半自动压销机控制系统设计
2020-12-19 02:03布升强王子洋杨家富
林业机械与木工设备 2020年12期
梅 淼, 布升强, 王子洋, 杨家富
(南京林业大学机械电子工程学院,江苏 南京 210037)
汽车万向传动轴的钻孔和压销通常由钻床和压销装置实现,压力大小和位移不可控,装配质量得不到保证,存在效率低、精度不够、工作强度大等问题。
本研究设计了一种基于PLC和触摸屏的万向传动轴半自动压销机控制系统,先对万向传动轴进行钻孔,再将万向传动销精确压入万向传动轴中完成冲铆作业,有效地提高了压销作业的质量[1-2]。
1 控制系统的机械结构
1.1 机械结构设计
半自动压销机机械结构如图1所示,主要由下压机构、销头固定机构、钻孔压销机构、自动送料机构、主体机架及PLC系统等组成。主体机架作为整体支撑;钻孔压销机构包括导向机构、动力头机构和压销机构;压销机构与动力头机构固定在钻孔压销机构左侧的导向机构上,钻孔压销机构两侧的动力头机构对齐安装;钻孔压销机构中的压销机构位于销头固定机构的左侧,与左侧的动力头机构一起固定在导向机构上。自动送料机构包括振动盘和支架,振动盘料斗下有脉冲电磁铁,可以使料斗作垂直方向振动,由倾斜的弹簧片带动料斗绕其垂直轴做扭摆振动,内置电磁振动控制器控制振动马达的频率从而调节工件的移动效率[3]。
1.2 逻辑过程设计
在PLC系统中存储多种指令,包括定位油缸的伸出和复位、压紧油缸的压缩和伸出、夹抱气缸的松开和夹紧、动力头的进给与后退,以及液压系统减压阀、油泵电机和振动盘的控制指令等,使压销作业自动运行,压销系统的控制逻辑框图如图2所示。

图1 半自动压销机机械结构1.下压机构;2.销头固定机构;3.钻孔压销机构;4.自动送料机构;5.主体机架;6.动力头机构

图2 压销系统控制逻辑框图
2 控制系统设计
本设计提出的压销机控制系统由气压系统、液压系统、光电开关、PLC和电气控制柜等组成。气压系统为压销机夹持单元提供足够的压力和支撑力;光电开关、磁性开关、接近开关用于限位和检测气缸、油缸和压装位置,确保装配动作的准确性,并且将信号反馈给PLC;电气控制柜采用PLC+继电器的控制方式,可以对液压系统及气压系统实现准确的控制[4]。控制系统结构框图如图3所示。
2.1 液压与气动回路设计
根据系统设计方案及系统运行的初始状况要求,涉及到的气缸和油缸动作包括工进和工退,且都是单动缸,以单边电磁阀控制动作,每个气缸和油缸的电气控制与动作原理相同,气动原理如图4所示。假设气缸A,从图4(a)气动时序图可以看出,按钮PB1和按钮PB2只有ON和OFF两种状态,气缸A的动作情况由PB1和PB2的状态决定。当按钮开关PB1 ON,则气缸前进A+。此时放开PB1(PB1 OFF)气缸仍保持在前位状态(自保)。
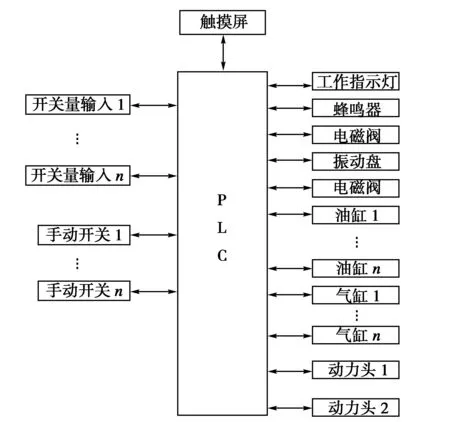
图3 控制系统结构框图
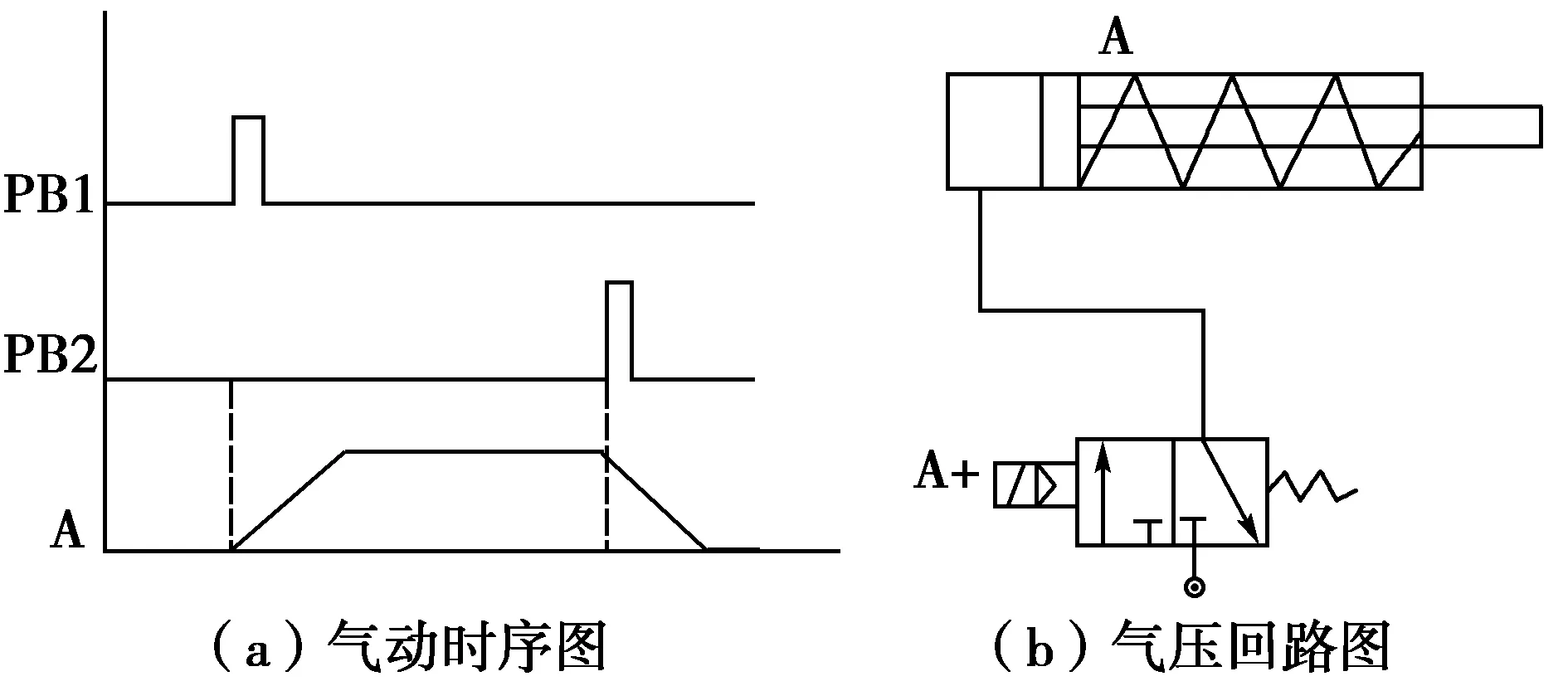
图4 气动原理图
PLC作为压销机运行状况的总控制器,控制电磁阀的开关,再由电磁阀控制气缸、油缸的工进和工退,气缸A的气动控制电路接线如图5所示。本压销机控制系统涉及的所有油缸与气缸的控制电路与图5一致,且分布在不冲突的PLC输入输出口。

图5 气压与液压控制电路
2.2 电气控制系统设计
根据系统要求,在已知控制功能和执行部件的特性后,将PLC节点按各自性能分区集中设置,方便后期的维护和编程。由于本系统控制量超过20个开关量,故选用有40入/40出继电器的三菱FX2N-80MR型PLC,该系列PLC具有良好的抗干扰能力与电磁兼容特点完全能胜任相对恶劣的车间环境[5]。该半自动压销机电气控制系统电气原理如图6所示。
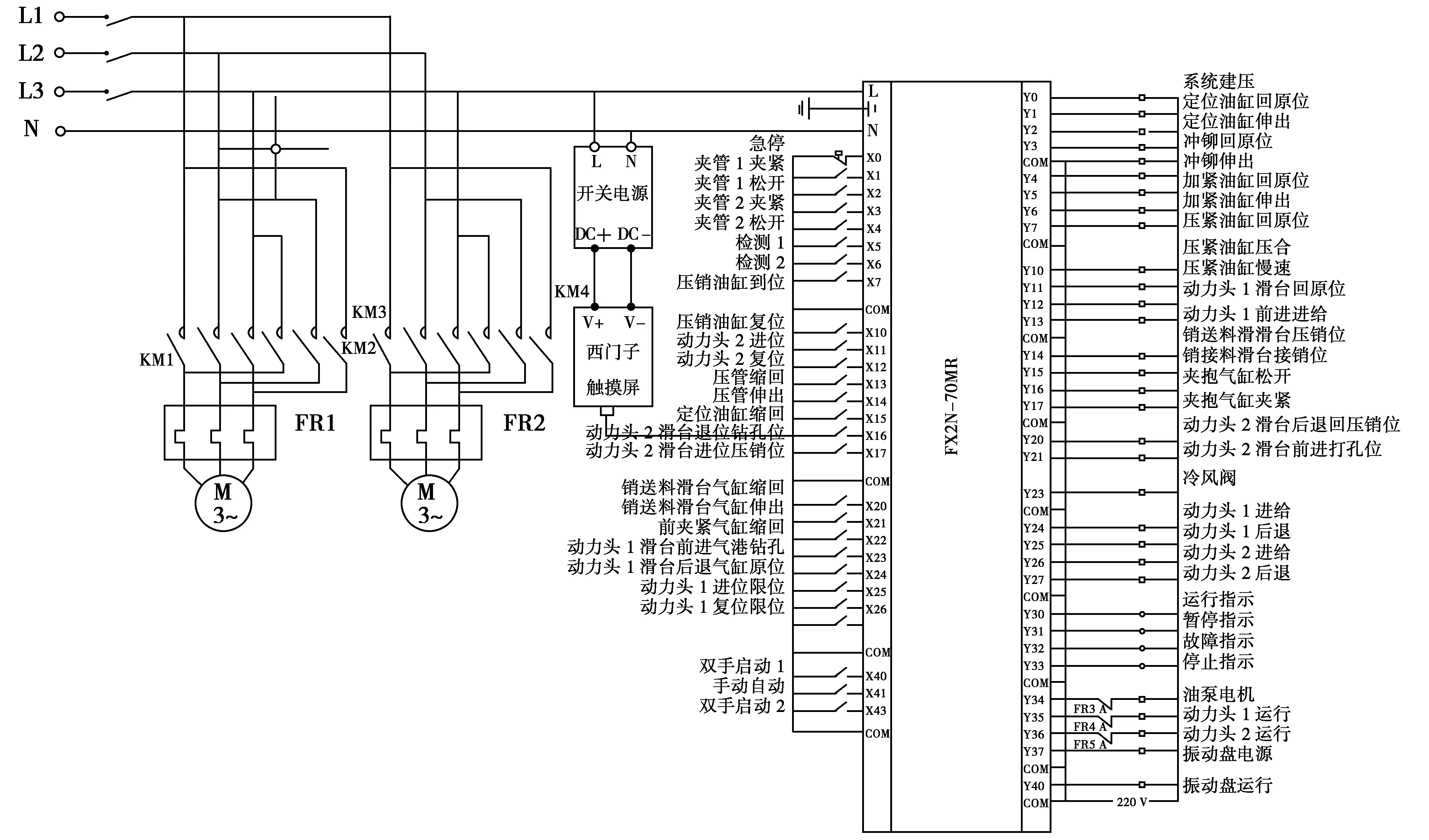
图6 半自动压销机电气控制系统电气原理
2.3 PLC的I/O分配
PLC输入/输出地址分配见表1。PLC的输出端Y034控制中间继电器线圈,控制液压电机M0的启动和停止,输出端Y1~Y17、Y20、Y21,Y24~Y27、Y35、Y36、Y40分别控制机床各运动的中间继电器线圈,Y1~Y10、Y11~Y17,Y20、Y21、Y24~Y27分别控制液压油缸的电磁换向阀信号,Y0控制系统电磁溢流阀的信号,Y23是油压传动阀控制信号,Y37是电磁振动控制器的信号,Y30~Y33控制各类信号灯状态。
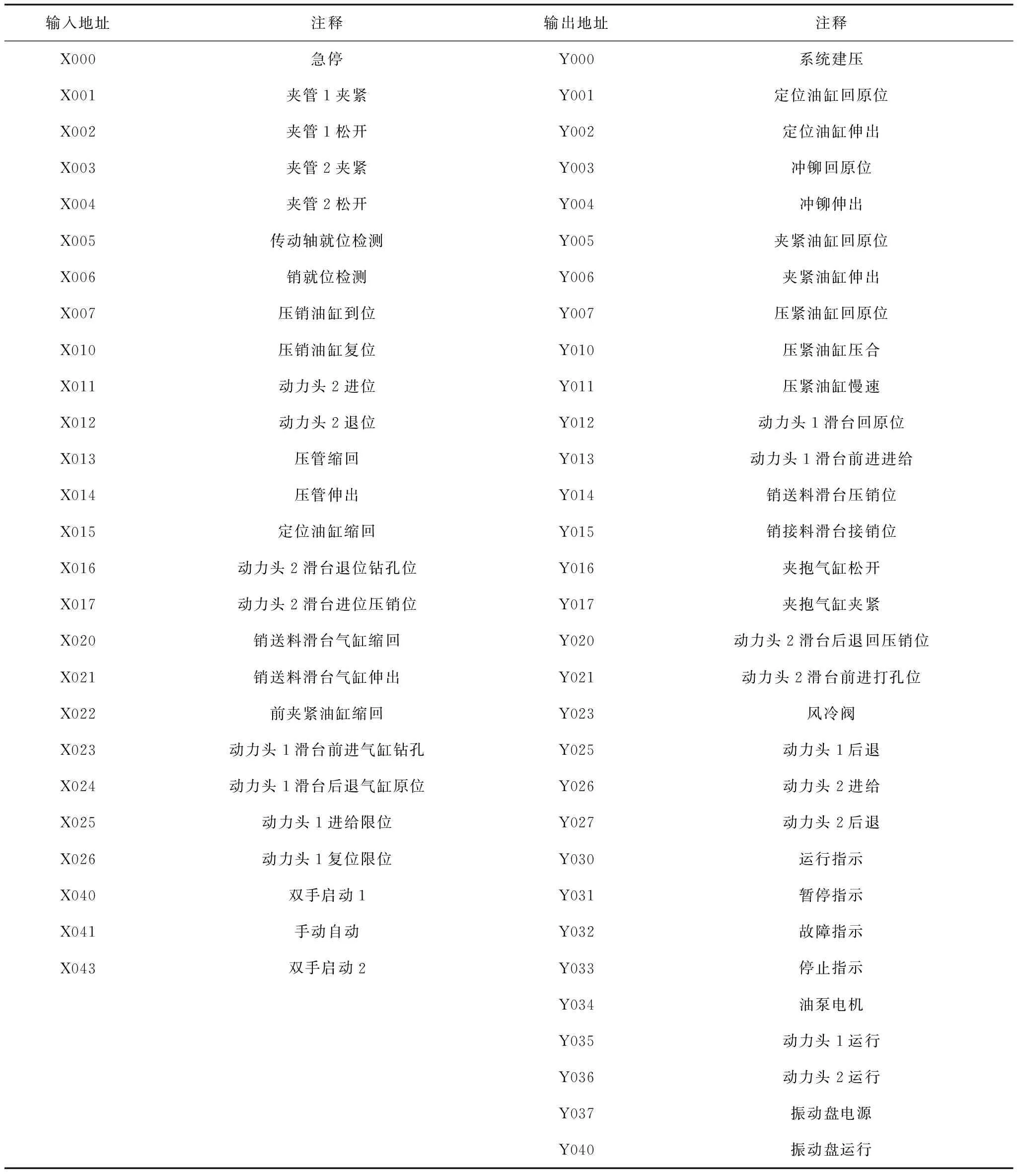
表1 I/O分配表
3 软件设计
系统软件由PLC梯形图程序和触摸屏程序组成。PLC梯形图程序是系统检测和控制的核心,触摸屏程序主要用来设置压销机的动作过程和实时显示状态信息。通过压销机的功能需求分析可知,检测系统面向多个对象,其操作功能也存在多样性,软件系统主要分为检测系统、控制系统和触摸屏触控系统三大部分。软件功能模块如图7所示。
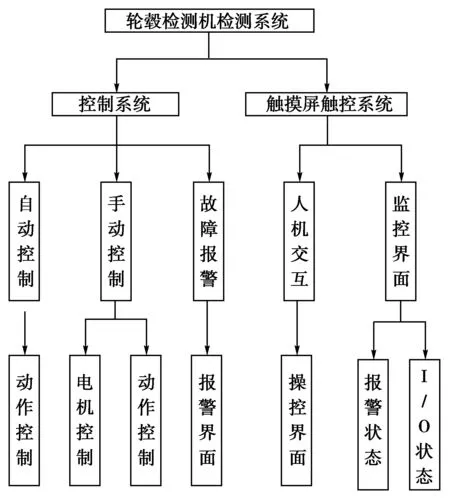
图7 软件功能模块
3.1 主程序设计
已知系统硬件结构,针对压销机控制系统的软件程序主要包括主程序、中断程序以及各类子程序。其中,主程序主要用于控制压销机系统的压销动作流程,可调用各类功能模块子程序;子程序包括初始化程序、监控报警程序和触摸屏设置程序等[6]。
压销机控制器的核心PLC周而复始地扫描并执行每条程序,并调用各种子程序,从而完成整套控制流程。PLC利用GXWorks2编程软件,设计了手动和自动两种工作模式。手动工作模式下,通过触摸屏进行各机构的点动操作,单独控制气缸和油缸的动作,包括动力头前进后退、动力头滑台前进后退、销送料滑台前进后退和冲铆伸出和缩回动作,通过编程将按钮按下后的信号转化成输出信号驱动相关机构动作;在自动工作模式下,整个系统运行过程是按照预设程序顺序动作,只有当前一个动作完成后才能进行下一动作,每完成一整套动作后,所有的机械动作进行复位,并进行下一工件的加工[7-8]。主程序设计流程图如图8所示。
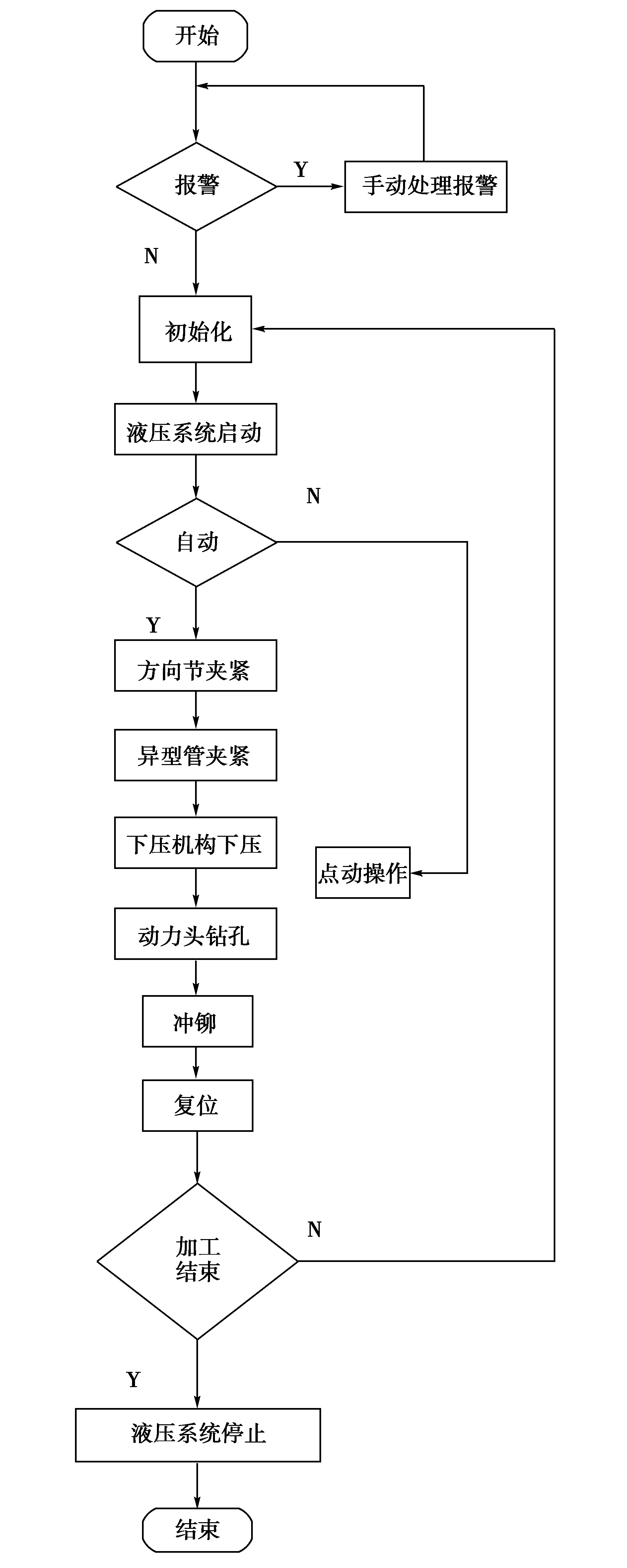
图8 主程序设计流程图
3.2 触摸屏程序设计
触摸屏程序设计利用了EasyBuilder PRO组态软件,与编程软件GX Works2集成,统一相同的通信协议、数据库和使用的组态软件。触摸屏界面包括主控界面、手动操作界面;监控界面包括手动操作、I/O状态和报警状态[9]。选定任意子界面,可方便快捷地了解设备状态和生产状态、设置设备动作参数,实时监控设备运行情况。使用触摸屏的方式,简化了操作流程,容易学习,呈现出友好的人机关系[10]。该半自动压销机控制系统手动操作界面如图9所示。

图9 半自动压销机控制系统手动操作界面
4 结束语
设计的半自动万向传动轴压销机控制系统,经反复调试最终达到设计要求,实现了对万向传动轴压管、打孔和冲铆的自动化操作。利用三菱PLC、西门子触摸屏、气动控制、液压控制和电气控制技术等性能优良的新技术,自主研制开发出一套集显示、操作、报警、调试、数据传输等为一体的多功能半自动压销机控制系统,简化了繁琐的人工操作,增强了系统运行的安全性和可靠性,提高了作业中的自动化水平。
猜你喜欢
山东冶金(2022年1期)2022-04-19
装备制造技术(2020年2期)2020-12-14
金属加工(热加工)(2020年12期)2020-02-06
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年8期)2019-09-03
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
中国科技产业(2016年2期)2016-02-09
凿岩机械气动工具(2015年1期)2015-11-11
自动化与仪表(2014年10期)2014-02-26