全自动钢卷尺检定装置的设计与实现
2020-11-18 11:11高廷孙安斌邹志王曰明梁邦远
计测技术 2020年5期
高廷,孙安斌,邹志,王曰明,梁邦远
(1.航空工业北京长城计量测试技术研究所大尺寸实验室,北京100095;2.青岛前哨精密仪器有限公司,山东青岛266000)
0 引言
钢卷尺是一种常见的线纹计量器具,在工程测量和日常生活中应用非常广泛。由于使用环境复杂及人为因素,使用过程中的钢卷尺常常发生尺身变形、磨损等问题,会影响测量结果和产品质量,因此需要定期对其进行检定,我国已将钢卷尺纳入强制检定计量器具管理目录[1]。
目前,钢卷尺检定装置主要有基于标准钢卷尺比较测量平台、专用钢卷尺检定台、大尺寸长度标准装置三种形式。基于标准钢卷尺比较测量平台采用人工瞄准、人工记录数据,与标准钢卷尺进行直接比较计算示值误差,该方法操作简单,但是因为采用人眼瞄准,分辨力约为0.1 mm,而且人眼在长期观察后容易出现疲劳和错误[2];专用钢卷尺检定台,常见的是采用光栅尺作为测量标准器,结合显微放大瞄准系统,可使测量不确定度达到0.01 mm/m,此装置装夹方便,但测量范围有限,单次装夹的典型长度为5 m[3-5],测量100 m钢卷尺需要多次人工重复装卡;大尺寸长度标准装置主要用于激光干涉仪、激光跟踪仪等设备的空间长度校准,在此功能上通过配置显微放大瞄准系统可实现对标准钢卷尺、钢卷尺的检定,测量不确定度可提高到U=(5+5L)μm(k=2),其中,L为测量长度,单位m。目前,国内最长的大尺寸长度标准装置一次装夹测量最大长度可达80 m[6],但这种装置占用场地较大,成本较高。
以上三种检定装置存在的共性问题是一次装夹测量的实际长度由装置的导轨工作距离决定。对于超过导轨长度的钢卷尺需要采用分段测量法,而分段测量法需要多次人工装夹、多次瞄准,存在劳动强度加大、工作效率低、耗时较长等问题。以5 m检定台为例,30 m长的钢卷尺需要进行6次重复瞄准测量。
随着数字化、自动化计量检测技术的发展,提高钢卷尺检定效率、实现全自动钢卷尺检测是计量检测行业的迫切需求。为了满足超长钢卷尺检定的需求,本文设计了一种全自动钢卷尺检定装置,该装置在有限导轨长度测量的基础上,增加了自动加载、自动收卷、自动瞄准等结构,能够对不同规格的钢卷尺进行全自动检定。
1 全自动钢卷尺检定装置的整体系统设计
1.1 设计需求
根据JJG 4-2015《钢卷尺检定规程》的规定,检定时需将尺带平铺在钢卷尺检定台上,检定台长度小于20 m时施加(49±0.5)N张紧力,示值误差在全长范围内逐米进行检定[7]。为了在满足检定要求的同时提高设备的自动检测能力,需要在有限测量长度的检定装置上增加自动加载、自动收卷系统。另外人眼瞄准读数会极大降低工作效率,因此还需要设计自动瞄准系统对钢卷尺线纹进行自动提取,减少检测过程中人为的参与,提高测量准确度和自动化程度。
1.2 系统设计
基于上述要求,设计了如图1所示的全自动钢卷尺检定装置。整套装置主要由导轨系统、测量系统、自动加载系统、自动收卷系统、视觉瞄准系统、运动控制系统、钢卷尺支撑机构等组成。导轨系统由10 m精密花岗岩和气浮滑台组成。测量系统以高精度光栅尺作为标准器,通过伺服电机带动滑台在导轨上运动,给出水平运动方向的标准长度量。测量前由自动加载系统将安装在支撑机构上的钢卷尺进行装卡、加载;测量时通过视觉瞄准系统瞄准工作台所在位置处的钢卷尺整米线纹,得到在导轨长度范围内的整米线纹参考长度;测量完成后由自动收卷系统将测量完成的前一尺段进行收卷,继而执行下一段测量;配合专用的测量控制软件实现钢卷尺的全尺寸自动测量。
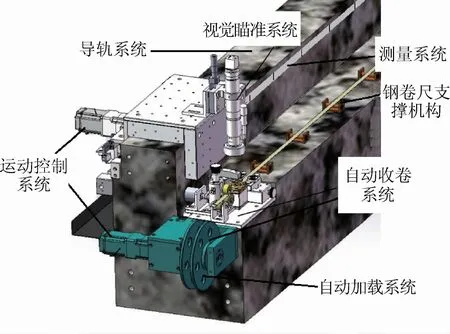
图1 全自动钢卷尺检定装置组成示意图
2 自动加载与自动收卷系统设计
自动收卷系统用于被检钢卷尺全长大于检定台的长度时将其尺带拉出,采用首尾相接的分段法进行检定。自动施力系统用于向尺带施加规定的张紧力。系统组成如图2所示,伺服电机与收卷轮滚轴连接,钢卷尺尺端拉环固定在收卷轮滚轴上,通过控制伺服电机的转速和转向,既可实现收卷尺带又能施加所需的张紧力。
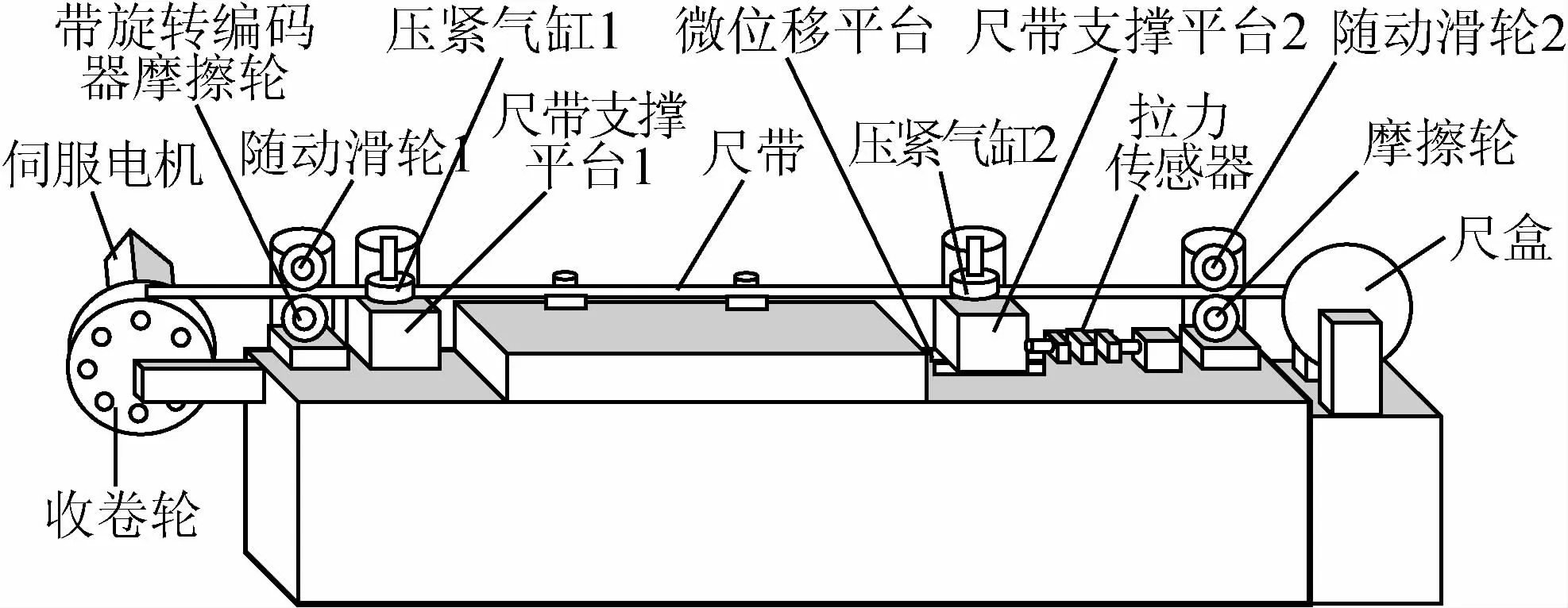
图2 自动加载与自动收卷系统组成示意图
2.1 自动加载系统设计
自动加载系统主要由施力装置和力测量装置组成,施力装置用于施加张紧力,张紧力的大小通过力测量装置给出并反馈给施力装置,实现对施力过程的闭环控制。施力装置位于导轨的前端,主要由伺服电机、收卷轮、尺带支撑平台、压紧气缸等部分组成。力测量装置位于导轨的末端,主要由拉力传感器(量程100 N、准确度0.02级)、尺带支撑平台、微位移平台及压紧气缸组成。其中,拉力传感器一端固定在大理石平台上,另一端安装在尺带支撑平台上。微位移平台位于尺带支撑平台下方,可使尺带支撑平台在加载力的作用下作微小位移移动,从而使加载力作用到拉力传感器上。
加载时,后端气缸将钢卷尺尺带压紧在支撑平台上,前端气缸松开。控制电机以低速正方向慢慢转动,对钢卷尺施加张紧力。张紧力通过尺身传递到末端拉力传感器。拉力传感器测得的力变化值即为钢卷尺所受张紧力的值。当力值变化量达到48.5 N时,伺服电机立即停止运动,待尺带稳定后再次判断力值是否合格,否则正反微调电机运动直至张紧力满足要求,加载过程完成。
2.2 自动收卷系统设计
由于钢卷尺尺带长度、厚度不同,使用中的钢卷尺还会出现弯折、锈迹等现象,仅通过伺服电机的旋转无法精确确定钢卷尺收卷的长度。为解决这个问题,本文在导轨前端设计了由摩擦轮和旋转编码器组成的收卷量测量系统。摩擦轮与尺身接触,其旋转量由旋转编码器给出。当旋转编码器与收卷长度的对应关系标定后,则可由旋转编码器直接给出收卷量。
收卷时,前后端气缸均松开,钢卷尺处于自由平铺状态。控制电机以高速正方向转动拉动钢卷尺,钢卷尺依靠摩擦力带动摩擦轮旋转,从而带动同轴的旋转编码器旋转。收卷过程中可编程控制器实时采集旋转编码器转动脉冲数,当达到预设的收卷长度后,伺服电机立即停止运动,收卷过程完成。
3 视觉瞄准系统设计
钢卷尺的检定主要是验证整米线纹间距是否合格,因此自动瞄准就关系到对整米线纹的识别与提取,同时,自动收卷又涉及到收卷前后整米线纹的数据拼接。本装置的视觉瞄准系统安装在运动滑台上,主要由工业CCD相机、环形光源、夹持调整机构等组成。由于收卷误差的存在,为保证收卷前后整米线纹与标识符同时存在于视场中,系统配合附加0.5倍物镜,使视场范围达到20 mm。
3.1 整米线纹提取
视场范围内具有的可识别线纹很多,线纹之间的间隔约为1 mm,如图3所示。由于钢卷尺种类繁多、整米及厘米线纹宽度高度各不相同,因此直接识别整米线纹非常困难。但准确度等级合格的钢卷尺在整米测量时,两条相邻的整米线纹的长度误差不会超过0.4 mm,因此利用上一条整米线纹的位置可自动判定下一条整米线纹的位置。

图3 整米线纹提取示意图
3.2 收卷后数据拼接
由于收卷误差的存在,使得收卷前后整米线纹在视场中的位置发生变化,如图4所示。若将收卷后第一条整米线纹的位置与收卷前最后一条整米线纹的位置拼接起来,需要确定收卷前后位置的变化量,要求将整米线纹从视场中多条线纹重新识别出来。
对于同一支被检尺,因为标识符“m”与整米线纹的位置关系是固定的,并且已经增大视场使整米线纹与标识符同时存在于视场中,因此借用收卷前最后一个位置整米线纹与标识符“m”的关系,来确定整米线纹的位置。
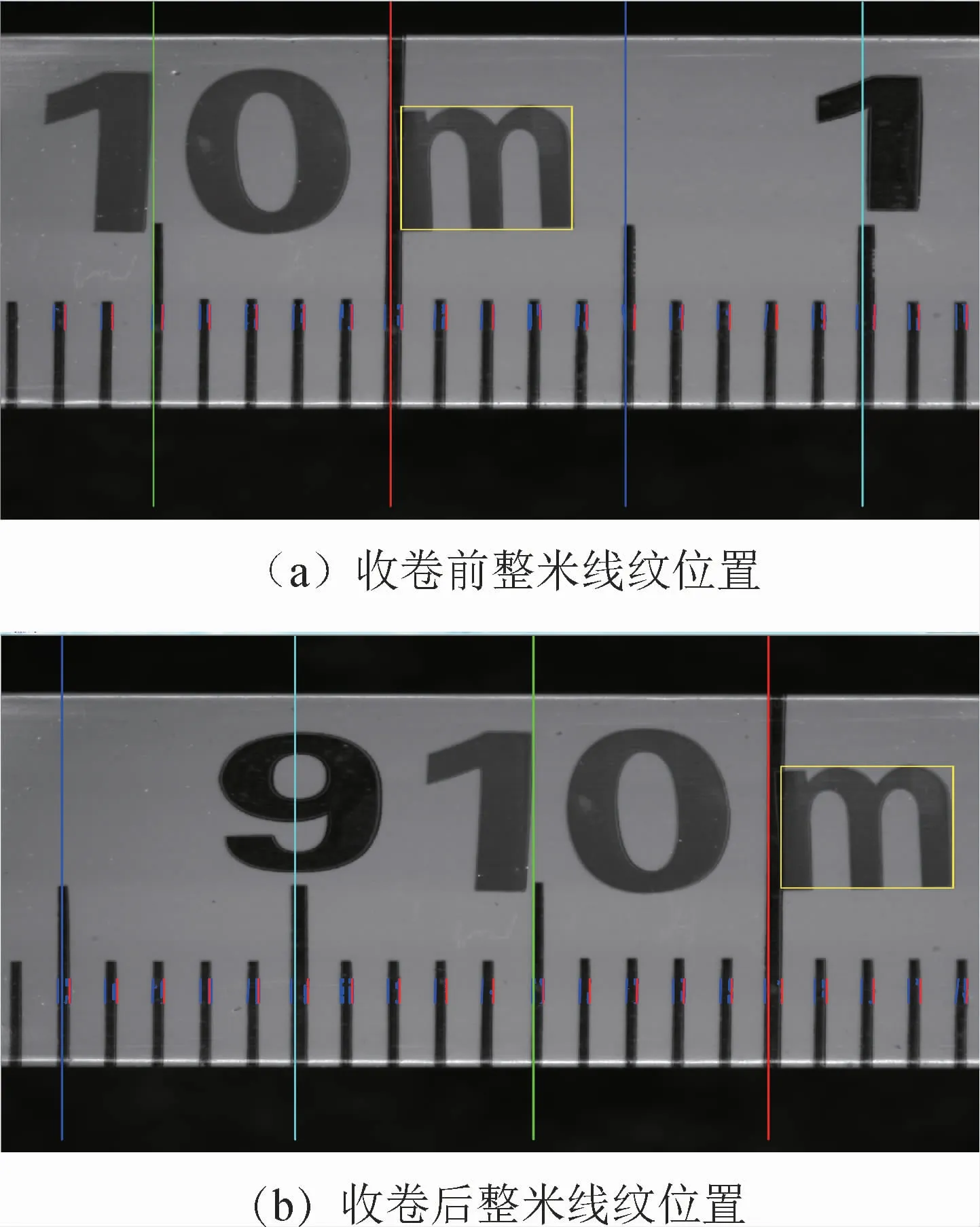
图4 收卷前后整米线纹在视场中的位置发生变化
4 全自动钢卷尺检定装置的实现与验证
4.1 全自动检定工作流程
全自动钢卷尺检定装置采用一键测量,只需人工一次装夹即可完成钢卷尺检测,之后的整个检测过程无需人工干预。检定开始前,将被检钢卷尺尺盒固定在导轨后端的加持机构上,调整零位进入瞄准视场内,输入规格型号,按如图5所示的全自动检测流程开始测量步骤:①滑台电机回零、气缸电磁阀动作进入加载状态,收卷电机低速转动施加张紧力;②加载张紧力满足设定要求后,气缸电磁阀动作进入测量状态,滑台电机以设定的速度和步长运动,依次采集图像、提取线纹、记录数据;③该循环导轨长度范围内所有测量点测量完成后,判断是否是最后一个收卷循环,如果不是滑台电机回零,气缸电磁阀动作进入收卷状态;④收卷完成后重复步骤①~③,直至钢卷尺检定完成;⑤数据分析,生成原始记录和校准证书。
4.2 收卷当量标定和验证
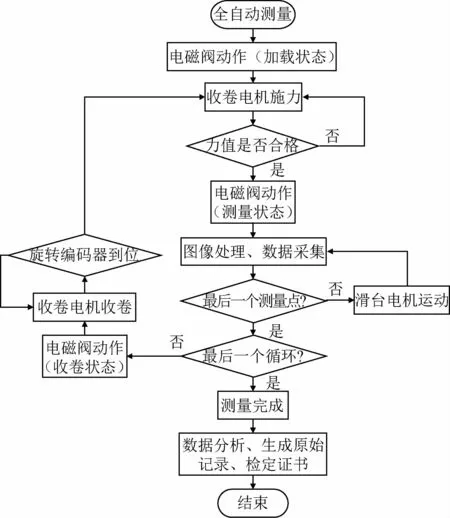
图5 全自动检定流程图
由于收卷系统采用旋转编码器测量钢卷尺收卷量,因此需要对旋转编码器脉冲当量进行标定。标定方法为设置钢卷尺收卷量后对钢卷尺进行自动收卷,记录每次收卷编码器旋转脉冲数Δp和钢卷尺实际收卷量Δm,则脉冲当量p=Δm/ΔP,多次收卷计算脉冲当量平均值。表1为5次自动收卷,每次收卷1 m标定的结果,可知平均脉冲当量p=0.09378 mm/脉冲,标准偏差为0.00001 mm/脉冲。
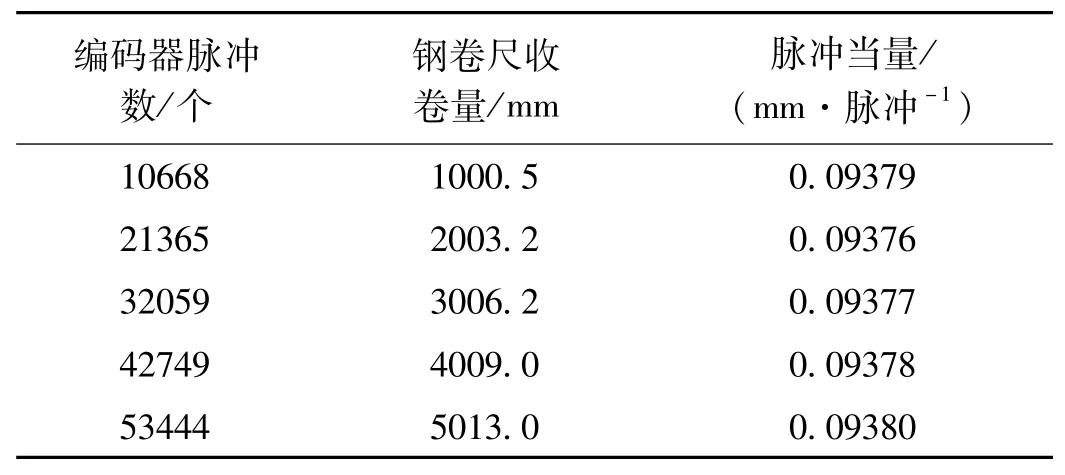
表1 收卷脉冲当量标定
由于本装置导轨有效行程为10 m,因此钢卷尺全自动测量时单次收卷长度为10 m。表2为使用上述标定的脉冲当量值对100 m的钢卷尺收卷9次,每次收卷长度为10 m测量的结果,可知单次收卷10 m的收卷误差不超过5 mm。
4.3 实验验证
利用本装置与某中心35 m大尺寸长度标准装置对同一标称长度为100 m的钢卷尺进行测量,其中35 m大尺寸长度标准装置钢卷尺长度测量示值误差的测量不确定度为U=(5+5L)μm(k=2),其中,L为测量长度,单位为m。实验结果如表3所示。
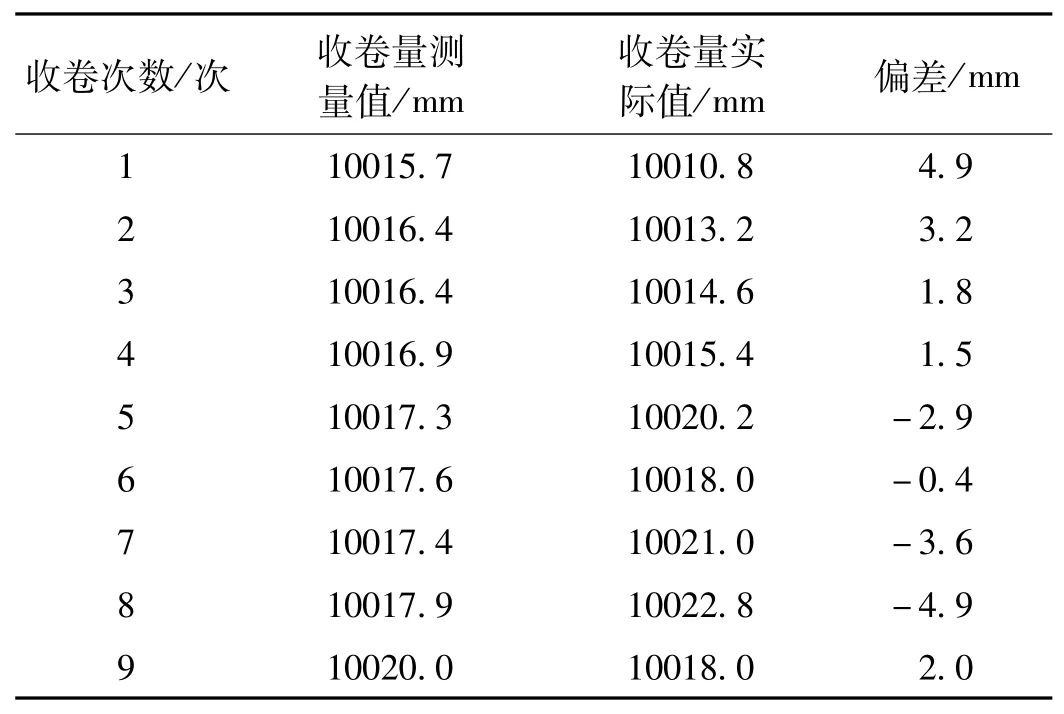
表2 收卷精度验证

表3 钢卷尺测量结果
分析表3数据可知,本装置与某中心检测装置对比,两者的最大误差不超过0.03 mm,满足钢卷尺检定规程的要求;本装置测量时间为25 min,比某中心检测装置提高了5 min;本装置钢卷尺装夹完成后,后续检定过程无需人工操作。
5 结论
设计了一种全自动钢卷尺检定装置,该装置可实现对钢卷尺的自动加载、自动收卷、自动瞄准。通过预先对收卷量的标定,使收卷误差不超过5 mm,确保整米线纹一直处于相机视场内;同时利用整米线纹及其标识符实现了收卷前后整米线纹的准确瞄准;经实验证明测量结果数据可靠,与传统检定方法相比,大幅度提高了测量效率。
猜你喜欢
哈哈画报(2022年3期)2022-05-06
科学与生活(2021年21期)2021-11-10
疯狂英语·新读写(2021年7期)2021-10-13
科学技术创新(2021年12期)2021-05-20
作文与考试·初中版(2019年30期)2019-10-18
文化产业(2019年6期)2019-09-11
重型机械(2019年2期)2019-04-28
商周刊(2018年24期)2019-01-08
橡塑技术与装备(2018年10期)2018-05-18
发明与创新·大科技(2018年2期)2018-03-17