
连接体工艺过程改进
2020-11-23 01:58张亚云王利亮王彦鹏权建华刘涛
汽车实用技术 2020年20期
关键词:工装
张亚云 王利亮 王彦鹏 权建华 刘涛
摘 要:2020年3月初,随着公司274项目轮边减速驱动桥产量的增加,分厂8341、8342连接体产能吃紧,为使产能由7件/班提升至15件/班,项目组经过工装改型试验、切削参数提升验证达到了预期的目的,但切削参数提升的同时带来了刀片消耗成本的增加,项目组又经过刀具重新配置和选型验证,最终使刀具消耗成本降低,保证了整个工艺链的平稳运行。
关键词:轮边减速驱动桥;连接体;工装;切削参数;刀具消耗
中图分类号:U466 文献标识码:A 文章编号:1671-7988(2020)20-158-03
Abstract: In early March 2020, as the company project 274 hub reduction drive axle production increase, capacity of connecting product 8341, 8342 are tight in factory, assembly requirements planning by the 7 pcs/shift rise to 15pcs/shift. Through tooling modification test and cutting number improvement verification,t he project team has achieved the desired purpose.But cutting parameters of ascension brings the blade cost increase at the same time, under the guarantee of cutting parameter optimization and performance improvement in advance, the technicians comb the high consumption point of the tool and re-select the tool for verification, which finally reduces the cutting tool consumption and ensures the smooth operation of the whole process chain.
Keywords: Hub recuction driving axle; Connecting product; Tooling; Cutting parameters; The cutting tool consum -ption
CLC NO.: U466 Document Code: A Article ID: 1671-7988(2020)20-158-03
1 问题描述
3月初,我分厂加工的274项目用轮边减速驱动桥用8341、8342连接体装配需求计划由7件/班提升至15件/班,该连接体加工过程分5道工序,各工序节拍及每班产出见表1。
由表1看出:影响整条线产出的瓶颈工序为20工序和30工序,这两步工序合用1台设备,20工序加工完后需更换1次三爪,加工30工序,每班产出仅仅7件,班组反馈7件的产能产出在样件试制阶段可行,转批量化后该产能产出制约了桥总成的装配,3月份分厂领导要求工艺技术制定方案通过工艺改进尝试将该产品产能提升至15件/班,满足桥装装配需求。
2 问题分析
由表1知,要实现15件/班的产出,仅仅需要突破瓶颈20、30工序制约即可,实际之所以造成这两道工序生产节拍慢是由于運行程序设计参数转速、进给过慢,连接体产品属于非对称件,样件试制阶段程序编制时考虑到工件加工过程中旋转的均衡性、过程尺寸稳定性、刀具磨损过快等诸多因素,转速、进给设计不是很高,当然,这种设计满足常规设计理念,从设计思维上并不存在多大的漏洞,经过现场实际验证后加工的产品质量符合图纸设计要求。现在实现15件/班的产出是一个不小的挑战,在现有条件基础上,只能是实现工艺的自我突破,提升转速和进给进行再验证,与此同时尽可能的减少更换夹具损失的时间。
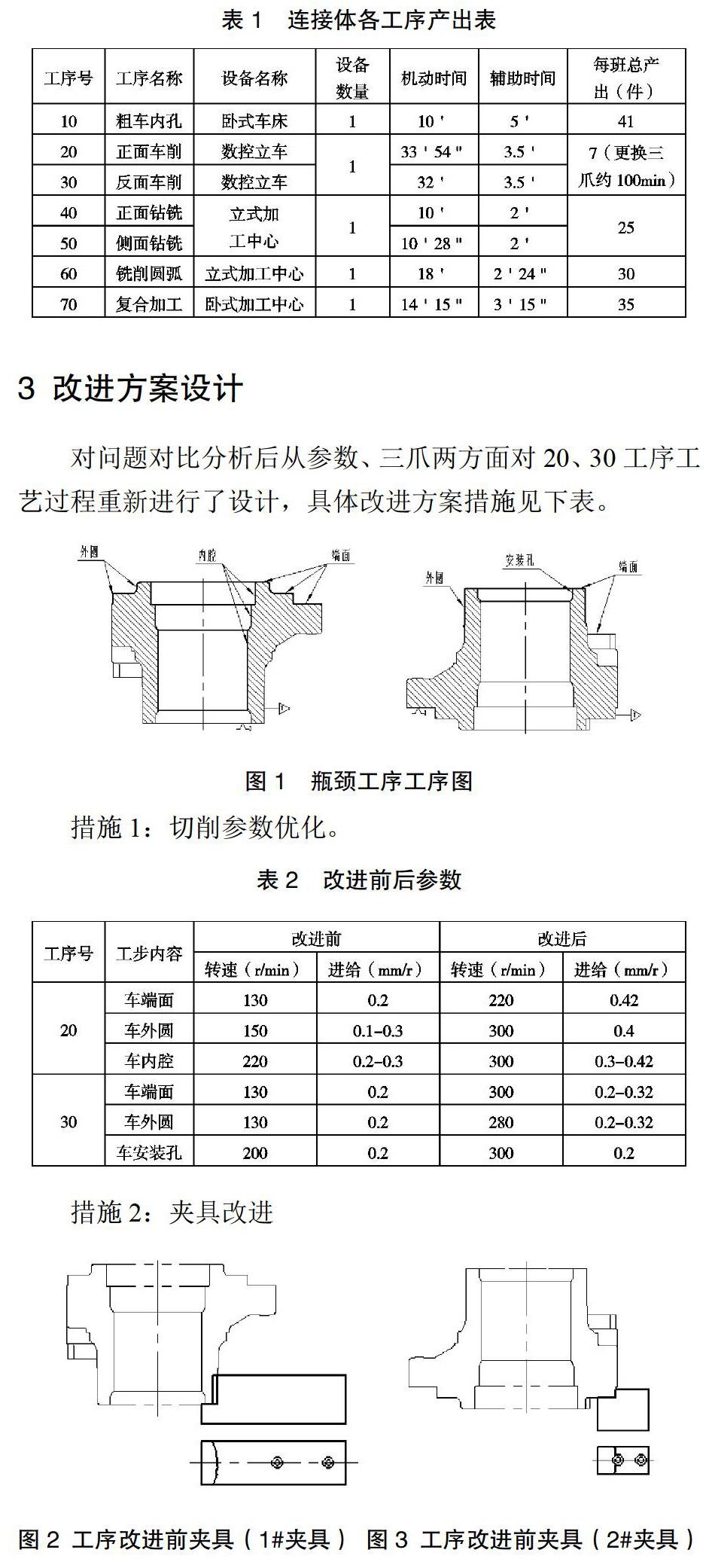
3 改进方案设计
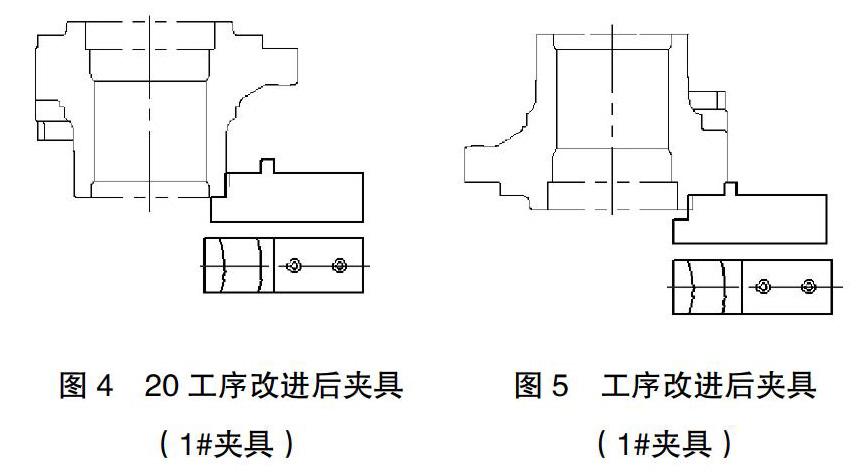
对问题对比分析后从参数、三爪两方面对20、30工序工艺过程重新进行了设计,具体改进方案措施见下表。
改进后:将20工序用1#三爪改制成复合三爪,可同时兼顾20、30工序的加工,中间换工序无需进行三爪的更换,理论可节省时间100min。
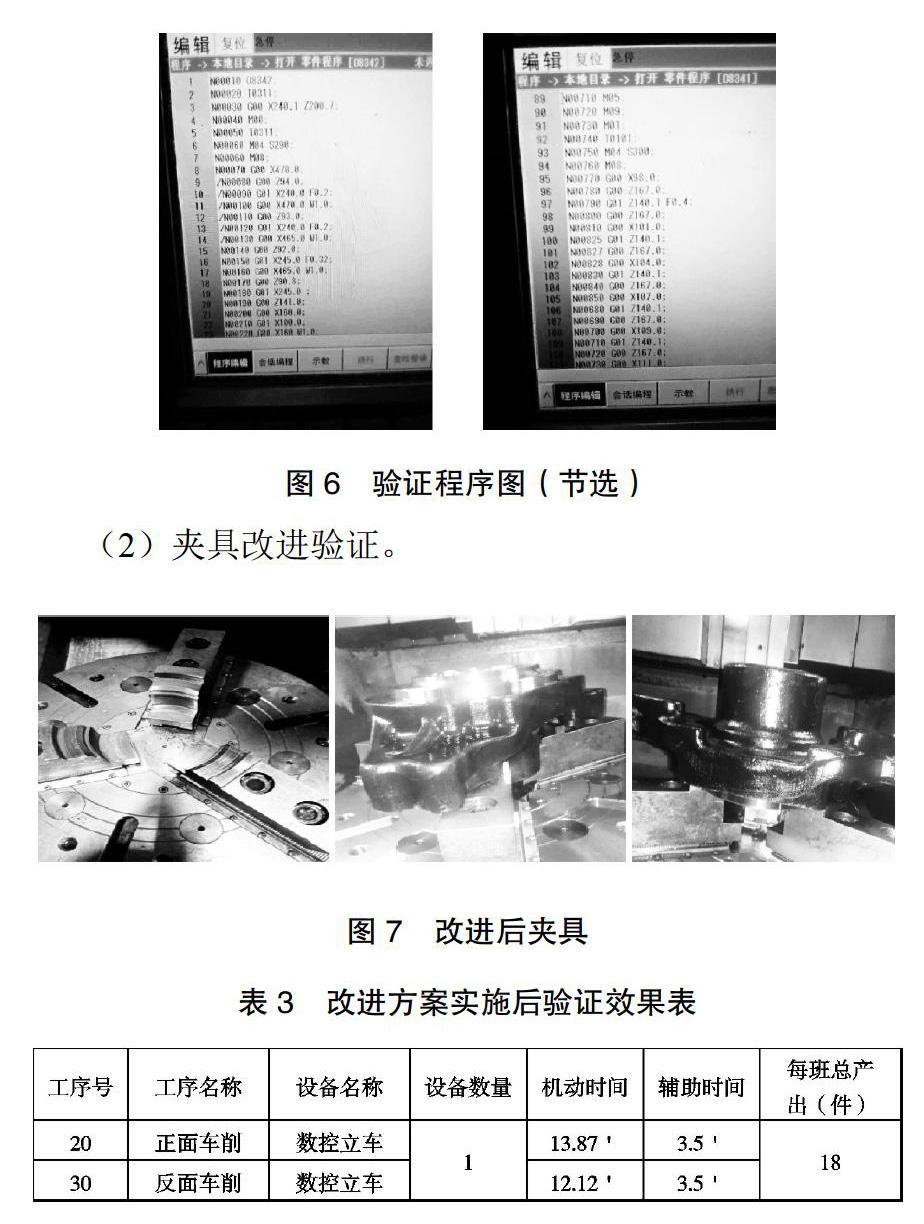
4 改进方案实施验证
(1)切削参数提升验证
按改进方案中的切削参数加工验证后方案可行,之前担心的工件加工中平衡性不好的问题并未出现,加工过程尺寸稳定并未出现波动,未产生产品质量问题,刀片磨损程度稍有增加,但对加工过程并未造成明显的不便,操作工的劳动强度并未因此增加很多,对瓶颈工序效率的提升并未造成大的影响,可暂时忽略。
实际班产可达最大18件,15件/班的产能经过连续5个班次的验证可稳定保证,改进方案有效。
5 新问题改进
改进后由于切削参数的提升势必造成刀片磨损的加剧,消耗成本增加,对改进前后刀片消耗的情况进行汇总。
产能提升的同时造成了刀具成本的增加,使得生产班组的刀具消耗指标无法有效保证,这就对工艺技术提出了更进一步的要求:想法设法的将刀具消耗成本降下来。对此我们联系了新的刀具供应商,对原有刀具进行大胆切换验证,并获取了成功。
由表4和表6看出20、30工序刀具成本在改进后降低了5.07-3=2.07元,至此连接体的整个工艺过程改进才算圆满完成。
6 效果汇总
改进方案实施后连续加工5个班次发现:
1)车削过程未发生异常,质量稳定;
2)工件加工中平衡性良好;
3)操作者劳动强度未有显著增加;
4)分厂要求的15件/班的产能达到;
5)刀具消耗成本未增长,有降低;
6)整个工艺链系统相对均衡。
7 结语
整个改进过程说明:最先设计的改进方案和采取的措施往往可行度较大,但任何改进都有可能应引入新的意想不到的问题,工艺技术要做的不仅仅是对已有的问题给出解决方案,更需竭心尽力对过程改进中二次出现的问题予以关注,彻底解决,追求整个工艺链系统的均衡、稳定、经济。
参考文献
[1] 李旦.机械加工工艺手册[M].北京:机械工业出版社,2011.
[2] 北京第一通用机械厂.机械工人切削手册[M].北京:机械工业出版社,1999.
[3] 何宁.机械制造技术基础[M].北京:高等教育出版社,2011.
[4] 刘蔡保.数控编程[M].北京:工业出版社,2018.
猜你喜欢
当代工人(2021年13期)2021-10-15
当代工人(2021年13期)2021-10-15
青春期健康·家庭版(2020年6期)2020-06-29
当代工人(2019年2期)2019-04-22
智族GQ(2018年6期)2018-05-14
小资CHIC!ELEGANCE(2017年9期)2017-07-10
小资CHIC!ELEGANCE(2016年18期)2017-05-27
凤凰生活(2017年3期)2017-03-20
小资CHIC!ELEGANCE(2016年19期)2016-08-17
Coco薇(2015年10期)2015-10-19
