
大尺寸变径预制棒拉丝密封工艺研究
2020-12-23 02:00张子豪
机电信息 2020年32期
江 锋 张子豪
(江苏法尔胜光子有限公司,江苏无锡214434)
0 引言
随着光通信行业的不断发展以及5G时代的到来,通信光纤需求量逐渐释放,国内各个厂商在不断提高光棒制造工艺和拉丝水平的同时也在压降生产成本。光纤预制棒尺寸逐渐由最初的φ80 mm、φ120 mm、φ150 mm发展到φ180 mm、φ200 mm,甚至更粗;拉丝速度也随着机械稳定性、涂覆工艺的改进,逐步从最初的500 m/min上升到2 500~3 300 m/min。光纤拉丝工艺中,拉丝炉与光棒之间的密封设计与工艺技术对光纤的强度、裸光纤丝径波动、石墨件的使用寿命等有较大影响,直接关系到光纤生产成本[1]。
就目前而言,国内用于制造通信光纤的光棒生产工艺主要有套管法和全合成法。套管工艺便于制造大尺寸棒,而且棒体直径均匀,对于拉丝炉的密封工艺要求较低。但该方法需要外购套管,直接抬高了光棒的生产成本,所以更多的厂家选择全合成法。全合成法由于工艺限制沉积不均匀以及烧结时受到重力影响,难免会生产出直径尺寸波动较大的光棒,棒体与把手衔接处也会形成倒锥形的疏松体,这就对拉丝炉的密封工艺提出了更高的要求[2]。
1 变径光棒的外形特点
套管法(PCVD+RIC),即用等离子体化学气相沉积法制造芯棒,再与成型的外包套管组合,经过熔缩后用于拉丝,此种预制棒棒径均匀,对拉丝炉的密封工艺要求较低,用普通的石英棉或石墨毡即可实现密封,拉丝稳定性也较高。
全合成法(VAD+OVD),即用轴向化学气相沉积法制造芯棒,外部化学气相沉积法制造外包的生产工艺。在生产中由于沉积速度均匀性的影响,个别预制棒的棒径会产生“波浪”形的起伏,称之为“波纹棒”。同时,在烧结过程中会受到重力作用,导致光棒下粗上细,称之为“倒锥棒”。通常单根φ180 mm棒的棒径波动尺寸或逐渐变细的尺寸,可达到φ25~30 mm。烧结后棒体与把手的衔接处会形成圆锥形的未烧透疏松体结构,棒径从φ150~180 mm快速过渡到把手的φ50 mm。由于切除细把手再熔接粗把手需要产生额外费用,迫于成本压力,光纤生产厂商更倾向于不换把手直接拉丝。
2 常规拉丝炉密封的不足之处
光纤拉丝时,高温拉丝炉是靠石墨件发热提供预制棒熔化的热能,石墨件主要成分为C,在高温时可以与氧气发生氧化反应,导致石墨件氧化烧损所以拉丝生产时高温炉内会通入稀有气体,用以保护石墨件,维持拉丝稳定性。常规使用的密封材料石英棉和石墨毡具有松软的特性,对于棒径波动在10 mm以内的预制棒可以达到良好的密封性。但对于上述棒径波动在25~30 mm的棒型,其不足之处就会显现出来。棒径较粗位置对石英棉或石墨毡的挤压导致其在棒径变细后无法充分回弹,从而导致炉口漏气。空气中的氧气从上炉口进入高温拉丝炉内,与石墨件发生氧化反应,严重减损石墨件使用寿命,石墨件表面变得疏松容易掉粉,这些粉尘破坏了炉内环境,导致光纤强度变差,引起拉丝断纤或筛选强度差。炉口漏气也会破坏拉丝炉内工艺气流的层流状态,引起裸光纤丝径波动变大。
拉丝炉漏气示意图如图1所示。
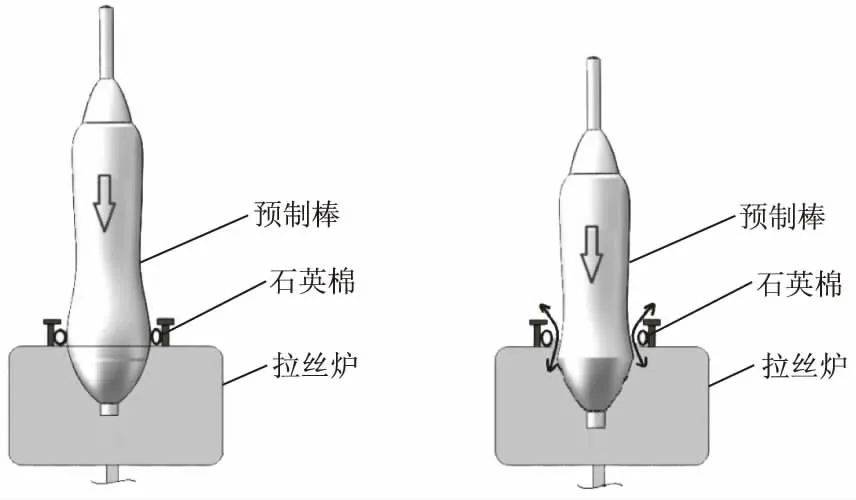
图1 拉丝炉漏气示意图
3 优化的密封装置和光纤准直自控调整装置
为解决上述问题,本文特研发了一整套密封装备。首先,预制棒使用万向节悬挂,预制棒悬挂后在一定的角度内可以自由摆动,由于重力作用,预制棒能够粗略实现自动垂直。预制棒与尾柄的过渡区使用双节分体式玻璃套筒过渡,这种设计的优势在于实现拉丝尾部变径区域的过渡,维持良好的密封性。
尾柄过渡密封示意图如图2所示。

图2 尾柄过渡密封
其次,为解决预制棒棒体变径大的问题,本文设计了一款可回弹的气封装置,拉丝炉密封示意图如图3所示。该装置由上下两层柔性石墨材料构成,下层结构有弹簧收紧滑块推动柔性石墨材料与预支棒体贴近,调整弹簧张力使预制棒能够平顺送入拉丝炉内。每层柔性石墨材料由多片内环口处沿圆周方向设有若干等分的切缝的圆环组成,切缝位置交错放置。其双层可回弹密封结构可以始终保持炉口密封状态良好。
此外,在密封装置的外侧还配备了推棒对中装置,可根据裸光纤丝径仪测定的光纤准直位置形成反馈,驱动相应的电机动作,推动气封装置在炉口上部滑动,气封装置可以带动预制棒下端小幅摆动,实现裸光纤的自动对中功能。
4 密封工艺优化前后的数据对比
为了研究和对比密封工艺优化前后的拉丝稳定性,现令均匀直径的预制棒使用石英棉或石墨毡的传统密封工艺对应的数据用字母A表示,大尺寸变径预支棒使用石英棉或石墨毡的传统密封工艺对应的数据用字母B表示,大尺寸变径预支棒使用优化后的密封工艺对应的数据用字母C表示,对比3种不同的拉丝工艺的各项数据指标。
4.1 裸纤波动情况比较
3种不同拉丝工艺的裸纤波动情况比较如图4所示。
从图4可以看出,C工艺裸纤波动情况能达到良好的水平,在(125±0.5)μm以内。而B工艺由于拉丝中棒径波动引起拉丝炉口串气,导致裸纤波动较大,波动范围可超过(125±1)μm,对于保证裸光纤直径的均匀性不利。
4.2 拉丝稳断情况比较
拉丝稳断情况比较如图5所示。
A工艺的拉丝断纤率在2.17次/万km;B工艺的断纤率在5.33次/万km;而优化后的密封C工艺的拉丝断纤率在0.67次/万km,显著低于前两者。这是由于优化后的密封材料不会像传统的石英棉和石墨毡一样在拉丝过程中产生碎屑或杂质粘在棒表面,引起拉丝稳断,同时优化后的密封工艺由于可以实现裸光纤的自动对中,也大大降低了拉丝稳断的概率。对于B工艺,由于棒径波动导致的漏气问题,气流不稳和石墨件氧化掉粉引起的拉丝稳断较多。
4.3 拉丝炉石墨件寿命比较
拉丝炉石墨件寿命比较如图6所示。
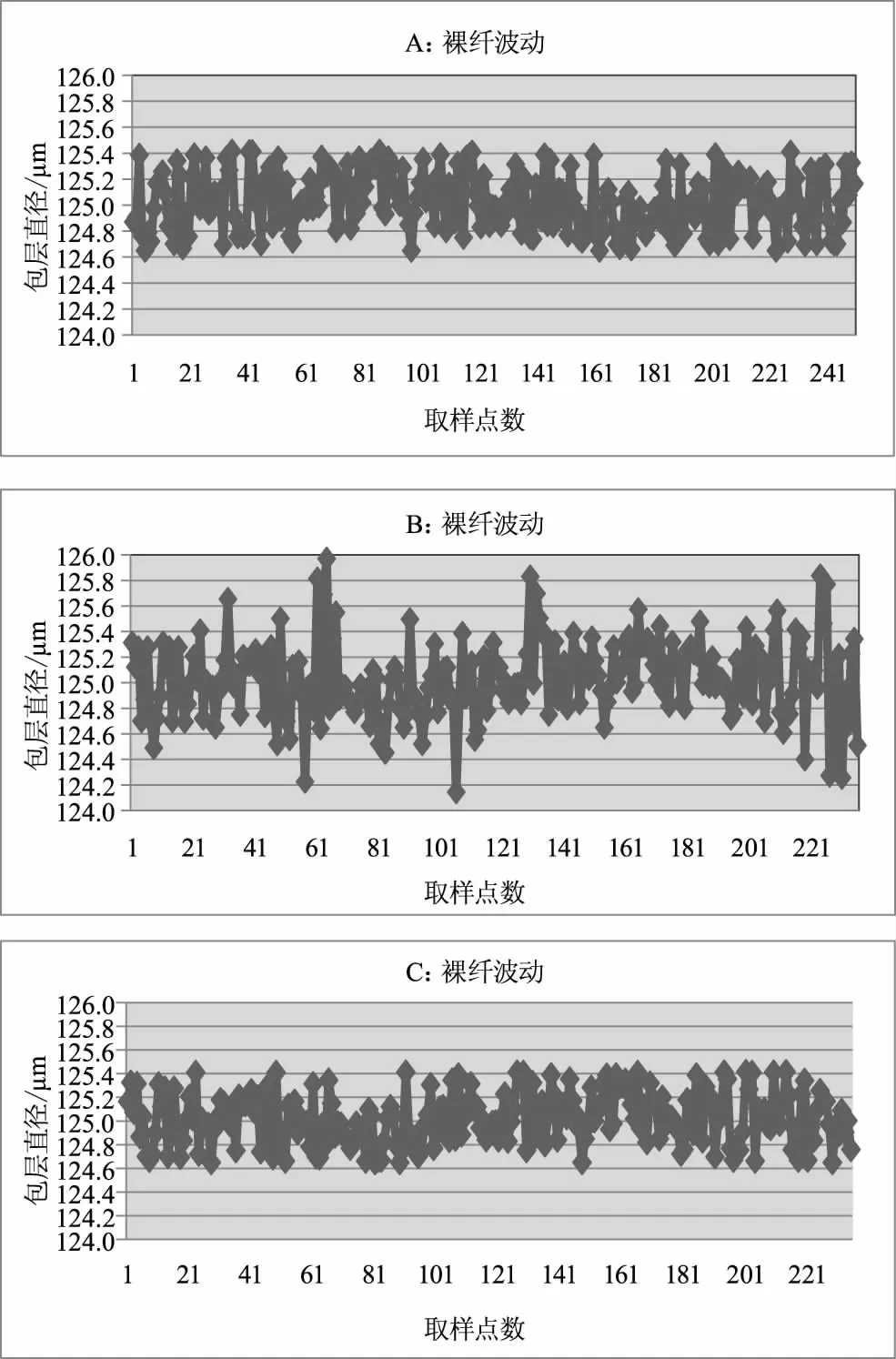
图4 裸纤波动情况比较

图5 拉丝稳断情况比较

图6 拉丝炉石墨件寿命比较
优化后的拉丝密封工艺,其双层弹性密封结构可以在棒径变粗时向外弹开扩大内径,棒径变细后自动回弹收紧,使预制棒在拉丝过程中始终保持良好的密封性,从而隔断了外部空气进入拉丝炉,防止气流紊乱引起裸纤波动,实现较低的拉丝和筛选断纤率。同时,优化后的拉丝密封工艺隔绝了氧气的进入,杜绝了非正常的石墨件氧化,有效延长石墨件使用寿命,大大降低了生产成本。
5 结语
随着光通信市场竞争的日益激烈,越来越多的国内厂商进行产业链延伸,总体布局棒纤缆一体化生产。同时,厂商的光纤生产成本压力越来越大,采用全合成法制备的直径变化较大的预制棒必须找到更好的技术方案来拉丝。本文研究的大尺寸变径预制棒拉丝密封和自控技术恰好为此难题提供了很好的解决方案,大大降低了企业生产成本,提高了企业市场竞争力。
猜你喜欢
人民黄河(2022年10期)2022-10-19
金属世界(2022年3期)2022-05-30
汽车实用技术(2021年12期)2021-07-03
装备制造技术(2020年1期)2020-12-25
光学仪器(2020年5期)2020-12-08
今日农业(2019年12期)2019-08-13
中国外汇(2019年23期)2019-05-25
文学少年(原创儿童文学)(2019年1期)2019-05-23
中国化肥信息(2019年3期)2019-04-25
小学生作文辅导(2018年26期)2018-11-28
