
燃气轮机作动筒连杆断裂问题分析与解决
2020-10-29 09:18罗艾然
科学导报·学术 2020年43期
罗艾然
摘 要:某燃气轮机在工作过程中发生压气机作动筒可动U型夹断裂故障。本文采用故障树工具,通过冶金分析、设计复查、使用环境复查,对所有底事件进行排查,最后发现断裂原因为使用环境异常、受海水浸泡且材料在海水中的抗腐蚀性较弱使其产生应力腐蚀,在交变力作用下加速其破坏断裂。通过更换抗腐性更好的材料来解决这一问题。
关键词:燃气轮机;压气机;作动筒;断裂问题
1故障现象
某燃气轮机在工作中发现排气装置处喷火,紧急停车。随后起动两次均失败。经检查,发现其右作动筒组件中可动U型夹及叶片角位移传感器断裂。故障件为可动U型夹,是可调静子叶片操纵系统的一部分,起连接作动筒和操纵机构的作用。断裂位置在与作动筒活塞杆相连的螺纹处。
2故障树
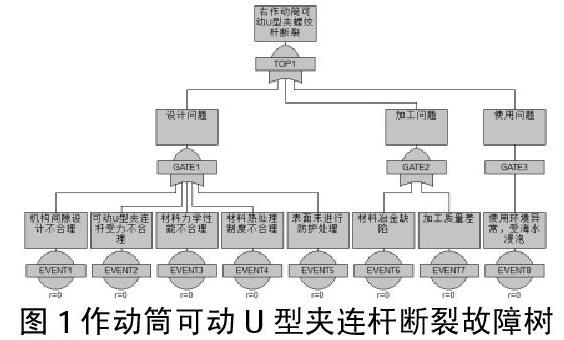
为分析作动筒可动U型夹连杆断裂原因,综合考虑设计、加工和使用等方面,建立作动筒可动U型夹连杆断裂故障树,共涉及底事件10项,图为所建立的故障树。
3故障原因分析
3.1 冶金分析
对故障件进行宏观检查、断口检查、金相检查。
宏观检查发现断裂位置正好位于可动U型夹与活塞螺纹连接处。可动U型夹及作动筒外表均有明显的腐蚀痕迹。作动筒活塞杆表面有一侧存在明显的磨痕对应可动U型夹断口的带定位销一侧。
断口检查发现断裂面基本与螺母面平齐,无塑性变形。斷口表面有明显的锈迹,其中中部生锈相对明显,断口也较为粗糙,颜色为橘红色;而两端锈迹较少,相对平坦,颜色为灰棕色,靠近定位销侧的断口面无锈迹面积较大。清洗后放大观察断口可见,锈迹较少的断口为沿晶断口,未见疲劳弧线、放射棱线形貌,局部有二次裂纹;其中靠近定位销附近的断口边缘可见泥纹花样,腐蚀产物较多。进一步能谱分析表明,该处Cl含量达到2.88%,而靠近中部断口区域无明显腐蚀处Cl含量为1.3%。根据断口形貌和成分初步判断,可动U型夹断裂主要从靠近沿定位销的表面多处起始,断口源区因覆盖较多腐蚀产物无法观察微观特征。另一侧断口(定位销对面)也为沿晶断口,靠近螺纹表面处也有明显的腐蚀产物。其扩展面积小于靠近定位销一侧的断口区,应为次源。断口中部较为粗糙,应为最后断裂区,表面锈蚀严重可能与断口相对粗糙,更易腐蚀有关。
在可动U型夹螺纹杆上切取一段磨制金相试样,观察金相组织,观测面距断口约10mm。腐蚀后可见金相组织为马氏体组织。边缘组织和心部组织未见差别,未见晶间腐蚀形貌。但在边缘可见明显的两处腐蚀坑,腐蚀坑附近有晶粒剥落,坑底裂纹呈沿晶形貌。
冶金分析结果:作动筒可动U型夹表面存在大量锈斑表明在工作环境中受到明显腐蚀。其螺纹杆在螺纹根部断裂,断口平齐,无塑性变形,为表面多源起始,断口表面有含Cl元素的腐蚀产物(泥纹花样),符合应力腐蚀主要特征。可动U型夹螺纹杆断裂为应力腐蚀断裂。
3.2 设计复查
对故障件进行结构设计复查、受力情况复查、材料力学性能复查、耐腐蚀性复查和表面处理复查。
结构设计复查,复查设计间隙,结果表明间隙设计合理,不会发生干涉问题。
受力情况复查,在平行于操纵支架平面、垂直于作动筒轴线方向上,在三级曲柄垂直于作动筒轴线时存在约310N的力。根据气动力情况复查结果,气动力导致的可动U型夹连杆始终受拉力,大小约为700N。由上述两项复查结果综合分析可知,在三级曲柄垂直于作动筒轴线状态下,活塞向打开方向运动时所受的合力最大。因此,作动筒筒体最大磨损位置应该在平行于操纵支架平面、垂直于作动筒轴线方向,且靠近操纵支架一侧。根据实物磨损状态复查情况,磨损量最大的位置正位于平行于操纵支架平面、垂直于作动筒轴线方向,且靠近操纵支架一侧。
复查材料力学性能,故障件材料为1Cr17Ni2,复查故障件图纸,其规定的热处理制度对应的σ0.2为835MPa,力学性能满足设计要求。
耐腐蚀性复查,复查材料手册,在不同回火温度下的耐腐蚀性能见表3。故障件的回火温度为500~540摄氏度,由表中数据可知,零件的回火温度处于腐蚀失重值较大的区域,为易于腐蚀的回火温度区间。因此,材料的耐腐蚀性差为故障发生的原因之一。
表面处理复查,复查图纸,图纸中无化学钝化或表面涂耐腐蚀漆或耐腐蚀涂层要求。因此,零件表面没有钝化或表面无涂耐腐蚀漆或耐腐蚀涂层要求,是故障的原因之一。
3.3 使用环境复查
现场复查发现,断裂的可动U型夹表面及与可动环连接面均有严重的锈蚀现象发生。燃机表面潮湿,为从船舱上方持续滴入的水迹。检查左侧作动筒及可动U型夹,未发现有裂纹或锈蚀现象,检查其他舰艇的左右操纵系统,也未发现锈蚀现象。且均未发现水迹。因此,使用环境异常,即船舱漏水导致燃机故障部位受海水浸泡可能为诱发此次可动U型夹螺纹杆断裂的原因之一。
3.4故障原因分析结论
1)船舱漏水导致故障件长期受海水腐蚀是可动U型夹早期腐蚀的直接原因;
2)材料热处理制度处于耐腐蚀性较弱的区域,且表面未进行防护处理是可动U型夹早期腐蚀的根本原因;
3)活塞杆受平行于操纵支架平面、垂直于作动筒轴线方向上的交变弯曲力作用,在腐蚀产生局部破坏以后,在交变弯曲力的作用下,加速破坏区的扩展,最终导致可动U型夹螺纹杆断裂破坏。
4.排故措施
通过计算分析,0Cr17Ni4Cu4Nb材料的力学性能满足设计要求;
0Cr17Ni4Cu4Nb在人造海水和大气中放置两年,试样表面几乎无腐蚀痕迹。且该燃机作动筒活塞材料是0Cr17Ni4Cu4Nb,同样的应用环境下,作动筒筒体和可动U型夹均存在较严重的锈蚀,但位于两者之间的活塞,未见锈迹,且活塞在燃机停机时为伸出状态,活塞杆会暴露在外部环境中,证明该材料的抗腐蚀能力优于原材料,在故障发生环境下具有较好的抗腐蚀性能。
因此排故措施为:将可动U型夹材料由1Cr17Ni2更改为0Cr17Ni4Cu4Nb,热处理硬度HB=277~352,并在表面进行化学钝化。
复查该燃气轮机压气机部分图纸,整理出全部1Cr17Ni2材料。对相同的材料举一反三,贯彻排故措施,并择机贯彻到已装机产品中。
5.总结
本文通过故障树的工具,分析了某燃气轮机压气机作动筒可动U型夹断裂问题。借助故障树将问题原因分解为10个底事件,针对各个底事件开展复查分析工作,通过冶金分析、设计复查、使用环境复查分析得出故障原因。再通过查阅相关文献资料以及同机其他零件的抗腐蚀情况,制定了排故措施,排故措施在故障部位的其他零件上验证有效。
参考文献
[1] 王义,靳有.浅析海洋平台腐蚀与防护[J].全面腐蚀控制,2013,27(3):8-10.
[2] 韩恩厚,陈建敏,宿彦京等.海洋工程结构与船舶的腐蚀防护现状与趋势[J].中国材料进展2014,33(2):65-76.
[3] 石日华,王海人,屈钧娥.近现代不锈钢表面处理技术研究进展[A].中国功能材料科技与产业,2011.
[4] 孙跃,胡津.金属腐蚀与控制[M].哈尔滨:哈尔滨工业大学出版社,2003:1
猜你喜欢
电力与能源系统学报·上旬刊(2020年2期)2020-10-30
科技视界(2020年8期)2020-05-18
科技创新导报(2017年36期)2018-06-05
开放导报(2017年5期)2018-01-30
魅力中国(2016年52期)2017-09-01
科技传播(2016年11期)2016-07-20
能源研究与信息(2016年1期)2016-06-01
湖南大学学报·自然科学版(2015年8期)2015-09-06
能源研究与信息(2014年3期)2014-10-30
