一种智能注胶单元在建筑幕墙行业的应用探析
2020-10-26 09:00柯治成李伯基冯智宁梁祖欣
机电工程技术 2020年9期
柯治成,李伯基,冯智宁,梁祖欣
(广州伯乐智能技术有限公司,广州 511300)
0 引言
随着现代大型和高层建筑的发展,建筑幕墙的应用越来越广[1-3]。目前幕墙企业结构胶完全依赖工人控制双组份打胶机胶枪进行作业,生产属于劳动密集型,自动化程度低,产品质量不稳定。而且,随着社会劳动力短缺及人工成本的增加,迫切需要一种智能注胶设备来改变传统的生产模式。目前,机器人注胶、自动点胶和涂胶设备在轻工、电子等行业的应用较为普遍,其工艺通常是在目标工件的表面进行注胶[4]。与上述行业不同,建筑幕墙因外形不规则及存在中空和飞边结构,胶枪需深入面板和铝合金框架组合后的间隙内部注胶,该领域的应用在国内还处于空白。为了克服现有技术的不足,本文引入一种智能注胶单元,能代替人工实现自动注胶,节省结构胶,提高效率,改善厂区环境,同时整体提升行业自动化、智能化水平。
1 建筑幕墙
建筑幕墙包括面板和面板外围起支撑作用的结构组成,面板包括玻璃、石板、陶瓷板等。因玻璃具有较好的美观性和通透性,在行业内的应用较为广泛,本文将以矩形玻璃幕墙为研究对象,其截面如图1所示。墙体有单层和双层玻璃两种,本身并不能起到建筑物的支撑作用[5-6]。建筑工业标准JGJ 102—2016《玻璃幕墙工程技术规范》、JG/T 475—2015《建筑幕墙用硅酮结构密封胶》 对玻璃幕墙结构设计、加工制作、安装施工和密封胶特性都作了明确规定[7-8]。在玻璃幕墙的制作工艺里,其中就包括了幕墙的组装和注胶两个重要工艺,这两个工艺是将外框体和玻璃板组装在一起,然后对封装的位置(如图1 中b、d 所示的限定区域)进行注胶,从而将外框体结合在玻璃板上。注胶工艺是玻璃幕墙加工中的一个重要环节[9-10]。
上述a、b、c、d 是幕墙的重要参数,其决定了胶枪的高度,也影响注胶速度。自动注胶时需要将该参数输入到控制系统人机界面中。
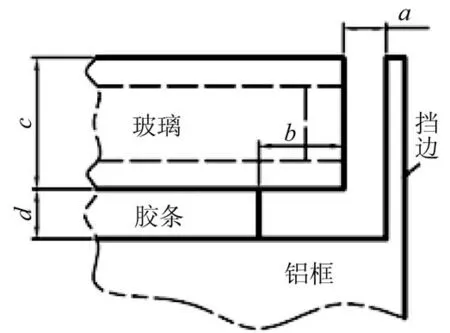
图1 玻璃与幕墙铝框截面图
2 智能注胶单元
2.1 结构组成、工作原理及作业流程
行业内首次采用3+3 轴机器人集成技术,运用机器视觉及激光传感技术获取幕墙角点坐标,再将信息反馈至控制系统,控制系统结合幕墙参数利用算法自动规划注胶轨迹并操控机器人采用插补联动的方式执行注胶。参数表和结构模型如表1和图2所示。
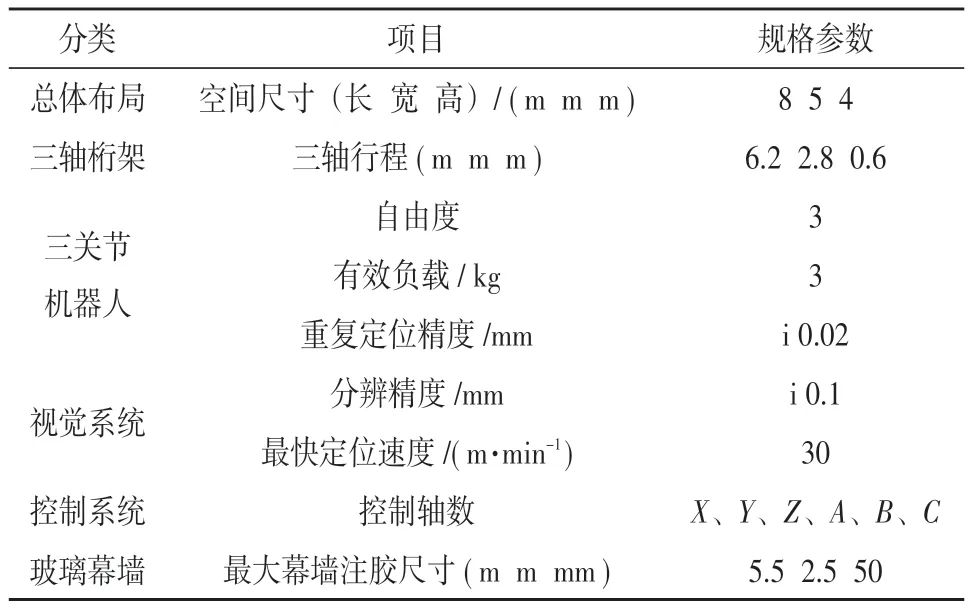
表1 智能注胶单元参数表

图2 注胶单元整体结构
作业流程:清除玻璃幕墙杂物—移送至智能视觉系统的检测范围内—玻璃四角贴Mark纸—测量幕墙参数输入视觉系统界面—粗定位相机获取幕墙角点的X/Y坐标—定位信息传输至控制系统—精定位相机获取幕墙角点的X/Y坐标,激光测距传感器获取幕墙角点Z 坐标—定位信息传输至控制系统—通过采集到的信号识别并通过视觉算法计算出注胶轨迹—操控六轴联动完成注胶—移至下一工序。
2.2 三轴桁架
三轴桁架负责胶枪、视觉系统X、Y、Z 直线轴快速高精度运动。因玻璃幕墙应用在大型室外建筑,其物理尺寸都较大,常见尺寸从1 m 2 m到4 m 7 m。关节机器人的臂展一般在0.5~3 m,难以适应较大的作业范围。为此将三关节机器人吊装在三轴桁架Z 轴的末端,通过六轴的配合以达到较大的作业范围。
三轴桁架主要由支撑立柱、X 轴、Y轴、Z 轴和滑枕等组成,其中:X轴由250 mm 175 mm 10 mm方管钢、莱德MHTGH02005 斜齿磨削齿条、台银LGS25 直线导轨、伺服电机和减速机等组成。Y 轴由200 mm 150 mm 8 mm 方管钢、莱德MHTGH02005 斜齿磨削齿条、台银LGS25 直线导轨、伺服电机和减速机等组成。Z 轴由120 mm 120 mm 欧标铝型材、莱德MHTGH02005 斜齿磨削齿条、台银LGS25 直线导轨及LGS25FA 滑块、伺服电机和减速机等组成。这3 个轴均相互垂直构成一个空间立体坐标系,从而实现立体的运动,最终带动机器人实现立体的位移,再配合机器人自身的多个关节运动完成注胶。
2.3 三关节机器人
三关节机器人负责胶枪的A、B、C 旋转轴姿态的轨迹运动,选用国产广数机器人。在机器人第三轴上连接胶枪,可以将胶枪任意朝向对产品进行注胶。其中,A、B、C 活动范围分别为(-360h,+360h)、(-90h,+90h)、(-360h,+360h),待机时,A、B、C分别为-180h,90h,90h。结构如图3所示。三关节机器人具有体积小、重量轻、易维护、可正装或倒装,重复定位精度高的优点。

图3 三关节机器人
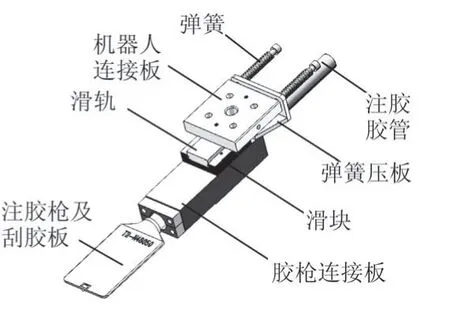
图4 注胶枪组件
2.4 注胶枪组件
注胶枪组件的作用是结构胶注射和坐标原点的标定,是保证注胶质量的关键部件。结构如图4所示。注胶枪和刮胶板初期可通过3D打印制作,优点是无需开模、制作周期短。结构特点是将注胶枪和刮胶板作为一体,能有效防止结构胶溢出,同时还启到整形的作用。高度方向通过滑轨与滑块配合可实现高低自适应可调,能补偿胶枪高度定位误差。
2.5 智能视觉系统
智能视觉系统的作用是测量玻璃角点坐标值反馈到控制系统,集成了机器视觉和激光传感技术。由于幕墙尺寸较大,共使用2台工业相机,分别对注胶轨迹进行大范围初步定位和小范围的精确定位。智能视觉系统原理和人机界面如图5~6所示。
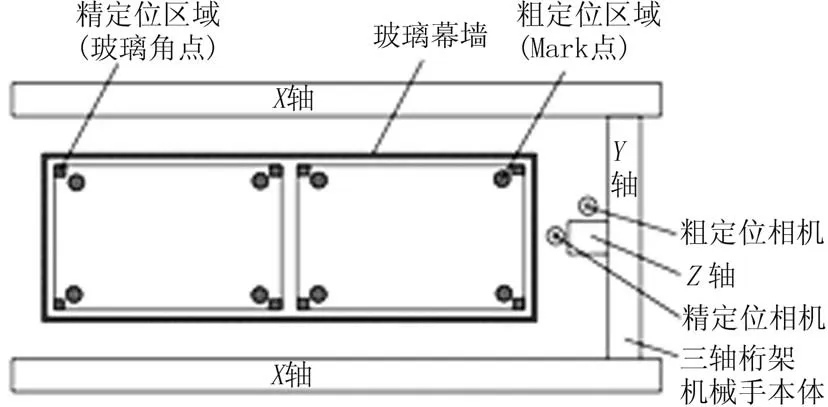
图5 智能视觉系统原理

图6 智能视觉系统人机界面
开始注胶前需要测量玻璃幕墙长度、宽度及玻璃上表面到地面高度,并将参数输入视觉电脑用于粗定位拍照。桁架内侧安装有激光定位器,用于检测幕墙摆放的位置是否在视觉范围内。通常幕墙需摆放(Y方向)正中i 200 mm,偏角5h以内,靠设备后方(X负方向)边界基本对齐摆放。
在运行注胶程序的过程中,视觉粗定位、精定位可观察图6 所示界面判断是否正常。其中,粗定位Mark 点中心出现绿色点为正常,精定位玻璃角点出现红色点为正常,绿色线压在玻璃上表面边上重合为正常。
2.6 控制系统
控制系统的作用是将智能视觉系统反馈的坐标信息结合幕墙参数运用视觉算法规划注胶轨迹,并操控机器人对幕墙执行注胶。
控制系统选用研华宝元机器人控制系统,内置先进的实时Linux 架构操作系统,通过EtherCAT 总线控制6 轴伺服电机。控制器选用研华宝元R8800 系列,能实现多轴联动插补控制,满足注胶、视觉等功能性需求。另外,外部参数的输入通过二次开发的人机交互界面实现手动快速输入。
3 智能注胶单元在企业的现场应用
现场选用矩形玻璃幕墙,开始前检查以下几项。
(1)注胶机气路是否正常,若气路系统储气罐有凝结水需排放干净,保持气路管内干燥;
(2)检查玻璃与铝型材边框结合处是否有杂物;
(3)单位时间内出胶量是否正常,首次注胶需取样(出胶量正常约为1.5 kg/min);
(4)检查AB 双组份硅酮结构密封胶混合比例是否适当(其中A胶为白色黏稠均匀膏状物,B胶为黑色黏稠均匀膏状物,体积配比范围(9~12)∶1。
智能注胶单元注胶现场及效果如图7所示。
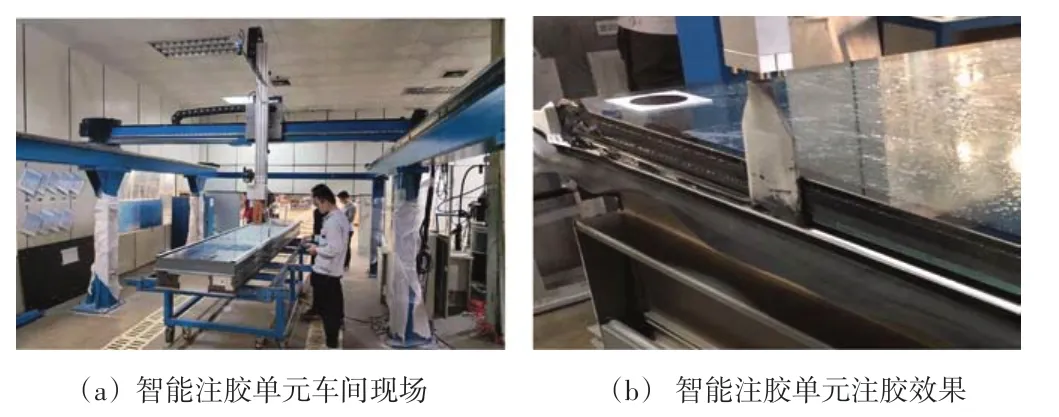
图7 智能注胶单元车间现场和注胶效果图
人工注胶采用的是摆臂式双组份打胶机,手持胶管和注胶枪移动,通过按手把开关控制出胶量。注胶现场及效果如图8所示。从人工注胶效果可以看出,手动控制的出胶量不稳定,胶体出现间断性的堆积,需要人工用刮刀二次整形。另外,注胶的过程中由人主观判断结构胶是否打满,经常出现胶体过多外溢或注不满的情况。相反,智能注胶单元出胶量采用流量检测实时反馈补偿系统,实时调整胶枪移动速度,从而避免因注胶机流量不稳定造成间断性注不满,提高了注胶稳定性和胶的利用率。
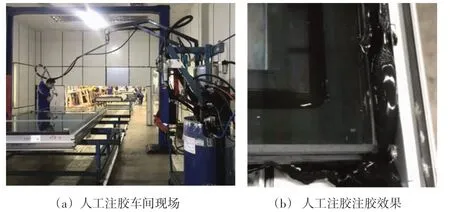
图8 人工注胶车间现场和注胶效果图
4 结束语
智能注胶单元在建筑幕墙行业的成功应用,充分说明了智能注胶技术能解决产品结构复杂、规格种类不统一的注胶工艺要求,具有应用推广的价值。同时,也体现了在掌握单一技术的基础上,将各种先进技术进行系统集成的重要性。智能注胶单元成功解决了生产效率低、劳动强度大、注胶不均、结构胶浪费多的问题,过程中创造性地应用了三大创新技术。
(1)多轴联动插补控制。通过桁架与三关节机器人六轴插补联动实现精确定位,保证任意运动位置和姿态的精度。该技术可解决注胶不均和注不满的难题,实现过程是控制系统根据人机界面设置的幕墙参数,再结合胶机出胶流量监测实时反馈系统,控制各轴联动运行速度。
(2)智能视觉定位。通过粗、精二次定位和激光测距传感器测定幕墙玻璃的4 个角点坐标,实现快速大范围精确定位,定位信息可通过图形化人机界面查看,操作方便。
(3)可升降的注胶枪。胶枪采用3D 打印,材料有韧性,再结合可升降的功能,可避免因视觉定位偏差较大出现胶枪折断的情况。注胶时刮胶板使多余的胶填充到缝里,加快刮胶的速度,减少胶的浪费,同时还起到整形的作用。
猜你喜欢
建材发展导向(2021年16期)2021-10-12
建材发展导向(2021年11期)2021-07-28
建材发展导向(2021年10期)2021-07-16
北京汽车(2020年5期)2020-11-06
化学与粘合(2020年4期)2020-09-11
建材发展导向(2019年10期)2019-08-24
世界热带农业信息(2019年5期)2019-08-01
家庭医药·快乐养生(2018年4期)2018-04-23
橡胶工业(2018年2期)2018-02-16
益寿宝典(2018年19期)2018-01-26