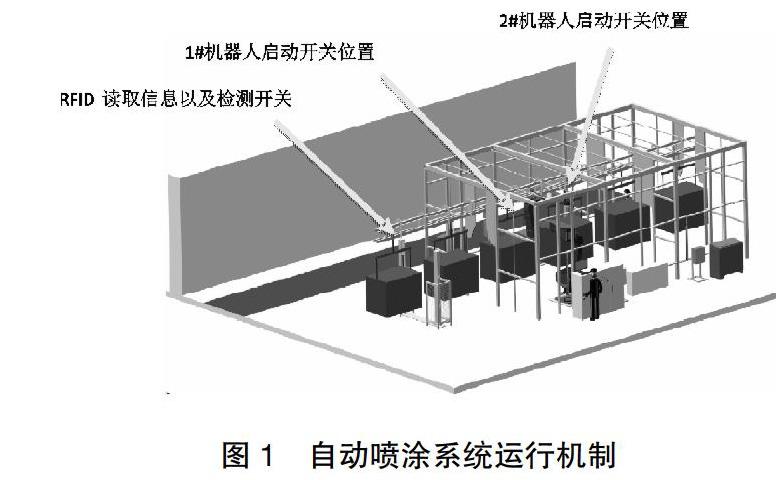
2.1 自动喷涂系统运行机制
2.1.1 信息读取
载码体携带工件信息与工件一起经过喷房入口时,由RFID信息读取器读取相关信息并发送给自动喷涂站控PLC。站控PLC在获得RFID读取器发来的相关信息后存入寄存器,并在工件通过喷房入口的测量光栅后,和预设的识别特征数据进行二次校正:
(1)当信息一致时工件信息进入喷涂堆栈信息。
(2)当信息不一致时,给HMI预留15S修改时间。修改时间内未完成修改,将该件信息改为放弃喷涂数据写入堆栈信息。机器人读取后自动放弃喷涂。
2.1.2 机器人启动
站控PLC在工件通过测量光栅二次校正后开始进行距离测算,并在工件触发机器人启动开关时进行距离校正。当距离大于预设启动脉冲,将不发送启动信号给机器人,系统自动放弃喷涂此工件。(视为截距过大或触发异常。)机器人在接受到站控PLC发送的启动信号后,会自动和上一次启动信号进行距离对比,当小于预设启动距离时,自动放弃喷涂此工件(视为截距过小)。
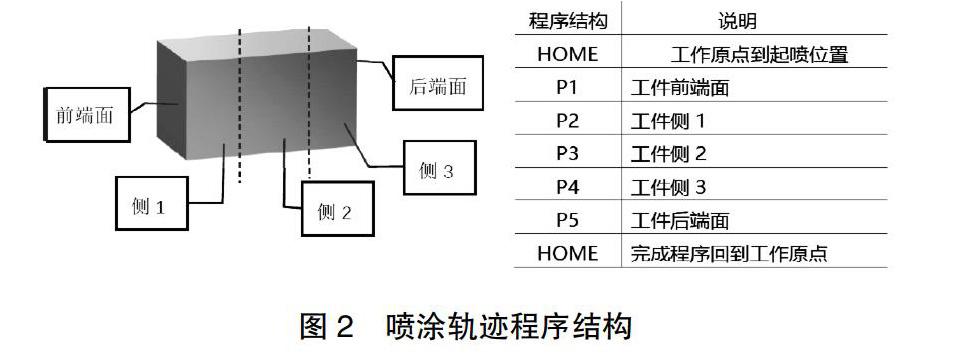
2.1.3 机器人运行
喷涂轨迹将工件分为4-5个部分,当机器人完成一段喷涂轨迹后,将会等待相应编码器的值来开始下一段程序。此时或运行中,编码器没有脉冲或脉冲异常机器人将完成当前程序段并进行等待或停止后报警。
3 碰撞原因
涂装线喷涂机器人系统在调试期间共发生六次机器人手臂碰撞工件的事故,前三次为系统不完善导致,现已彻底解决,后面三次因缺乏防撞措施导致。经调查分析,工件输送系统为空中积放链,多年运行始终存在轻微爬坡、抖动等情况,发动机在进入面漆烘干室过程中转弯时有一定的概率发生卡阻,造成吊具无法前行,后续吊具碰到停止的吊具就会全部停下,一台接一台,一直堵到喷漆室,这个过程中如果操作人员无法发现就会导致前后两台发动机间距小于安全距离,导致机器人碰撞工件。碰撞原因为机器人系统在完成工件喷涂作业后无感应检测装置,机器人无法发现工位外的工件。
4 优化措施
输送链原因造成的工件停滞,而系统又向机器人正常发送联锁的信号,比如:运行信号。在整车自动喷涂线视为卡撬现象。即:输送链在正常运行,但是工件并没有正常移动。由此造成的机器人撞机事件,实际上可以避免,系统停止运行,需要检修机器人或其他设备时,必须在输送链静止状态方下可对机器人进行示教,开启输送前必须确保机器人在HOME点;由于输送链部分推头截距小于2450mm工件截距,上述推头出现时请勿挂载工件;GOHST模式仅可用于新工件仿型后的轨迹确认,不能用于实际生产;自动运行时禁止屏蔽输送链,以防急停后输送链未及时停止;PLC在每个工件完成测量光栅复检后记录工件实时编码器位置,在工件触发相应机器人启动位置开关时,与事先完成检测记录在PLC存储器内的位置范围进行对比,在相应位置范围内启动机器人,不在则不发送启动信号;每个工件仅在第一次触发启动开关时进行位置对比,再次触发无效,以防止触发感应条变形触发位置改变的情况发生;机器人在每次启动时记录当前工件编码器位置,收到下个启动信号时,如果位置信息小于事先录入的最小工件截距,機器人放弃喷涂该工件,同时机器人列表自动丢弃当前工件,PLC在机器人列表大于1个程序时亦不发送启动信号。以防机器人列表存在多个工件时,人员勿操作后发生碰撞风险;工件录入时,工件完成录入后需要人员复检,以防BOOM中工件信息与实际工件发生不匹配的情况发生;在每台机器人启动开关处增加一个接近开关,两个开关头尾放置检测感应条两端,根据这两个开关作为机器人启动信号,并与编码器位置进行连锁,只有当(1)、PLC记录的编码器位置;(2)、两个接近开关同时检测到信号;(3)、机器人在允许的启动范围内,这三个信号同时满足时,机器人才允许启动。同时这两处接近开关也作为站位开关,当站位时间超过3分钟视为喷房堵件。
5 总结
智能化升级改造项目通常情况下涉及到的系统较多,设计方案应考虑全面,提前规划以规避不必要的隐患,技术人员也应该充分收集实际工况等设计输入的条件,做到闭环设计,在保证项目质量的前提下,实现项目的最优性价比。
参考文献
[1] 万阳,江益群,于建新.发动机涂装线智能化升级改造项目的策划与实施[J].电镀与涂饰,2019,38(14):743-746.
[2] 娄伟.喷砂除锈机器人[D].青岛:山东科技大学,2004.
[3] 尹志春.自动喷砂机器人在轨道交通行业的应用[J].机车车辆工艺, 2015(1):8-11.
[4] 杨德耀.自动喷砂机器人的工艺研究[J].现代涂料与涂装,2016(5): 62-66.
猜你喜欢
现代职业教育·高职高专(2022年14期)2022-05-01
课程教育研究(2021年9期)2021-04-13
福建中学数学(2021年1期)2021-02-28
小资CHIC!ELEGANCE(2021年44期)2021-01-11
造纸信息(2019年7期)2019-09-10
福建基础教育研究(2019年1期)2019-09-10
福建基础教育研究(2019年1期)2019-05-28
进出口经理人(2018年1期)2018-01-24
课堂内外(小学版)(2017年3期)2017-04-15
中学生数理化·高考版(2008年12期)2008-06-17
