
焊接工艺对HS13/5L焊丝熔敷金属伸长率影响研究
2020-11-04 08:07王国佛贾玉力刘厚涛张胜鹏金喜庆王慧源
金属加工(热加工) 2020年9期
王国佛,贾玉力,刘厚涛,张胜鹏,金喜庆,王慧源
哈尔滨威尔焊接有限责任公司 黑龙江哈尔滨 150001
1 序言
HS13/5L属于马氏体不锈钢焊丝,具有很好的抗疲劳裂纹和抗汽蚀磨损性能,用于0Cr13Ni5Mo同类马氏体不锈钢,以及相近的410、410S和405母材的焊接。尤其适合于水轮机转轮马氏体不锈钢的同材质焊接及补焊,也适合于同类泵体、阀门的补焊,已大量成熟应用于三峡等水电机组。焊缝塑韧性差、伸长率不稳定是HS13/5L焊丝熔敷金属力学性能在检验和使用中存在的问题,也是造成产品焊后开裂的主要原因[1-3]。
HS13/5L通过优化合金成分设计和冶炼工艺,提高了熔敷金属塑韧性,尤其是伸长率已达到10%以上。但是在试验过程中发现有部分炉号焊丝出现熔敷金属伸长率偏低,拉伸试样发生脆断的问题。针对此问题通过对比试验不同炉号性能、不同熔敷金属金相组织和断口形貌等研究了影响焊缝伸长率的因素。
2 试验材料及方法
试验焊丝为哈尔滨威尔焊接有限责任公司生产的牌号为HS13/5L实芯焊丝,焊丝炉号分别为ET5662和WB6028,规格均为φ1.2mm,用推荐的Ar+5%CO2保护气体及焊接参数焊制熔敷金属试件,焊接参数见表1,对应熔敷金属化学成分见表2。利用光学金相显微镜、扫描电镜等分析方法,对熔敷金属的组织、拉伸断口形貌等进行了对比研究,探索影响熔敷金属伸长率的因素。

表1 焊接参数

表2 试验焊丝熔敷金属化学成分(质量分数)(%)
3 试验结果及分析
(1)熔敷金属力学性能 两种焊丝熔敷金属力学性能见表3,WB6028炉号伸长率偏低,发生无缩颈脆断。两种材料冶炼及制备工艺无区别,熔敷金属成分也无明显波动。
(2)扫描断口分析 利用扫描电镜观察了2个炉号熔敷金属拉伸试样断口,其结果如图1~图4所示。其中ET5662炉号熔敷金属拉伸断口形貌均为均匀小的韧窝。WB6028炉号熔敷金属拉伸断口在不同区域表现出不同的断口形貌,起裂区断口表现出明显的韧性断裂,韧窝尺寸不均匀;扩展区形貌如图3所示,断裂方式由韧性断裂向准解理断裂过渡。瞬断区断口形貌为明显的脆性断裂(见图4),断口呈冰糖状形貌,且在其断口可以清晰地看到沿柱状晶断裂的平滑大平面。

表3 试验焊丝熔敷金属室温力学性能
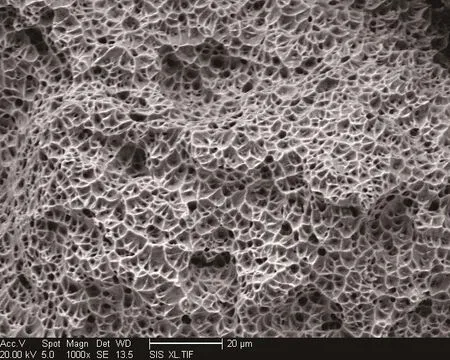
图1 ET5662 拉伸断口形貌(1000×)

图2 WB6028拉伸断口起裂区形貌(1000×)
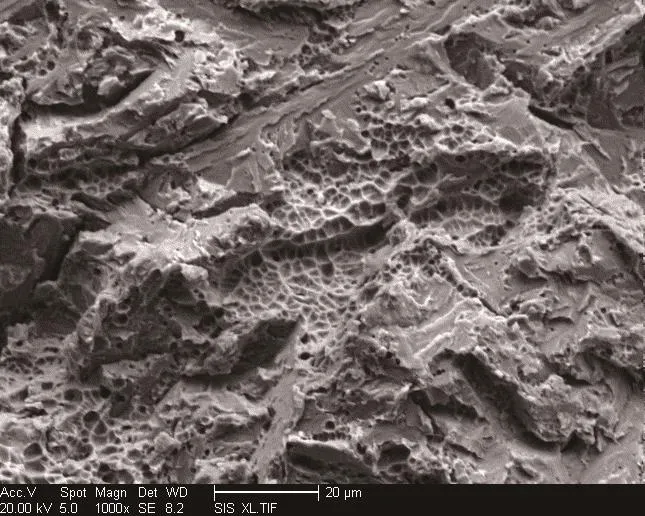
图3 WB6028 拉伸断口扩展区形貌(1000×)
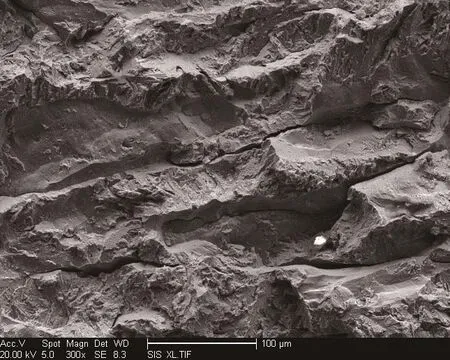
图4 WB6028 拉伸断口瞬断区形貌(300×)
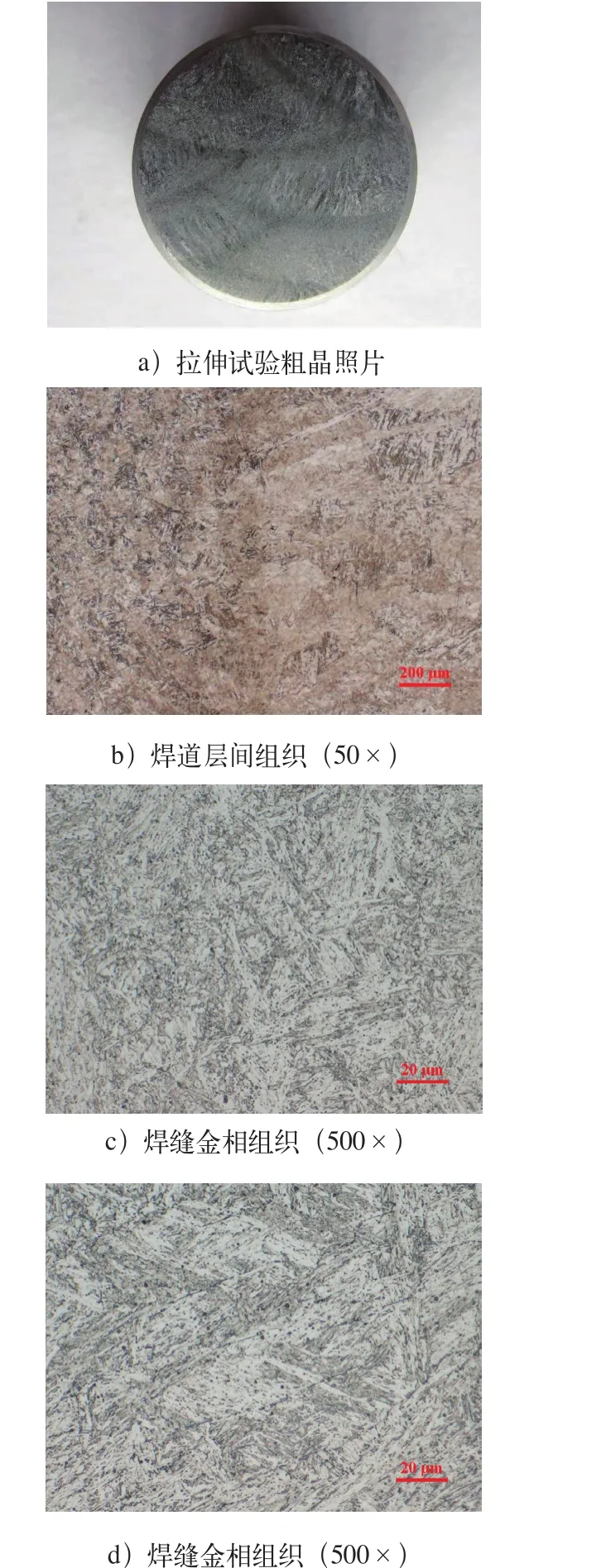
图5 ET5662焊缝组织

图6 WB6028焊缝组织
(3)金相组织分析 分别在拉伸试样上截取金相试样,使用金相显微镜在500倍的条件下对其金相组织进行观察,结果如图5和图6所示。通过观察发现2个试样的组织类型相同,均为板条马氏体,马氏体的尺寸相差不大,通过对2个试样比较发现,ET5662的焊道比较窄,重热区多,等轴晶多,柱状晶少,柱状晶区域大约占整个试样的60%;WB6028的焊道比较宽,重热区少,等轴晶少,柱状晶多,柱状晶区域占整个试样的70%以上。
在50倍金相试样上观察发现,2个试样整个试样截面上在焊道层间部位交界处有部分是等轴晶,其他部位均为柱状晶。由2个试样的粗晶照片可以明显地看出焊接过程中焊道分布,其中WB6028试样盖面焊道较厚,即熔深较大。
由金相分析结果可知,焊缝伸长率高时熔敷金属柱状晶比例略高;由扫描断口分析结果可知,焊缝伸长率低,熔敷金属断口形貌为明显的脆性断裂断口,有沿柱状晶方向开裂的大平面。由宏观金相可知,塑性好的拉伸试样取样涉及4层熔敷金属,塑性差的拉伸试样取样涉及3层熔敷金属。塑性差的拉伸试样表层焊道所占面积较大,接近一半。表层焊道熔敷金属晶粒粗大,同时改变柱状晶和等轴晶的比例,柱状晶比例增多。由此分析,塑性下降的主要原因是拉伸试样熔敷金属中表层焊道所占比例较大,柱状晶比例大。
4 验证试验及结果
为了验证上述试验结论,选择伸长率低的WB6028焊丝减小摆动幅度进行焊接,测试其焊缝性能,并与上述正常焊接参数熔敷金属性能对比。熔敷金属焊接参数见表4,拉伸试样出现缩颈。此结果表明,上述分析盖面焊道柱状晶比例大是造成焊缝拉伸试样伸长率低的主要原因的结论正确。
在多层多道焊接过程中,后续焊道对前道次焊道有回火作用。对于此HS13/5L材料回火会促使部分马氏体分解转变为逆变奥氏体,从而增加熔敷金属的塑韧性。盖面时焊道摆宽大,熔深大,减少熔敷金属拉伸试样焊接道次会导致熔敷金属拉伸试样中经过回火处理的焊道比例降低,因此会出现塑性偏低现象[4-6]。

表4 小摆动焊接参数

表5 小摆动焊接参数熔敷金属力学性能
焊接电流和电压与之前试验相当;试验结果见表5。WB6028焊丝采用小摆动焊接后熔敷金属伸长率达到了10%以上,有明显提高,强度等性能无明显变化,拉伸试样出现缩颈。此结果表明,上述分析盖面焊道柱状晶比例大是造成焊缝拉伸试样伸长率低的主要原因的结论正确。
5 结束语
1)HS13/5L焊丝熔敷金属焊缝伸长率偏低,拉伸发生脆断是由于焊道摆动宽度大、熔敷金属柱状晶比例大、自回火组织比例少。
2)验证试验结果表明:减小摆动幅度后,焊缝熔敷金属伸长率提高10%以上,分析原因正确,采用措施有效。
3)为避免焊缝熔敷金属塑性性能不稳定,在焊接过程中,应控制每道的摆动宽度和热输入,必要时盖面多焊1层作为工艺焊道,保证焊缝熔敷金属塑性性能优异。
猜你喜欢
电焊机(2022年5期)2022-06-01
金属加工(热加工)(2022年3期)2022-03-22
失效分析与预防(2021年3期)2021-08-08
石油管材与仪器(2019年4期)2019-08-24
航天制造技术(2018年6期)2019-01-11
大陆桥视野·下(2016年9期)2017-05-08
科技创新与应用(2017年7期)2017-03-27
科技创新与应用(2016年5期)2016-10-21
中国新技术新产品(2016年6期)2016-05-14
汽车零部件(2014年5期)2014-11-11
