炼制俄罗斯原油催化裂化汽油脱硫加工工艺的分析及对策
2020-11-27 04:45孙巧莉
山东化工 2020年21期
孙巧莉
(宝塔科技实业(宁夏)有限公司,宁夏 银川 750002)
1 前言
2017年在全国实行汽油国Ⅴ排放标准,汽油中的硫含量要求降至10 mg/L以下,为适应新的清洁汽油标准,国内外相继开发了多种催化裂化汽油加氢脱硫新技术,主要分为选择性加氢脱硫技术和非选择性加氢脱硫技术两类。选择性加氢脱硫技术,如法国石油研究院(IFP)Axens公司开发的Prime-G+工艺;Exxon Mobil公司的SCANfining技术;中石化石油化工科学研究院的RSDS技术;抚顺石油化工研究院OCT-M技术;江苏佳誉信实业有限公司开发的DSAT工艺技术等。选择性加氢脱硫通过控制烯烃的饱和以减少汽油辛烷值的损失。
非选择性加氢脱硫技术,如Uop公司的Isal技术;Exxon Mobil公司的OCT-GAIN技术;抚顺石油化工研究院和大连理工大学联合开发的催化裂化汽油烷基化、芳构化降烯烃技术(Olefin To Aromatics & Alkylate,简称OTA)等。这些技术在加氢脱硫中,通过异构化、芳构化、烷基化、裂化等反应进行辛烷值恢复,以尽量减少催化裂化汽油辛烷值损失,但辛烷值的损失较大问题并没有得到根本解决。
我国重油催化裂化生产的汽油有几个显著的特点:烯烃含量高,一般在35-40%(v)之间,硫含量在600—900 mg/L之间。山东部分地炼加工进口油以后,催化裂化汽油的硫含量由以前的700 mg/L上升到现在的1300—1800 mg/L之间,宝塔石化自2015年2月取得国家原油进口资质后,加工俄罗斯原油,催化裂化汽油的烯烃含量在40-50%(v)之间,硫含量达到了1300—1650 mg/L之间。常规的汽油选择性加氢技术虽然能有效的降低汽油中的硫含量,同时烯烃又得到饱和。宝塔石化加工俄罗斯原油时,由于硫含量过高,催化裂化汽油在进行选择性加氢时,辛烷值损失问题非常严重。
2 现有汽油加氢装置的运行效果
银川宝塔精细化工有限公司汽油加氢装置设计加工能力为30万吨/年,原料为加工陕甘宁低硫原油生产的催化裂化汽油,汽油烯烃含量在45-50%(V)之间,硫含量在200-300 mg/L之间。汽油加氢装置采用的江苏佳誉信实业有限公司开发的DSAT工艺技术,催化裂化汽油经选择性加氢反应器脱除二烯烃,再到预加氢反应器全馏分预加氢脱除活性硫,经切割塔切割成轻重组分,轻汽油去醚化,重组分加氢脱硫。加工国Ⅳ标准汽油时汽油硫含量<50 mg/L,辛烷值损失较小。加工国Ⅴ标准汽油时汽油硫含量<10 mg/L,辛烷值损失在3-3.5之间。由于银川宝塔精细化工有限公司汽油烯烃含量高,虽然在切割塔切除了15-20%轻组分,重汽油加氢到国Ⅴ标准时,出现的显著问题,反应温升大、烯烃饱和严重,加工俄罗斯油生产的催化裂化汽油产生的辛烷值损失问题尤为严重。
3 俄罗斯原油性质
俄罗斯原油属含硫中间基原油,该原油密度小、黏度小、酸值低、残炭低,是较为少见的轻质原油,相关性质见表1。
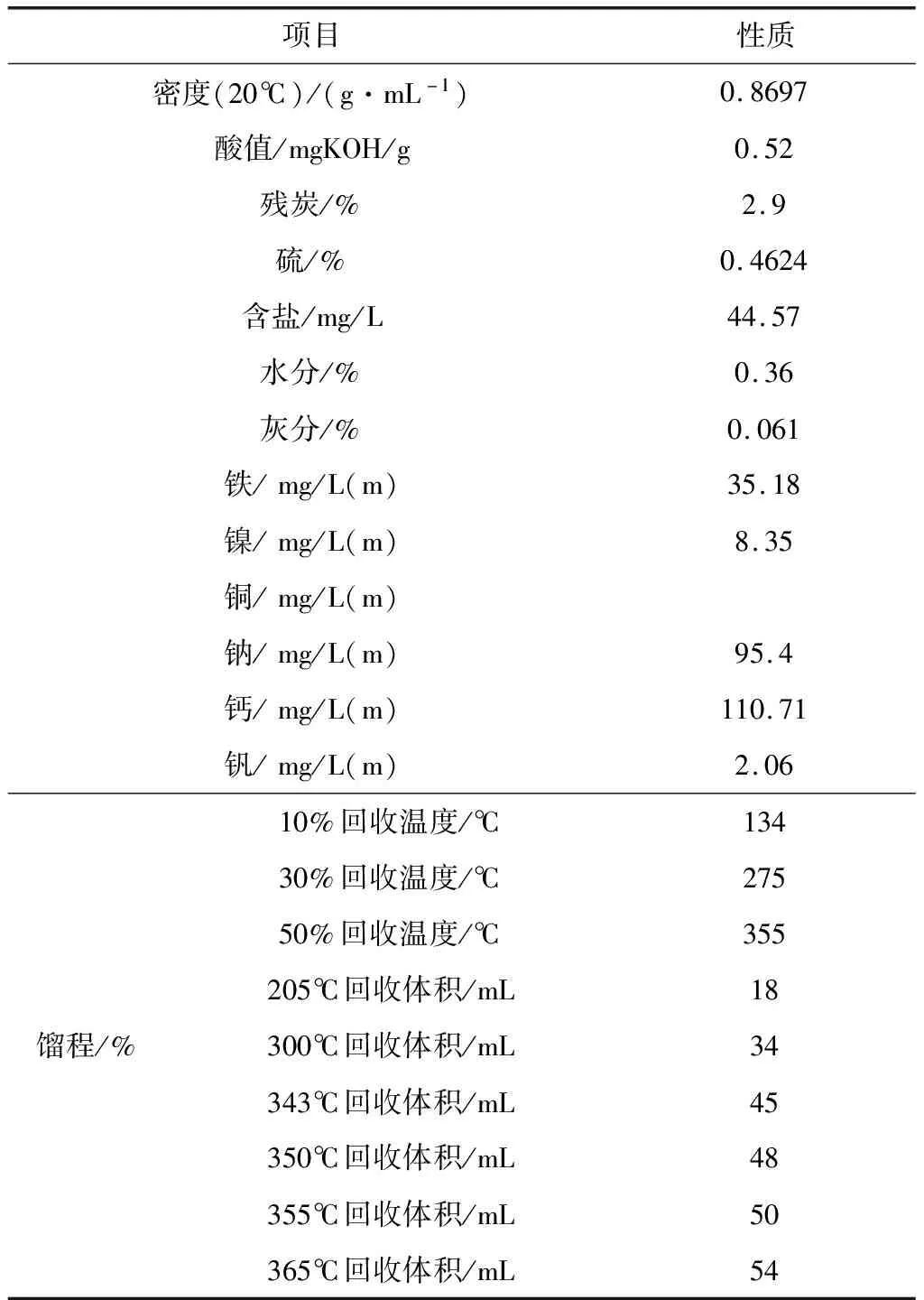
表1 俄罗斯原油性质
4 俄罗斯催化裂化汽油性质
4.1 俄罗斯催化裂化汽油基本性质
2016年6月银川宝塔精细化工有限公司加工俄罗斯原油时催化裂化汽油化验分析数据见表2:
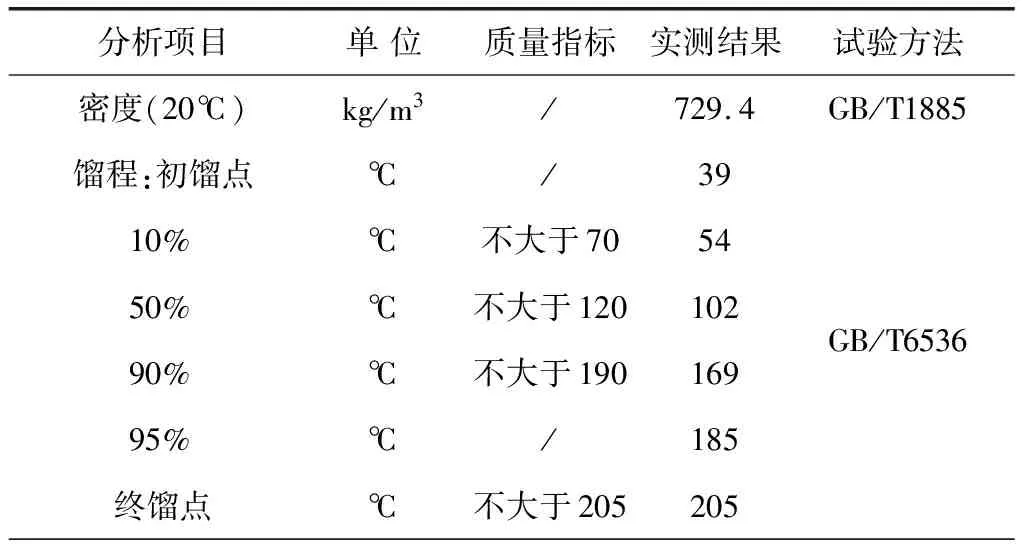
表2 俄罗斯催化裂化汽油相关数据
4.2 硫形态分布
相同的催化裂化汽油样品送至中国科学院大连化学物理研究所(以下称大连化物所)分析其中硫的分布形态,数据见表3:
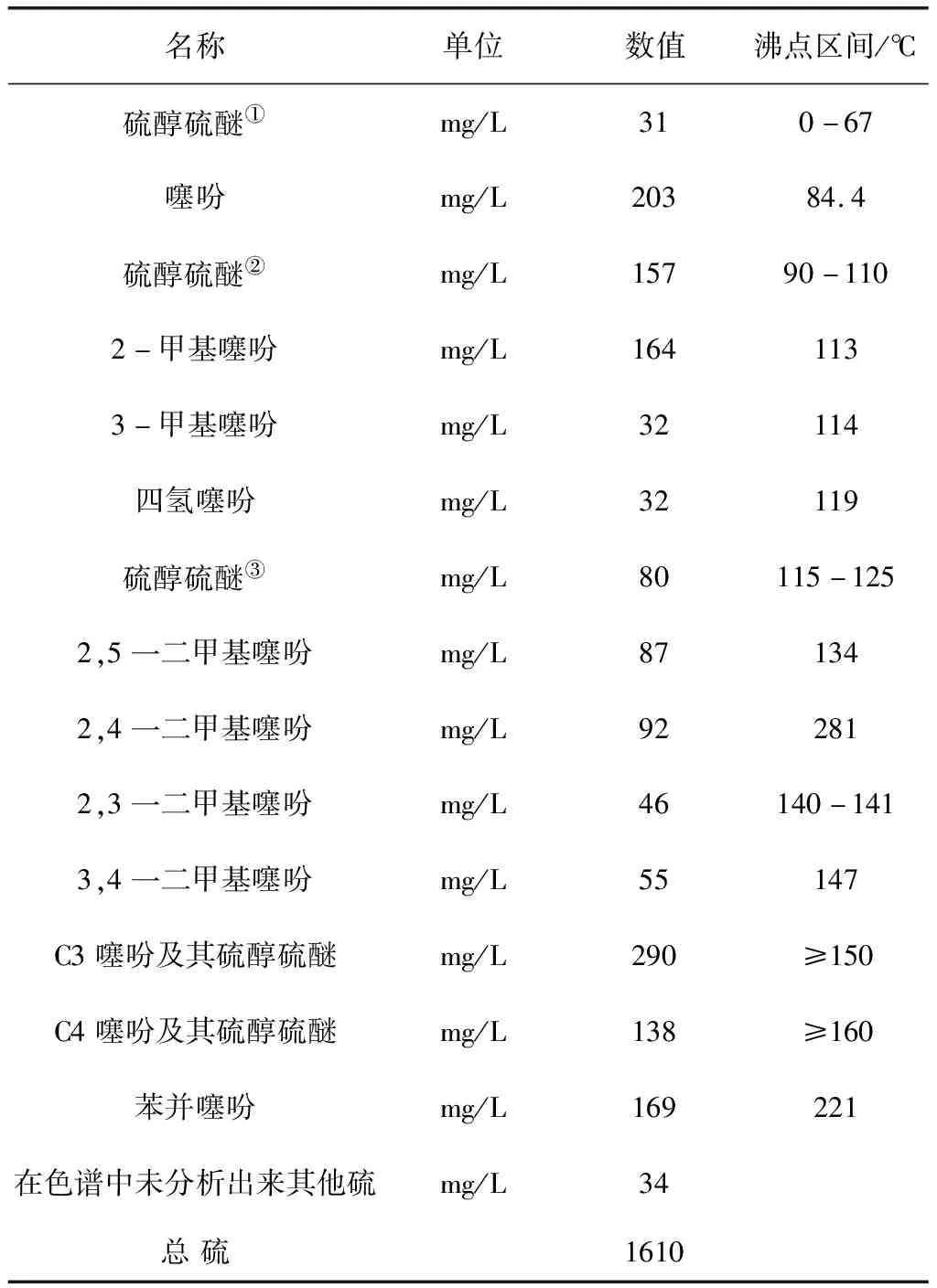
表3 大连化物所检测数据
硫醇硫醚①:它的组成包括甲硫醇、乙硫醇、二甲基硫醚、异丙基硫醇、四丁基硫醇、正丙基硫醇、甲乙硫醚。
硫醇硫醚②:它的组成包括正丁硫醇、异丁基硫醚、二乙基硫醚、碳五硫醇、碳六硫醇。
硫醇硫醚③:它的组成包括碳六硫醚、碳七硫醇、碳七硫醚。
由表3可以看出:
(1)催化裂化汽油按实沸点蒸馏,小于65℃切割时,轻汽油中硫化物主要以甲硫醇、乙硫醇、二甲基硫醚、异丙基硫醇、四丁基硫醇、正丙基硫醇、甲乙硫醚为主,同时会夹带极少量的噻吩硫。
(2)65℃-105℃之间的中汽油馏分中硫化物主要以噻吩硫、正丁硫醇、二乙基硫醚、异丁基硫醚、碳五硫醇、碳六硫醇形式存在,同时会夹带极少量2-甲基噻吩、3-甲基噻吩以及碳六硫醚、碳七硫醇、碳七硫醚、四氢噻吩等硫化物。
(3)大于105℃重汽油组分硫化物成分相当复杂,主要含2,5-二甲基噻吩、2,4-二甲基噻吩、3,4-二甲基噻吩、碳三噻吩及其硫醇硫醚、碳四及其硫醇硫醚、苯并噻吩等硫化物。
5 催化裂化汽油高质量处理可行性分析
5.1 馏程分析
对催化裂化汽油进行馏程试验,65℃催化轻汽油馏出量只有15%,90℃催化裂化汽油馏出量达到38.5%,102℃时催化裂化汽油馏出量达到50%,102-205℃重汽油占有量在50%。
5.2 硫分布数据分析
从表3催化裂化汽油的硫分布数据可以看出:
(1)小于65℃轻汽油硫含量31 mg/L,占催化裂化汽油总硫含量1.93%。
(2)65℃-90℃中汽油硫含量203 mg/L,占催化裂化汽油总硫含量12.61%。
(3)65℃-102℃中汽油硫含量大约在360 mg/L,占催化裂化汽油总硫含量22.36%。
(4)102℃-205℃重汽油硫含量大约在1219 mg/L,占催化裂化汽油总硫75.71%。
5.3 烯烃组成分析
根据试验数据,催化裂化汽油中60%以上烯烃集中在催化轻汽油和中汽油中。如果将轻汽油和中汽油馏分均切除,将大大降低重汽油加氢的难度。一是重汽油中烯烃含量降低,反应器的温升将会降低,反应器入口温度控制的难度大大降低;二是中汽油切除后,重汽油量明显降低,空速降低,重汽油加氢反应器脱硫效果明显变好;三是汽油辛烷值损失的问题可以得到有效的控制。
5.4 可行性分析
采用加氢与抽提组合技术可以较好地解决汽油脱硫和产品辛烷值损失之间的矛盾,在保证汽油辛烷值的前提下,降低汽油硫含量,达到国Ⅴ标准。
6 汽油加氢装置可采取的加工工艺和运行对策
通过对银川宝塔精细化工有限公司汽油加氢装置加工俄罗斯原油生产的催化裂化汽油的现状分析,需要对装置的工艺流程和操作参数进行优化:
(1)严格控制切割塔轻汽油的切出干点小于65℃,不让噻吩硫进入到轻组分中,在条件允许的情况下,增加轻汽油脱RSH单元,确保轻汽油硫含量小于10 mg/L。
(2)增加中汽油抽提单元:将65-90℃之间的中汽油通过溶剂抽提来脱除噻吩硫,可在几乎没有辛烷值损失的情况下,实现中汽油的脱硫。
(3)精心操作预加氢反应器,控制反应器入口温度在230-235℃之间,反应器温升不大于15℃,尽最大可能在脱除活性硫的同时减少烯烃饱和。
(4)由于催化裂化汽油中沸点区间在90-110℃中二乙基硫醚、正丁硫醇、异丁基硫醚、碳五硫醇、碳六硫醇含量特别高,在150 mg/L以上,且二乙基硫醚的沸点在92-93℃,正丁硫醇的沸点在98.4℃,只有在预加氢反应器操作效果很好的情况下,中汽油切割干点温度才能提高到98℃,否则,中汽油抽提的抽余油将出现不合格的现象。
(5)加工高硫催化裂化汽油时,尽量降低循环氢的H2S浓度,尽量控制进入稳定汽油中碳四烯烃含量,抑制可能发生的H2S与异丁烯、异戊烯重新生成异构化程度高的硫醇副反应。
猜你喜欢
净水技术(2022年4期)2022-04-12
石油学报(石油加工)(2021年1期)2021-01-27
软件(2020年3期)2020-04-20
石油炼制与化工(2020年9期)2020-01-05
商品与质量(2019年44期)2019-11-28
石油石化绿色低碳(2019年6期)2019-01-14
汽车文摘(2016年8期)2016-12-07
百科知识(2016年18期)2016-10-28
中国塑料(2016年8期)2016-06-27
中学科技(2015年8期)2015-08-08