X60钢管焊接工艺参数的优化研究?
2020-11-16 01:50王影孙雪娇耿西阳韩佳桐
汽车世界·车辆工程技术(上) 2020年6期
王影 孙雪娇 耿西阳 韩佳桐
摘 要:本项目基于ANSYS软件,对直径为273mm、厚度为10mm的X60钢管进行有限元数值模拟分析,利用间接模拟的方式对模型的温度场和应力场进行数值模拟计算,通过实验的方式对模拟结果的准确性进行佐证,最后通过对温度、应力场结果的分析,不断调整焊接工艺参数达到最优结果。
关键词:管道焊接;温度场;应力场;残余应力;有限元分析
0 前言
管道输送因其运输量大、经济性好、安全性高等诸多优点广泛应用于能源输送领域,管道焊接质量直接决定了管道的承载能力与运输效率,合理的焊接工艺参数可以提升焊接管道质量和焊接效率,采用数值模拟技术可以节省大量的人力物力和工程周期,因此,如何运用数值模拟技术进行管道焊接工艺参数的优化研究就显得尤为重要。
1 吊车桁架有限元分析前处理
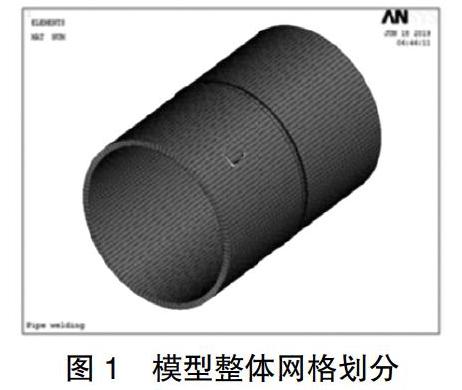
模型采用全模型进行模拟,共分10个体。其中,V型坡口焊缝为8个半环体,这是由于利用面旋转生成体的过程至少需要2等分。本文在划分网格时,对四道焊缝分别赋予了不同的材料号码,分别为1,2,3,4,母材的材料号码定义为5,便于后续通过材料号码对焊缝体及相关單元进行选取等操作。如图1所示。
定义X60热物理参数如表1所示。
2 吊车桁架残余应力有限元分析
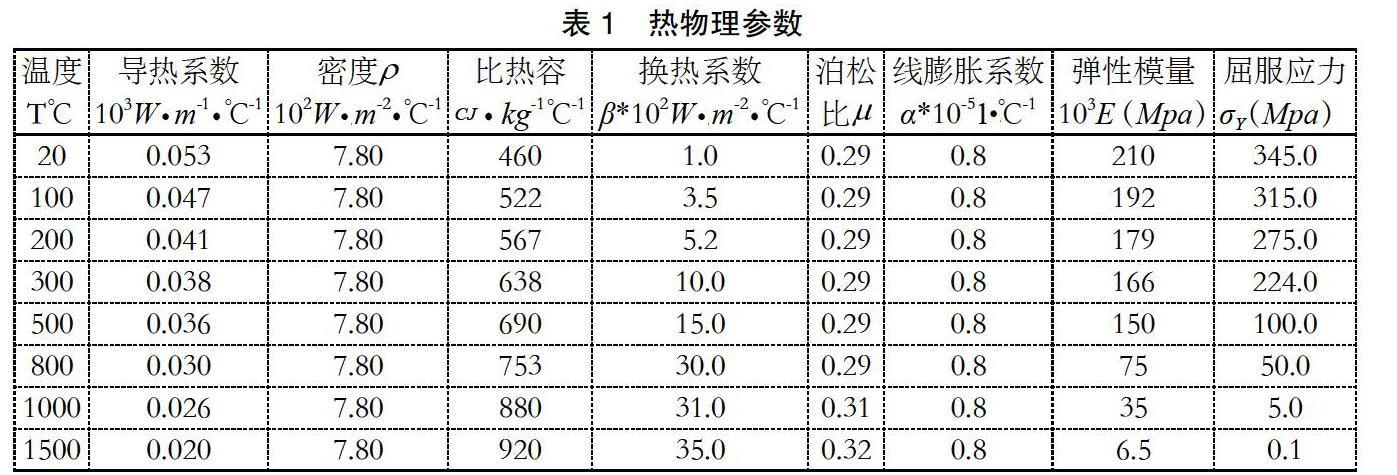
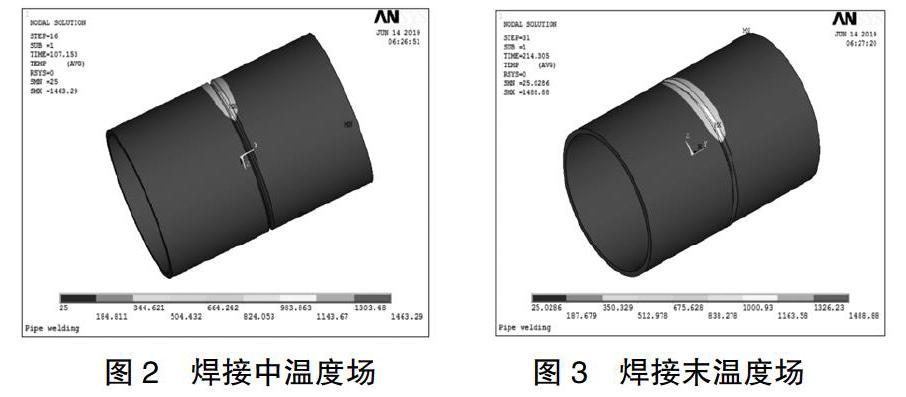
第一道焊接中,焊接末及焊后冷却6s及30s时温度场,依次如图2,图3,图4,图5所示。
结果可见:(1)第一道焊缝焊接中及焊接末整体模型最高温度产生在焊缝前端,最高温度分别为1463.29℃,1488.88℃,均满足施焊要求。(2)冷却6s时,整体模型最高温度已经降至696.98℃,冷却30s后最高温度降低至225.7℃,此时主要组织相变已经完成,整体模型温度较低,从而防止了连续焊接带来的较大热应力及变形,符合多道焊工艺设计要求。
第四道焊缝焊接初始,焊接末及焊后冷却1000s,3500s时温度场,依次如图6,图7,图8,图9所示。
结果可见:(1)第四道焊缝焊接初及焊接末模型整体最高温度分别为1264.62℃,1294.34℃,略低于施焊要求。主要由于第四道焊缝横截面最大,需要更大的体生热率来满足其焊接要求,因此,按照当前焊缝设计工艺,可以在实际焊接过程中考虑两个方向的改进,一是改进焊缝面积,尽量使得四道焊缝的横截面积相同,从而利用同样大小的热输入均可获得满意的焊接温度,二是改进焊接工艺参数,在第四道焊缝焊接时适当增大焊接电流即可。本文在第四章中也将通过更改焊接电流进行改进后的焊接温度场,应力场模拟来进一步验证。(2)冷却1000s及3500s后最高温度分别降低至271.78℃,43.26℃,这个时候整体模型的温度已经接近于室温,并且焊接区的温度已基本相同,在这种状态下已经可以评估残余应力的结果。
3 结论
本文焊接温度场模拟比较合理,整个模型在焊接过程中达到了准稳态过程,焊接温度平稳,并冷却至接近室温,满足焊接变形,残余应力计算要求。同时,本章所设计焊接工艺存在尚需改进之处,如第四道焊缝焊接温度偏低,作为焊接工艺改进的一项,本文将在第四章进行改进模拟并对比本章计算结果。
参考文献:
[1]田锡唐.焊接结构[M].北京:机械工业出版社,1981.11.6.
[2]李亚江,王娟.焊接缺陷分析与对策[M].北京:北京化学工业出版社,2013.10.
[3]罗辉.焊接生产实用技术[M].北京化学工业出版社,2014.11.
[4]赵阳.高强度结构钢不同焊接接头残余应力分析[D].北京:华北电力大学,2018.
[5]D Rosenthal.Mathematical Theory of Heat Distrbution during Welding and Cutting.Welding Journal,1941,20(05):220.
基金:营口理工学院2020年大学生创新创业训练计划项目(112301001)
作者简介:王影(1985-),女,辽宁营口人,研究生,主要研究方向:机械工程。
猜你喜欢
科技资讯(2022年12期)2022-07-17
西部交通科技(2021年9期)2021-01-11
中国新技术新产品(2016年23期)2016-12-26
文艺生活·中旬刊(2016年11期)2016-12-13
航空兵器(2016年4期)2016-11-28
科学与财富(2016年15期)2016-11-24
科技视界(2016年18期)2016-11-03
科技视界(2016年18期)2016-11-03
科教导刊·电子版(2016年6期)2016-04-19
建材发展导向(2014年2期)2014-05-04