四轴铣削薄壁回转类零件辅助工装设计
2020-11-05 10:56韩利萍武瑞刚解亚波张艳文
机械工程与自动化 2020年5期
韩利萍,武瑞刚,周 斌,解亚波,张艳文
(山西航天清华装备有限责任公司,山西 长治 046012)
0 引言
薄壁回转类零件由于重量轻、强度高等结构特点,广泛应用于航天产品。由于薄壁回转结构零件刚度及加工工艺性差,铣削过程中在夹具夹紧力和切削载荷的作用下极易产生加工失稳、振动和变形,导致其加工精度和表面加工质量难以控制,严重制约了生产进度。因此,对此类工件进行工艺优化研究具有极大意义和工程应用价值。本文针对某型号产品滤清器法兰的加工,在装夹设计方法的基础上,综合考虑夹紧力、切削力和接触面积等对零件变形的影响,针对性地采取了有效措施,以确保零件的加工精度。
1 滤清器法兰零件结构分析
某型号产品滤清器法兰是典型的薄壁回转类结构零件,如图1所示。滤清器法兰所用材料为1Gr18Ni9Ti,空心圆柱结构,整体长度为260 mm,圆柱两端壁厚均为2 mm,右端有阶台3 mm,最大直径为Φ120 mm,最小直径为Φ90 mm,圆柱端面上均布9个8 mm×80 mm腰圆槽,左端腰圆槽与左端面距离为3 mm。

图1 滤清器法兰零件
2 传统加工方式存在的问题
2.1 传统装夹方式的缺点
夹具的主要功能是在加工中定位、约束和充分支持零件,对夹具的基本要求是将零件定位并牢固地夹持在一定的位置。加工过程中,该滤清器法兰零件在夹紧力和切削力的作用下,夹具与零件的接触变形和零件的轴向弹性变形会使零件偏离准确位置,造成加工误差,所以对此类零件所用的夹具要求较高。
通常此类零件是在四轴加工中心机床上铣削,应用三爪卡盘和顶尖,采取一夹一顶方式限制5个自由度进行定位装夹。如果选择右端3 mm阶台作为夹持面,因接触面太窄而无法保证圆柱母线与工作台平行;如果将阶台伸入卡盘内部,直接夹持圆柱表面,因受到零件壁厚的限制导致呈120°均布的3个卡爪与零件表面接触为点接触,很容易造成装夹过程中零件的径向变形。由此可见,传统夹具的定位装夹形式、布局及夹紧力大小直接影响夹具的刚度和稳定性以及零件与夹具系统的刚度,从而影响了薄壁零件的装夹变形和加工变形的程度,最终影响零件的加工精度和表面质量。
2.2 传统工装的缺点
传统加工过程中,针对该零件特点,设计了凸堵盖工装,如图2所示。为确保铣削9个腰圆槽过程中堵盖和刀具不发生干涉,堵盖伸入圆柱内孔的阶台尺寸只能小于3 mm,由于左端圆柱内孔和堵盖阶台都有0.5 mm的倒角,故接触配合面积只有2 mm左右,切削过程中如果吃刀量太大,很容易造成震颤,甚至造成堵盖脱离,导致定位失效。因此,切削过程中,在切削力、装夹力、切削震颤、内部应力等因素作用下,加之零件刚度较低、加工工艺性差,该零件定会发生变形、失稳和震动等,最终导致零件加工效率低,加工质量达不到要求。

图2 凸堵盖工装示意图
3 装夹方式优化
针对该零件传统加工方式中存在的问题,特进行了装夹方式的优化。该优化方案的思路是:根据该零件的几何结构特点和加工精度要求进行切削过程中的受力分析,注重定位、夹紧形式和夹紧元件的选择,在保证零件可靠夹紧的前提下使零件所受的综合作用力和力矩尽可能小,使得零件和夹具系统的工艺刚度尽可能高,在减小装夹变形的同时,使切削过程处在相对刚性最佳的状态,以减轻和控制零件加工时的变形和振动。
3.1 夹具优化
根据零件的特征,首先选择Φ90 mm圆柱面作为右端装夹定位支撑面,制作两个Φ90 mm×60 mm半圆套(如图3所示),在使用过程中,应避开Φ100 mm×3 mm阶台处,尽可能选择大的平面(或曲面)作为定位面,这样工装与零件的定位接触面积就大,避免逆着切削力来支撑零件,提高了零件定位面的加工精度。
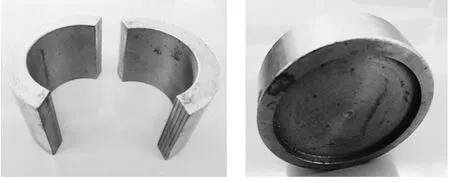
图3 半圆套工装示意图 图4 凹形顶盖工装示意图
利用半圆套工装和零件Φ90 mm圆柱面进行配合装夹,将原来施加在呈120°均布的3个卡爪上点接触的装夹力转化为两个半圆套工装进行间接施力,使零件与工装间有效接触面积增大,提高了接触刚度,同时半圆套工装采用调质硬度较高的45钢材,提高了接触表面硬度,减小了半圆套与零件的接触变形。
3.2 工装优化
为改变传统凸堵盖在零件刚性差的方向和位置施加顶紧力造成零件的轴向局部变形,确保零件在加工过程中的可靠定位和夹紧,制作了如图4所示的凹形顶盖工装。该工装将零件左端较好地包容,增强了零件与工装的配合刚性,在刚性较好的位置通过机床顶尖均匀地施加垂直于定位面的顶紧力,增加了顶紧力的作用面积,有效地减小了零件的轴向局部变形,确保了零件加工过程中的稳定性,减小了加工震颤,避免了刀具过切,确保了加工质量的稳定可靠。
设计完成后的零件装夹三维模型如图5所示。整个加工过程采用UG三维建模及数控编程,不仅为理论分析提供了模型,同时也规范了走刀路径,优化了切削参数,确保了加工质量稳定和加工效率的持续提升。

图5 零件装夹三维模型
4 结束语
针对薄壁回转类零件加工过程中由于夹紧力及切削力作用和接触面积等因素引起的零件变形问题,优化了提高薄壁回转类零件加工精度的装夹方法,制作了专用的工装夹具。根据薄壁回转类零件的结构特点,对工装装夹位置和夹紧力进行优化,有效地降低了由于装夹不当所引起的零件径向和轴向变形误差,提高了零件的加工精度。在该项目的实施过程中,总结并形成了一套成熟的薄壁回转类零件加工方法,具有良好的指导与实际应用意义。
猜你喜欢
汽车工程(2021年12期)2021-03-08
模具制造(2019年7期)2019-09-25
设备管理与维修(2019年3期)2019-05-15
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
中国塑料(2017年2期)2017-05-17
凿岩机械气动工具(2015年3期)2015-11-11
汽车维护与修理(2015年2期)2015-02-28
汽车与新动力(2014年6期)2014-02-27