
卡套式管路制作工艺控制
2020-10-29 09:18杜诺
科学导报·学术 2020年43期
关键词:制动系统
杜诺
摘 要:特种车底盘制动系统管路普遍采用卡套式连接,卡套式管接头具有结构简单、密封性能可靠、使用方便和不用焊接等优点。但在管路制作过程中若操作不当,往往会出现气体泄漏现象,影响制动效果,甚至会造成安全事故。所以卡套式管路制作中的工艺控制就尤为重要。
关键词:制动系统;卡套式管路;工艺控制
1、概述
目前公司特种车底盘制动系统管路普遍采用卡套式连接,卡套式管接头是一种新型的管道连接元件,适用于油、气及一般腐蚀介质的管路系统。
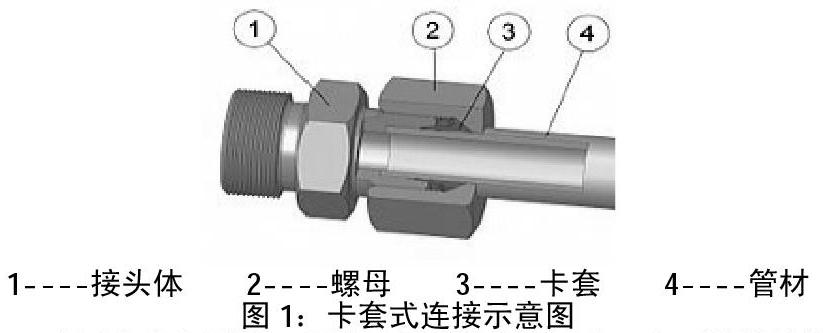
卡套式管接头的结构主要由具有24゜锥形孔的接头体,带有尖锐内刃的卡套,起压紧作用的螺母组成。旋紧螺母时,卡套被推进24゜锥孔,并随之变形,使卡套的刃口切入钢管并形成环形切槽,从而起到密封作用(见图1)。
1----接头体 2----螺母 3----卡套 4----管材
图1:卡套式连接示意图
由于卡套有弹性,因此可承受较大的冲击,起到防松的作用。这种接头具有如下优点:
1、结构简单、密封性能可靠、使用方便、外形轻巧美观。
2、不用加垫圈、不用焊接、节省材料、反复装拆性能好。
3、由于卡套管接头不能焊接,减少了管道杂质对系统性能的影响。
但在管路制作过程中若操作不当,往往会出现气体泄漏现象,影响制动效果,甚至会造成安全事故。所以卡套式管路制作中的工艺控制就尤其重要。
2、卡套式管路制作流程
卡套式管路制作的环节分别为:备件检查、截取管路、弯制管路、清理管路、卡套预装及存放。
2.1备件检查
卡套式连接方式所用到的零部件分别为:管材、卡套、接头体、螺母。首先注意检查管子的管径和壁厚是否符合图纸要求,所选用的管子内壁必须光洁、无锈蚀、无氧化皮、无夹皮等缺陷,尤其要检查管子的圆度和负公差,卡套接触处不能有表面缺陷,特别不能有轴向划痕。若发现管子内外壁已严重腐蚀;管体划痕深度为壁厚的10%以上;管体表面凹入达管径的20%以上;管断面壁厚不均、椭圆度比较明显等缺陷,此管路不能使用。
然后检查卡套、接头体、螺母表面不允许有裂纹、折叠、毛刺、划伤、压伤及其他机械损伤;螺纹应光洁、无毛刺、断扣及压伤。
2.2 截取管路
按管子的需要长度在切管机上或手工锯切管子,断面与管子中心线垂直度不得超过0.5°。
2.3清理管路
用去毛刺工具去除端口毛刺、最大倒角0.2×45°;用棉纱蘸煤油擦拭管子内外圆及端面(至少两个螺母的长度)的金属屑及污垢,再用压缩空气将管子内腔的铁屑吹干净,保证管子断面、内外圆及内腔无任何污物。
注意:如不控制多余物,多余物会在制动系统中流动,易发生阀件卡滞的隐患。所以外协件验收时需抽查:目测管路端口是否有毛刺,用压缩空气吹扫管子内腔,检查是否有铁屑等多余物。弯制管路
2.4弯制管路
按照图纸要求弯制管路,弯曲管子应考虑弯曲半径。管子的弯曲半径应尽可能大,最小弯曲半径约为管子外径的3.5倍,当弯曲半径过小时,会导致管路应力集中,降低管路强度。注意:需检查弯曲角度、长度、管径等参数是否按照图纸要求弯制。
2.5卡套预装及检查
卡套式管接头的预装是卡套式管路制作最重要的环节,它直接影响到密封的可靠性。目前卡套预装有两种方式:使用卡套预装机预装卡套及人工预装卡套。
2.5.1使用卡套预装机预装卡套
每次使用卡套预装机前,一定要先调整好预装压力值,以免损坏模具.。根据卡套预装机厂家提供的各管径对应压力值,调整卡套预装机的预装压力。在卡套预装机上安装螺母挡板及模具(与管路管径相对应),注意不得在调整压力值时安装挡板及磨具,以免损坏机器。首先在卡套刃口、接头体及螺母的螺纹、管子端面及与卡套接触面涂少许汽车通用锂基润滑脂,涂抹均匀。然后将螺母及卡套一次套入钢管。将需要预装的钢管组件放入模具内,使钢管端面与模具内端面贴合,并保持钢管与模具同心。
按下预装按钮,保持管路与模具之间同轴,并观察压力表,待压力表到达设定的预装压力值时,等待2-3秒,然后松开预装按钮。最后取出钢管组件。
2.5.2人工预装卡套
在卡套刃口、接头体及螺母的螺纹、管子端面及与卡套接触面涂少许汽车通用锂基润滑脂,涂抹均匀。注意:润滑后立即进行预装,以免附着污物。将螺母及卡套一次套入钢管。用台钳将接头体夹紧,把螺母拧在接头体上,然后把管子插到接头体内锥孔底端,用手把螺母拧紧,确保管端与接头体接触。拧紧螺母的同时转动管子直到不再转动为止,在螺母和钢管上做好刻线(颜色为白色);再将将螺母拧紧1~4/3 圈。整个装配过程,管段一直要顶住接头体,以免卡套安装不到位。
2.6检查预装效果
a)松开螺母检查卡套口刃口前钢管被刃口切入处,隆起部分的材料应堆积刃口前。
b)经过预装的卡套允许在钢管稍微转动,但不能轴向推移。
c)检查卡套端点不得损伤,卡套不得出现局部崩裂。
2.7存放
将检查合格后暂不联入管路中的管件用干净的密封套将其两端进行可靠密封,然后放在零件架上。所有件的包装在上线之前方可拆除,并检查所有部件有无碰伤、损坏现象。
3、卡套式管路制作应当注意的问题
预装是卡套式管路制作最重要的环节,它直接影响到密封的可靠性。所以在制作时应注意:
a)、管子端面应平齐。管子锯断后应用专用的工具将管子端面打磨平齐并倒角去毛刺,然后用高压空气吹净后再用。
b)、预装时应尽量保持管子与接头体的同轴度,若管子偏斜过大会造成密封失效。
c)預装力不宜太大,应使卡套的的内刃刚好嵌入管子外壁,并且卡套不应有明显变形。
4、结束语
制动管路密封性的好坏直接影响车辆的安全型,所以卡套式管路制作中的工艺控制就尤为重要,制动管路制作和质量的控制具有一定的难度,其要求高,工序多而杂,调整难度大,调整时间长,所以在调整的过程中必须耐心细致,反复调整,直至达到技术要求。
参考文献
[1] GJB858-90 《卡套式无扩口导管连接件规范》
[2] 董国平,汽车维修与故障排除,人民交通出版社,1996
[3] 董宝成,汽车底盘构造与维修,机械工业出版社,2005
[4] 陈家瑞,汽车构造,机械工业出版社2005
[5] 《机械设计手册》第二版(修订)下册 化学工业出版社
猜你喜欢
农机使用与维修(2016年12期)2017-01-17
未来英才(2016年14期)2017-01-12
科技传播(2016年19期)2016-12-27
科技创新与应用(2016年34期)2016-12-23
安徽理工大学学报·自然科学版(2016年2期)2016-12-22
科技视界(2016年22期)2016-10-18
中国高新技术企业(2015年33期)2015-09-01
