
简析国产磨齿机加工短轴齿轮的工艺方法
2020-10-29 10:54卢时宝
科学导报·学术 2020年43期
关键词:工艺
卢时宝
摘 要:齿轮作为各类机械传动系统的核心,在工作过程中的稳定性和可靠性直接决定着机械设备运行的可靠性和安全性。因此,针对机械设备对传动精度和寿命要求的不断提升。另外随着变速器改善噪声要求的提高,汽车齿轮精加工越来越多地采用磨齿工艺,但对于小直径短轴类齿轮的磨齿加工,目前国产的某型号蜗杆砂轮磨齿机床加工困难,很多企业更多靠购买进口磨齿机来解决。本文介绍一种在某国产磨齿机上加工这类短轴齿轮的方法,解决了现有设备的加工难题。
关键词:国产磨齿机;短轴齿轮;工艺
一、小直径短轴齿轮加工问题
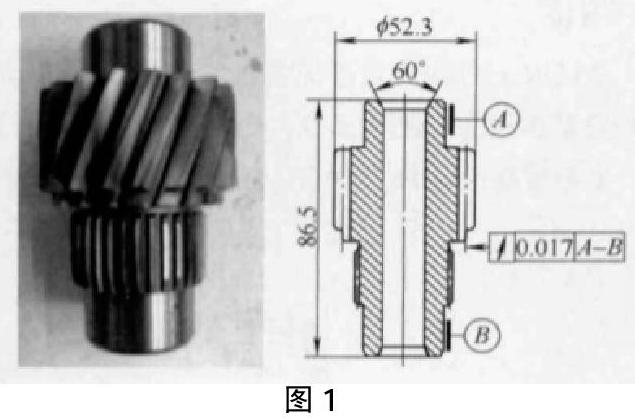
随着对变速器噪声要求的提高,高速挡齿轮设计要求达到国标6级精度。我公司为新能源电动汽车配套开发了一款1T15减速器,因电动机输出的工作转速高达9000r/min,所以该减速器的2个齿轮轴,设计精度要求都为6级精度(比手动变速器齿轮高1~2级),工艺上必需采用磨齿才能达到要求。该类齿轮轴为小模数、少齿数的短轴结构(见图1),目前公司磨齿设备为国产的YK7236蜗杆砂轮磨齿机,该机床规格对加工这种小直径短轴齿轮明显不合适。由于产品直径小,机床径向进给接近最小极限,轴向进给行程因受砂轮与工件架干涉的限制,工艺上无法采用直接顶工件内锥孔进行磨齿。
二、工艺改进措施
为解决在该国产磨齿机上加工以上短轴齿轮的问题,我们在实践过程中,先后经历了三个阶段的改进,解决了这一加工难题。
2.1第一阶段
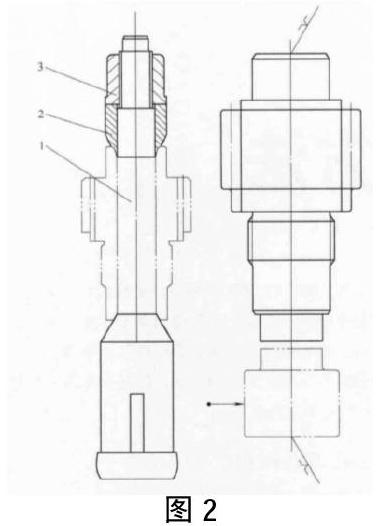
设计了一种利用工件60°内锥孔定位的磨齿夹具(见图2左),夹具心轴1的60°锥面和一个60°锥度套2进行定位,螺母3压紧。机床通过夹紧心轴带动工件运转进行磨齿加工。该方法解决了砂轮轴向进给与工件架发生干涉的问题,但存在基准转换误差问题。因为工件内孔只有φ14mm,夹具心轴为细长轴,刚性差,加上两端中心孔的同轴度及压紧螺母端面与心轴中心线的垂直度都存在误差,当螺母压紧工件时夹具心轴会产生弯曲变形,基准不重合的误差得到放大。实际情况也是如此,尽管夹具的精度已做得相当高,但夹具装上工件后打2个基准外圆的跳动都会超过0.02mm(但如果直接在偏摆仪上顶产品锥孔,打基准外圆跳动都在0.01mm以内)。所以最终的磨削结果不好,齿向乱,不能达到设计要求。2.2第二阶段
为解决夹具磨削质量达不到设计要求的问题,在前期产品需求量不大的情况下,我们将工件加长,人为增加一个磨齿的工艺轴颈(见图2右),机床可直接夹持工艺轴颈进行磨削加工。这样加工刚性肯定好,也不存在基准转换误差,所以磨齿的效果非常好,完全达到设计要求的6级精度,但磨齿后多一道工序,要将工艺轴颈切断。
2.3第三阶段
前面采用增加工艺轴颈的方法,很好地解决了加工工艺性问题,也满足了产品的设计精度要求,但人为增加了材料成本(毛坯成本增加一倍),并且多了一道工序,对于汽车行业而言,批量生产用这种方法是行不通的。为此,我们与机床厂家联系,沟通解决方案。开始试图将机床夹持机构延伸,但由于夹持外圆与磨削齿轮的齿根圆相差不大,无法避免砂轮进给与夹具体的干涉问题。后来询问机床厂是否可采用顶尖压紧,靠锥面的摩擦力驱动来磨削,答复是此方法一般只适应于磨削小直径的直齿轮,而该工件为30°大螺旋角斜齿轮。但该方法可以一试。采用顶尖驱动的方法,首先要对机床油路进行转换,将工件架(工作台)拉紧液压缸的油道转换到上尾架顶尖的顶紧液压缸油道,机床厂家已考虑预留了尾架顶尖的液压缸和油道,转换并不困难。接下来要设计制作一个加长、加大的下工件架死顶尖和一个加长、加大的上尾架活顶尖(这种顶尖都要在原机床厂家订制)。以上准备妥当后,进行调机加工。首先按原工件架夹紧液压缸的压力值,将尾架顶紧液压缸的压力值调整至2MPa,砂轮转速仍按1600r/min。从磨削的几件产品送检结果来看完全不合格,甚至比用夹具加工的还差,周节累积误差大,齿形、齿向乱。经检查,机床精度也无任何问题,经过分析认为是尾架顶紧力不够造成。于是逐步加大尾架顶紧压力,同时将砂轮转速适当降低至1200r/min,再次磨削,检测结果明显好转,但油压也不能太大,但过大的油压对机床会造成不利影响。经反复试验验证,针对该产品,尾架液压缸压力3~3.5MPa是比较合适的。由改善前后的检测报告可看出,开始时采用的夹具装夹磨削检测结果:Fp0.074、Fr0.064(10级)不合格,齿形、齿向不规则。改直接采用顶工件内锥孔进行磨削,结果非常好,稳定达到6级精度要求:Fp0.021、Fr0.017,且齿向满意,一致性好。
三、结语
总结而言通过以上方法,较好地解决了在国产蜗杆砂轮磨齿机上磨削小直径、短轴类齿轮件的加工难题,对于我国生产和加工制造业有着重要意义。
参考文献
[1] 虞俊.进口数控成型磨齿机加工齿形形状误差分析[J].科技视界,2017(30):91-92+95.
[2] 吴健洪.国产磨齿机加工短轴齿轮的工艺方法[J].现代零部件,2014(07):33-34.
[3] 李敬.數控成型磨齿机加工误差分析[J].轨道交通装备与技术,2013(06):28-30.
[4] 范浩,刘志成,房庆君,汪远平,宫德波.一种数控成型磨齿机数控化改造的方法[J].科技创新导报,2019,16(34):61+63.
[5] 姚银,赵玉凯,杨宏涛,黄旭方,周伟.一种机车用齿轮断齿的原因分析及改进措施[J].机械设计,2019,36(S2):171-173.
[6] 孙奇楠,汪中厚,马雅鹤,刘欣荣,廖志轩.成形磨齿机在线测量探头预行程误差研究及补偿[J].陕西理工大学学报(自然科学版),2019,35(02):17-21.
猜你喜欢
锦绣·上旬刊(2022年2期)2022-05-16
锦绣·上旬刊(2022年2期)2022-05-16
电子乐园·上旬刊(2022年5期)2022-04-09
科学与财富(2021年35期)2021-05-10
科学与财富(2021年35期)2021-05-10
科学家(2021年24期)2021-04-25
优雅(2017年12期)2017-12-08
优雅(2017年12期)2017-12-08
军事文摘·科学少年(2017年2期)2017-04-26
轻兵器(2015年14期)2015-09-10
