
型材产线650主轧机设备升级改造
2020-11-20 21:33陈晓帅虹全
装备维修技术 2020年6期
陈晓 帅虹全
摘要:介绍了型钢轧制机组650轧机设备升级改造的原因。针对旧650主轧机在生产线中应用的常见问题进行分析,并对650主轧机升级改造的可行性进行了验证。最后,又对设备升级改造过程中遇到的技术难题及其解决措施进行了阐述。
关键词:型材650轧机;750轧机;设备升级改造
0 引言
在宝钢集团八钢公司的发展过程中,巨峰机组是一条专门针对中型材轧钢的生产产线,其主轧机设备于2014年利旧原650产线设备建成,其开坯机为原中型材产线利旧的650三辊往复胶木轴瓦轧机。该产线主要设备包含以下几部分:一座推钢式加热炉、一架650三辊开坯轧机(利旧)、集中传动式机前机后辊道(利旧)、一组6H+2V精轧机组、一台步进齿条冷床、一台550型9辊矫直机及精整切割打包等设备。产线于2015年投产,但是随后该利旧650主轧机的稳定性较差,生产过程事故频繁、产品质量不符合市场要求、环保效能不达标等问题逐步凸显。给生产带来一定制约,影响该产线的产能释放。将650三辊胶木瓦轧机升级为两辊可逆自动轧机,可实现产品生产效率与生产质量的提升,实现产品规格的扩展,顺应市场的发展需要。
1、原巨峰机组主轧机存在的问题
1.1生产中存在的实际问题
前期生产阶段,巨峰机组主轧机是原650厂的650三辊胶木瓦轧机,且在轧机辊径偏小的限制下,只能使用传统落后的斜轧孔型工艺进行工字钢与H型钢的生产。而斜轧孔型工艺的应用,又会使压辊上产生明显的轴向力,轧机的稳定性和每道次轧制尺寸根本得不到保证。这使得该轧机生产出来的产品质量不能满足市场要求,该类轧机已经被列入了国家淘汰产能目录当中。
另外,由于该轧机机前设备设计落后,无自动翻钢机和推钢设备,现场生产还需在650轧机的机前与机后安排4人进行人工翻钢和辅助喂钢作业。员工劳动强度较大,效率低下,个人安全风险极高、企业用工成本居高。将650三辊胶木瓦轧机升级为两辊可逆自动轧机,既能优化人员,减轻劳动强度、降低安全风险,提高生产效率和产品质量,又能扩展产品规格、提升工作人员的安全系数,做到设备本质化安全,充分释放产线产能。
1.2设备运维中存在的问题
该650三辊胶木瓦轧机已经运行了30年之久,已经被列入国家建议淘汰产能目录当中。其设备精度已不能满足生产需要。在设备运维过程中,存在着以下几方面的问题:第一技术过于落后,设备高能耗,难以适应市场的发展趋势;第二设备老化,其相应的运行效率以及生产能力都相对偏低;第三,设备运行过程中缺乏连锁监控,极易出现设备故障。一旦出现设备故障,维护起来也具有一定的难度。即便是维持性维修,也需要付出较高的维修成本;第四,设备本质化安全较差,工人面临的安全风险较大。
2、设备升级改造目标的可行性
1.1设备升级改造目标
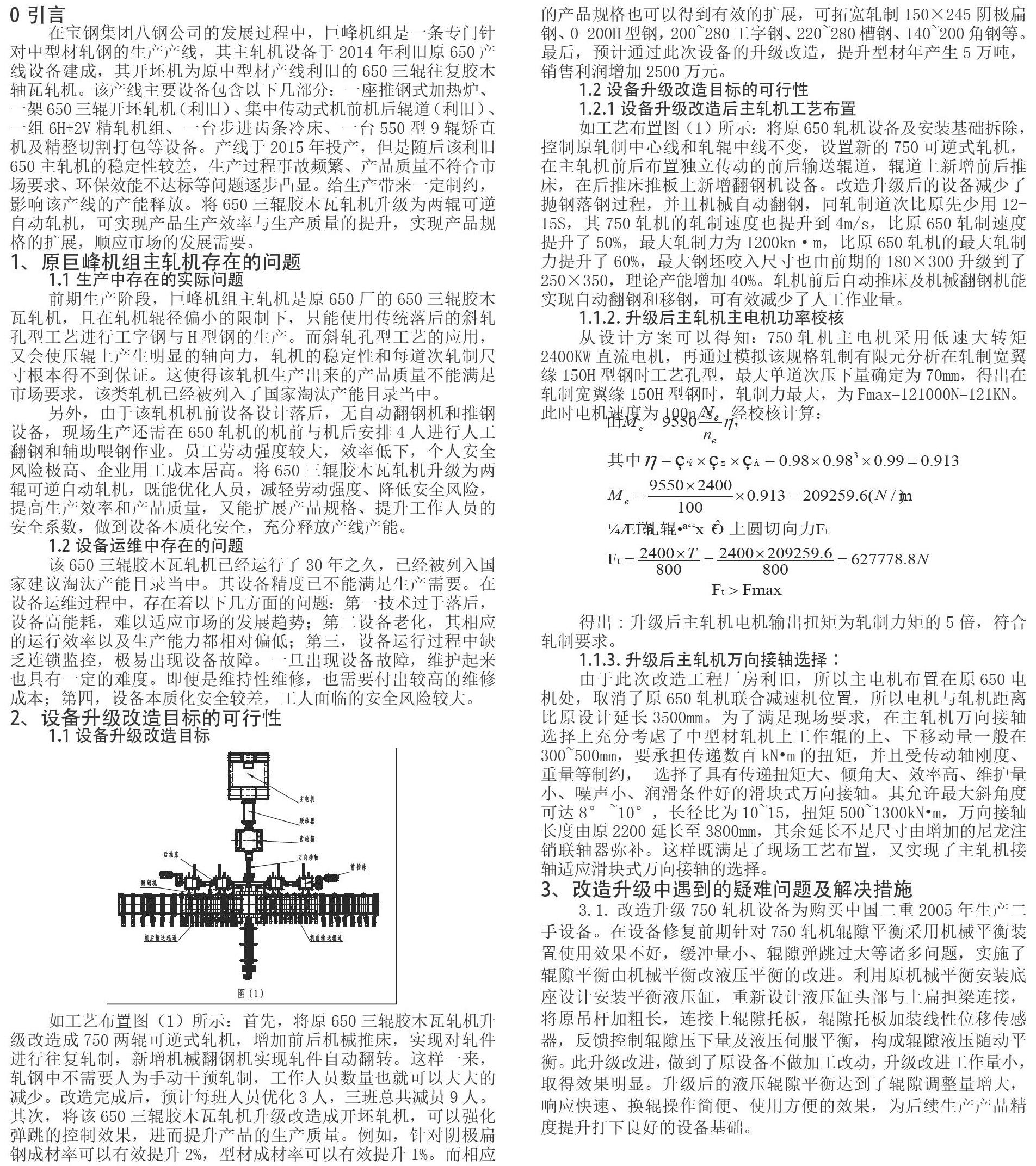
如工艺布置图(1)所示:首先,将原650三辊胶木瓦轧机升级改造成750两辊可逆式轧机,增加前后机械推床,实现对轧件进行往复轧制,新增机械翻钢机实现轧件自动翻转。这样一来,轧钢中不需要人为手动干预轧制,工作人员数量也就可以大大的减少。改造完成后,预计每班人员优化3人,三班总共减员9人。其次,将该650三辊胶木瓦轧机升级改造成开坯轧机,可以强化弹跳的控制效果,进而提升产品的生产质量。例如,针对阴极扁钢成材率可以有效提升2%,型材成材率可以有效提升1%。而相应的产品规格也可以得到有效的扩展,可拓宽轧制150×245阴极扁钢、0-200H型钢,200~280工字钢、220~280槽钢、140~200角钢等。最后,预计通过此次设备的升级改造,提升型材年产生5万吨,销售利润增加2500万元。
1.2设备升级改造目标的可行性
1.2.1设备升级改造后主轧机工艺布置
如工艺布置图(1)所示:将原650轧机设备及安装基础拆除,控制原轧制中心线和轧辊中线不变,设置新的750可逆式轧机,在主轧机前后布置独立传动的前后输送辊道,辊道上新增前后推床,在后推床推板上新增翻鋼机设备。改造升级后的设备减少了抛钢落钢过程,并且机械自动翻钢,同轧制道次比原先少用12-15S,其750轧机的轧制速度也提升到4m/s,比原650轧制速度提升了50%,最大轧制力为1200kn·m,比原650轧机的最大轧制力提升了60%,最大钢坯咬入尺寸也由前期的180×300升级到了250×350,理论产能增加40%。轧机前后自动推床及机械翻钢机能实现自动翻钢和移钢,可有效减少了人工作业量。
1.1.2.升级后主轧机主电机功率校核
从设计方案可以得知:750轧机主电机采用低速大转矩2400KW直流电机,再通过模拟该规格轧制有限元分析在轧制宽翼缘150H型钢时工艺孔型,最大单道次压下量确定为70mm,得出在轧制宽翼缘150H型钢时,轧制力最大,为Fmax=121000N=121KN。此时电机速度为100n/s,经校核计算:
得出:升级后主轧机电机输出扭矩为轧制力矩的5倍,符合轧制要求。
1.1.3.升级后主轧机万向接轴选择:
由于此次改造工程厂房利旧,所以主电机布置在原650电机处,取消了原650轧机联合减速机位置,所以电机与轧机距离比原设计延长3500mm。为了满足现场要求,在主轧机万向接轴选择上充分考虑了中型材轧机上工作辊的上、下移动量一般在300?500mm,要承担传递数百kN·m的扭矩,并且受传动轴刚度、重量等制约, 选择了具有传递扭矩大、倾角大、效率高、维护量小、噪声小、润滑条件好的滑块式万向接轴。其允许最大斜角度可达8°?10°,长径比为10?15,扭矩500?1300kN·m,万向接轴长度由原2200延长至3800mm,其余延长不足尺寸由增加的尼龙注销联轴器弥补。这样既满足了现场工艺布置,又实现了主轧机接轴适应滑块式万向接轴的选择。
3、改造升级中遇到的疑难问题及解决措施
3.1.改造升级750轧机设备为购买中国二重2005年生产二手设备。在设备修复前期针对750轧机辊隙平衡采用机械平衡装置使用效果不好,缓冲量小、辊隙弹跳过大等诸多问题,实施了辊隙平衡由机械平衡改液压平衡的改进。利用原机械平衡安装底座设计安装平衡液压缸,重新设计液压缸头部与上扁担梁连接,将原吊杆加粗长,连接上辊隙托板,辊隙托板加装线性位移传感器,反馈控制辊隙压下量及液压伺服平衡,构成辊隙液压随动平衡。此升级改进,做到了原设备不做加工改动,升级改进工作量小,取得效果明显。升级后的液压辊隙平衡达到了辊隙调整量增大,响应快速、换辊操作简便、使用方便的效果,为后续生产产品精度提升打下良好的设备基础。
3.2.在对设备进行改造升级过程中,当主电机和齿轮箱安装定位后,由于万向接轴及联轴器的“延长”设计,加之主电机、联轴器、齿轮机座三个设备轴系位置比较固定,其轴向窜动预留10-15mm。联轴器两侧整体台阶尺寸偏差超轴向窜动量约5mm。这就导致尼龙注销联轴器因定位台阶尺寸过长而无法顺利安装就位。重新拆除齿轮箱既费时又会导致安装工期延误。经现场测绘观察,提出将联轴器两侧整体定位台阶车去,设计一个可拆卸过渡定位隔圈,隔圈连接了联轴器的两部分,上述问题得到很好解决,避免设备“返工”安装。
3.3在设备调试期间,由于换辊小车底部滑轨焊接平行度偏差,再加之辊系自重加大,辊系轴承座外侧耳板与牌坊相干涉,同时操作人员不熟练,最终导致换辊小车减速机过载使用,使其内齿及壳体断裂,减速机报废,无法使用。现场无备用减速机。经现场勘察测绘,利旧原650前集中传动辊道减速机,重新设计带轮转动系统,快速恢复了换辊小车运转。
4结语:
此次升级改造,为机组产能和产品质量的提升消除了瓶颈,提高了企业的经济效益,对同类设备的升级改造具有指导作用。但其还有很多不足之处。首先,工程时间有限,设备改进工作完成不及时,对后期的检修修复产生了影响。其次,由于缺乏完善的工程图纸,所以改造存在着边加工边确定方案,边进行备件改进的现象,这都造成了设备安装过程中,返工时常出现,对设备的安装进度产生了影响。最后,后期的验收工作不能覆盖到所有的专业。要想解決这些问题,我们还需要进一步加强型材产线650主轧机设备升级改造的研究与分析,并结合实际情况积累大量的相关经验。
参考文献:
[1]刘喆.轧钢机械设备管理与维护措施[J].设备管理与维修,2019,(22):20-21.
[2]赵晓春.轧钢厂设备管理及节能技术改造研究[J].魅力中国,2019,(30):395-396.
[3]孟庆飒.轧钢机械设备安装质量探讨[J].南方农机,2020,51(4):185.
[4]何红俊.提升轧钢机械设备安装质量的措施探讨[J].建筑工程技术与设计,2019,(30):687.
[5]四川省青神神力机械有限公司.型材轧机:CN201120134237.0[P].2011-12-21.
作者简介:陈晓 (1978-),男,机械高级工程师,大学本科学历,现就职于宝武集团八钢分公司轧钢厂从事轧钢设备改造、维护等技术管理工作。
猜你喜欢
科学与生活(2021年16期)2021-11-25
中国建筑金属结构(2019年4期)2019-05-15
中国建筑金属结构(2019年4期)2019-05-15
中国新技术新产品(2017年13期)2017-07-12
中国机械(2015年1期)2015-10-21
科技与创新(2015年1期)2015-02-04
中小企业管理与科技·中旬刊(2014年7期)2014-09-24
中国高新技术企业·综合版(2013年7期)2013-08-13
中国信息化·学术版(2013年1期)2013-05-28
