移印机中PLC控制系统设计
2020-12-23 04:53陈家淼张岚
西部论丛 2020年15期
关键词:控制系统
陈家淼 张岚

摘 要:移印机作为一种现今使用较广泛的小型印刷设备,主要是利用显影法将目标图案晒蚀在被研磨过的钢板上,之后在上面磨涂油墨,将其表层的油墨清除后使用软性胶头将图案转移至物件上,具有较高的应用价值。基于此,文章分析移印机的结构与工作原理,设计了移印机PLC控制系统,实验表明,该移印机具有自动化程度高、工作效率高等优点。
关键词:移印机;PLC;控制系统
引 言
电子技术的快速发展,促进了PLC技术的应用,PLC技术被广泛应用于工业生产、智能机械生产等领域,PLC技术已经由传统的的开关量的逻辑控制发展至现今的数据处理、通讯互联等,可以说PLC技术是当下自动化制造业的三大支柱之一。相比传统的继电器控制系统,PLC技术具有实用范围广、灵敏度高、功能强、抗干扰性强、编程简单等优点,能够在复杂电路控制中发挥巨大作用,且能够有效地弥补单片机控制系统开发周期长的问题。移印机是现今使用作为广泛的一种小型印刷设备,大多数仍然在使用继电器进行控制,存在着诸如移印速度慢、图案模糊、电路系统故障率高等缺点,因此设计移印机PLC控制系统具有重要的实用意义,对提升移印机的工作效用具有直接作用。
1.移印机的结构和工作原理
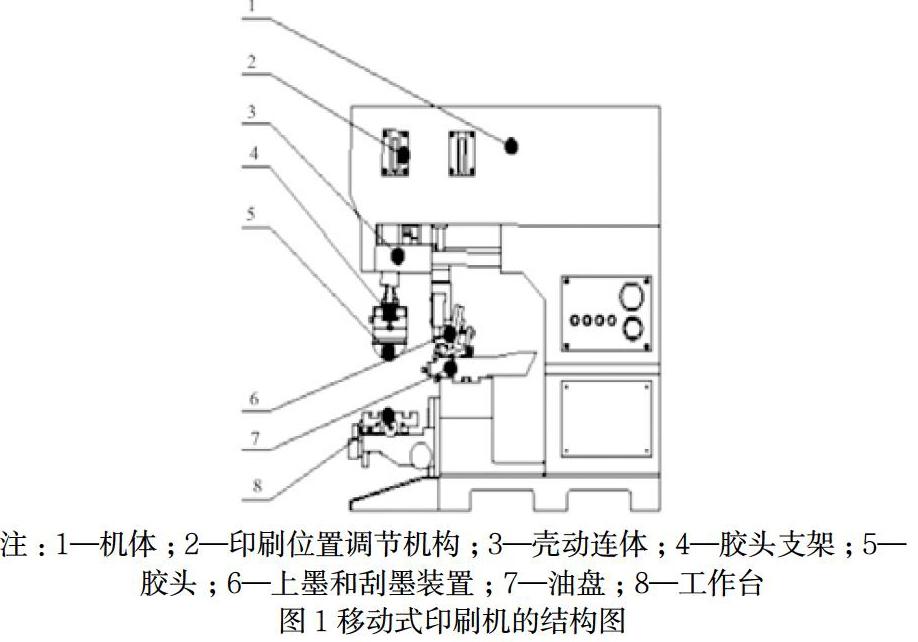
移印机主要包含机体、壳动连体、上墨和刮墨机构、油墨、图案钢板、气动控制等。移印机的工作原理是首先利用显影法将目标图案晒蚀在被研磨过的钢板上,之后在上面磨涂油墨,将其表层的油墨清除后使用软性胶头将图案转移至物件上,,主机壳移动至印刷位置时,油墨会再次注满油墨。如图1所示为移印机的结构示意图。就目前而言,我国常用的移印机的原理是基本一致的,不同的是不同种类型移印机的上墨与刮墨结构存在不同的侧重点,且移印机的控制方式存在差异。
2.移印机中PLC控制系统设计
2.1自动传送装置的结构组成
移印机的自动传输装置主要由印刷机构与传送机构构成,其中印刷机构的主要部分是壳体、上墨部件以及胶头装置等。自动传输机构主要包括上料机构、限料部件以及升降部件与翻转部件。上料机构的主要组成部分是料斗与响应的链接轨道以及控制机构内部所设置的电磁铁与弹簧片。升降换位部件主要包括顶板、升降气缸以及旋转气缸等原件。步进传输部件主要有水平行进滑轨与限位器、定位气缸以及气动控制原件。翻转部件包括翻转轨、限位钉等。
2.2气动系统设计
移印机气动系统设计主要包括两点内容:1)为适应移印机的自动化办公需求,需要优化原移印机气动控制回路系统;2)设计移印机的自动传输气动控制回路。如图2所示为全电脑触摸程控移印机宣传图。移印机的胶印头是由垂直气缸I做驱动,气缸则是由两个独立的电磁阀控制。为了有效地避免出现移印机停机断气所造成的胶印头下落,通常会在控制垂直气缸回路中设置一个气控二位二通阀,在整个系统通气完成后阀门处于开启状态,此时系统的整个回路保持畅通,当断气时阀门关闭,此时气缸排气回路中存在压缩空气,能够有效地避免停气发生的胶头下滑问题。总而言之,经优化设计后的移印机气动系统能够更加高效地清洁胶印头,同时还能够有效地预防胶头损坏,提升移印机的运行安全与稳定性。
2.3电气控制与实现
(1)工作过程
在移印机的自动传输装置运行过程中,系统中的多个气缸会同时工作,此外,移印机中的沾墨、印刷以及清洁原件在运行时需要按照既定的动作顺序工作,并且保持各运动原件间的协调性,所以说利用PLC控制系统是对移印机气动控制系统进行控制最为有效、简便的方法。移印机的工作流程主要包括以下步骤:1)上料过程。移印机在上料过程中,利用系统中的自动上料机构,通过电磁铁与弹簧片的联合工作,使得料斗装置出现运动,此时,在电磁铁以及弹簧片的双重作用下,物料件会随着料斗的螺旋轨道不断攀升,在完成选向、筛选工序后,料斗会沿着系统内轨道按照自动排序形式进入到进料导轨。2)限料过程。料斗运输至导轨后,在限位块的作用下,料斗按照顺序排列在导轨上,此时,限位块上的传感器会对待测工件的高度进行测定,并按照测定的结果组织下一工件的前进。在工件离开阻料位后,传感器会对料斗进行信号检测,并根据检测得出的信号判定出料斗内是否含有工料,阻料锥头在阻料气缸的作用下发生回缩,但受到物体作用,料斗被阻碍前行,且限位块放行的下一个工件会保持在升降换位位置上。3)升降换位动作。在控制系统运行时,如果传感器在进行工件检测时,判定出需要进行升降的换位,则限位气缸会根据需求带动限位块移动,当升降气缸上升时,旋转轴头会进入工件底面的凹槽。当气缸继续上升时,工件会受到旋转压轴的作用而被限位,此时旋转气缸在带动工件的作用下发生180度的换位,换位完成后则升降气缸下移,直至工件被限制在原导轨位置处,当升降气缸下降至行程终点后,旋转轴头会脱离工件底部凹槽,完成换位,将工件定位后传输至下一工位。4)步进传送过程。步进输送机的定位推板与定位缸的活塞板和定位缸的缸体一体地连接,该止动件可以通过滑块在水平行进轨道上往复运动,工作时,水平气缸首先缩回,定位气缸驱动定位推板伸出以将工件定位在导轨上,水平气缸伸出驱动定位推板和被定位的工件在导轨上向前移动,到达位置后,定位缸缩回,定位推板推出工件的定位,水平缸缩回,并且工件保持在导轨上。继续上述操作,定位推板的第一个卡口卡入新的工件中,第二个卡口卡入残留在其原始位置的工件中,水平气缸伸出并将工件在导轨上传送到工件上。通过重复此过程,将工件连续地转移到导轨上,直到将其反转,然后将其从自动传送机的导轨中送出并掉入卸料槽。 5)翻转动作。工件的打印表面倾斜,打印时,必须在打印之前将工件翻转一定角度,在打印位置的导轨是翻转导轨。不工作时,翻转导轨的高度与自动传送机的导轨相同,翻转导轨的底部有一个固定的支点,并通过关节轴承与翻转控制缸的活塞杆连接了一个可动支点,控制缸的缸体固定在机座上,工件通过定位推板转移到打印位置的翻转导轨上。定位推板退出定位后,翻转控制缸伸出,工件在翻转导轨中翻转一定角度,然后由移印机机进行打印。在完成打印之后,旋转控制滚筒缩回,并且工件被旋转回到旋转导轨中的原始位置。再次定位步进输送机的定位推板,然后将其发送到下一个工位。限位钉用于限制翻盖导轨的摆动位置,并可以起到调节翻盖角度的作用。
(2)工作程序
自动变速箱设备的PLC可编程控制器具有手动和自动工作模式,在手动调节期间,PLC可编程控制器接收控制板上的开关按钮信号,并根据程序控制输出,通过电磁阀控制相应的气动系统,最终实现对自动变速箱系统的控制;在自动模式下,传感器输入信号,PLC可编程序控制器执行自动程序,并根据该程序执行自动打印操作。如图3 所示为气动控制的各个机构动作程序。
3.结语
基于移印的自动变速装置的电控系统,是在移印机的基础上增加一个自动变速装置来工作,实现印刷自动化,提高产量与效率。另外,改进了原始设备的气动回路,无需更换原始气动元件就可以清洗移印机的机械头,从而确保了产品的印刷质量,功能上,避免损坏胶头,确保印刷安全,且具有结构紧凑、自动化程度高,经济实用性强、成本低的特点。它对类似自动化设备的设计和改进具有参考价值。
参考文献
[1] 林钟兴,黄榕清,张宗铄.基于移印的自动传送装置电气控制系统设计[J].安庆师范大学学报(自然科学版),2019,25(02):85-90.
[2] 曾显杰.移印机中单片机控制系统设计[J].丝网印刷,2012(11):22-25.
[3] 陈仁栓.一种新型机构组件自动装配机的设计与分析[D].合肥:合肥工业大学,2015.
[4] 陈立定.电气控制与可编程控制器[M].广州:华南理工大学出版社,2006.
[5] 陈久松,包振强.基于PLC的工件自动分选装置设计[J].液压与气动,2010(3):6-8.
[6] 王麗芳.基于PROFIBUS-DP总线的柔性制造系统的设计与研究[D].西安:长安大学,2011.
作者简介:陈家淼、性别:男、民族:汉、出生年月:1978.3.20、籍贯:福建三明、职称:高级技师,研究方向:机械设计制造及其自动化
第二作者:姓名:张岚,性别:女,民族:汉,出生年月:1980.10.16,籍贯:浙江杭州,职称:机械设计工程师,研究方向:机械设计
猜你喜欢
考试周刊(2016年88期)2016-11-24
科教导刊·电子版(2016年26期)2016-11-21
数字技术与应用(2016年9期)2016-11-09
科技视界(2015年25期)2015-09-01