浅谈棉花加工回潮率对棉纤维长度的影响
2020-11-06 06:38
中国棉花加工 2020年3期
〔石河子纤维检验所,新疆石河子832000〕
棉纤维的长度是棉花最重要的内在质量指标,与棉花的整体使用价值密切相关。在轧花过程中,回潮率是影响棉花加工和皮棉质量的最大因素之一,回潮率高的籽棉在加工过程中对风力输送、清杂和籽棉卷转动等影响很大,使轧花生产不能顺利进行,轧出的皮棉棉结、索丝多,等级下降。同时籽棉回潮率增加,断裂比强度随之增加,加之湿的棉籽表皮较软,在钩拉纤维的过程中,容易被轧花锯齿剥下来,造成疵点产生大量带纤维籽屑。棉花回潮率偏低,棉纤维的强度变小,在轧花生产过程中容易打断棉纤维,使棉纤维长度降低,增加皮棉中短纤维含量。在棉花的加工生产过程中,把回潮率控制在一定的范围内,可以大量避免因加工而造成棉纤维长度的损伤和皮棉中短纤维含量增加,提高皮棉加工质量,降低加工成本,为棉花加工企业创造最佳的经济效益。
围绕以“控制籽棉、皮棉回潮”为中心目标,采取“减少籽棉清理、皮棉清理道数,调整皮棉清理机排杂刀间距,降低轧花机、皮棉清理机的转速”为措施。从八师石河子某加工厂2条相同机型轧花生产线(1车间、2车间)生产的皮棉中选取纤维长度和皮棉在线回潮率检测数据进行对比分析,找出轧花生产中皮棉回潮率与棉纤维长度之间最佳关系,减少因皮棉回潮率过低而造成的棉纤维长度损失和短纤维含量增加的问题,为更好地指导轧花生产高质量的皮棉品质提供依据。
一、两条生产线轧花加工设备情况及轧花生产工艺流程
两条生产线都使用的是河北邯郸金狮棉机有限公司的128型轧花机,生产工艺流程相同(散状籽棉自动喂料设备→两道重杂物分离器→MQY15棉花异纤维清理机→籽棉烘干机→MQZL-15A清玲机→籽棉烘干机一MHZQ-15 回收式籽棉清理机→MQZQ-15倾斜式籽棉清理机→MHZQ-15回收式籽棉清理机→配棉绞龙→MY128-19.4锯齿轧花机一气流皮棉清理机→两道MPQ400×2000皮棉清理机→总集棉机→皮棉滑道→打包机→自动捆包机→运包车)。烘干设备使用郑州棉麻工程技术设计研究所生产的型号为JDK-240热风炉。皮棉回潮潮测试设备为苏州光华生产的在线回潮率测试仪,型号为MBS。
二、两条生产线加工不同回潮率籽棉所采取籽棉烘干温度控制的措施
(一)两条生产线收购的籽棉回潮率情况:手采棉平均回潮率为12.4%,机采棉平均回潮率为12.8%。
(二)两条生产线籽棉烘干温度的控制(烘干温度为热风炉出口管道温度):
1.当籽棉回潮率在10%以下时,可不加温烘干,同时要在车间进行洒水增湿,早晚打开籽棉堆垛苫盖的篷布,利用棉花的吸湿性提高籽棉的回潮率。此种方法在新疆北疆片区9月-10月下旬根据天气情况实施。
2.当籽棉回潮率在10.1%~12.0%时,可不加温烘干或单道加温40℃烘干。
3.当籽棉回潮率在12.1%~14.0%时,可加温40℃进行双道烘干或单道加温80℃进行烘干。
4.当籽棉回潮在14.1%以上时,可加温120℃左右进行单道或双道烘干。
三、两条生产线加工的皮棉回潮率所对应棉纤维长度对比情况
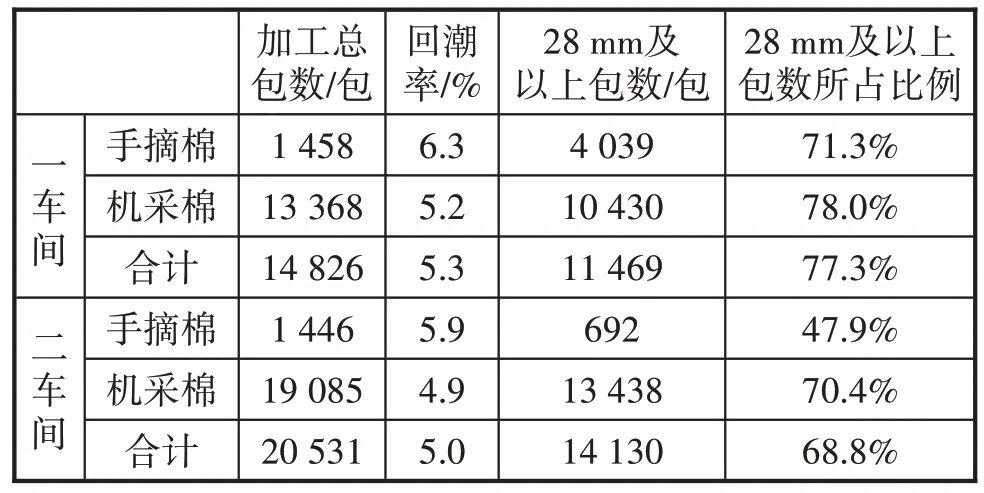
(一)从以上两个车间加工的皮棉在线回潮率和纤维长度对比可以看出:一车间加工的皮棉平均回潮率为5.3%,二车间加工的皮棉平均回潮率为5.0%,比二车间高了0.3%;一车间28 mm及以上的长度所占的比例77.3%,二车间的28 mm及以上的长度所占的比例68.8%,比二车间高了8.5%。从两个车间加工出皮棉情况来看,回潮率高低对棉纤维长度影响比较大。
(二)手采棉加工的数据分析:一车间加工的手采棉平均回潮率为6.3%,二车间加工的手采棉平均回潮率为5.9%,比二车间高了0.4%;28 mm及以上长度所占比例中,一车间为71.3%,二车间为47.9%,一车间比二车间高了23.4%,两个车间所加工的手采棉纤维长度所占比例差距很大。
(三)机采棉加工数据分析:一车间加工的机采棉平均回潮率为5.2%,二车间加工的机采棉平均回潮率为4.9%,比二车间高了0.3%;28 mm及以上长度所占比例中,一车间为78.0%,二车间为70.4%,一车间比二车间高了7.6%,两个车间加工的机采棉纤维长度所占比例有一定差距。
四、综合分析
根据以上的数据分析,在实际轧花生产中,经过认真观察和实验对比得出:手采棉加工的皮棉回潮率控制在6.0%~7.5%之间较为合适,那么进入轧花机中箱的籽棉回潮率应控制在7.0%~8.5%较为合适;机采棉加工的皮棉回潮率控制在5.5%~7.0%较为合适,那么进入轧花机中箱的籽棉回潮率应控制在6.0%~7.5%之间较为合适。当回潮率过高,则表现为皮棉含杂大,棉结、索丝多,轧工质量差,皮棉外观形态难看,皮棉颜色级也会受到影响;当回潮率过低,则表现为皮棉含杂小,棉结、索丝少,轧工质量好,皮棉外观形态好看,皮棉颜色级不受影响,但会造成皮棉纤维长度受损降低,短纤含量增加,影响棉花的长度。在棉花加工过程中,应根据籽棉的内在质量指标及回潮率、含杂率的高低,合理地控制烘干温度,灵活调整加工工艺,使棉纤维长度损失降到最低。
五、棉花加工过程应对措施
棉花加工企业加大技术改造,完善生产工艺,配置籽棉设备加湿设备,安装籽棉在线回潮率检测设备,随时有效掌控籽棉回潮率,使棉纤维长度因加工受损降到最低。
对籽棉烘干精准控制,依据籽棉回潮率的高低情况灵活调整烘干温度。在棉花加工过程中回潮率测试人员将籽棉回潮率情况及时与司炉操作人员沟通,随时调整烘干温度,控制好皮棉的回潮率,降低棉纤维的长度受损。
在籽棉清理、皮棉清理流程中增加旁路输送管道,有利于根据籽棉回潮率和含杂率的高低灵活调整籽棉、皮棉的烘干温度和清理道数。
棉花加工企业在籽棉收购过程中,严格根据籽棉检测数据将籽棉按照不同等级和回潮率、含杂率高低进行分垛堆放,棉花检验人员及时将每垛籽棉长度、回潮率、含杂率等检测数据报送车间相关负责人,车间管理人员及设备操作人员依据籽棉情况因花配车。
猜你喜欢
中国纤检(2022年8期)2022-09-22
中国棉花加工(2022年4期)2022-09-21
纺织标准与质量(2022年4期)2022-09-05
中国棉花加工(2022年2期)2022-07-09
棉纺织技术(2021年4期)2021-07-14
江苏农业科学(2021年7期)2021-05-26
棉纺织技术(2020年8期)2020-08-24
中国棉花加工(2019年5期)2019-12-27
中国纤检(2019年12期)2019-11-28
中国棉花加工(2019年2期)2019-07-04