
超声相控阵检测技术在1000 MW机组二次再热塔式炉安装过程的应用
2021-01-09 07:09姜盼盼盖红德王继强李常山宋建春
中国特种设备安全 2020年8期
姜盼盼 盖红德 王继强 李常山 宋建春
(1.山东电力建设第三工程有限公司 青岛 266000)
(2.山东特种设备检验研究院有限公司 济南 250101)
(3.华电莱州发电有限公司 烟台 261441 )
华电莱州发电有限公司二期工程扩建2×1000MW机组工程锅炉为上海锅炉厂有限公司生产的超超临界参数、直流炉、单炉膛、二次中间再热、平衡通风、固态排渣、全钢悬吊结构、单切圆燃烧方式塔式炉,锅炉型号为:SG-2717/33.42-M7052,其主要设计参数为:主蒸汽压力 33.42MPa、温度605℃、过热蒸汽流量2717t/h、二次再热蒸汽压力 3.23MPa、温度623℃、再热蒸汽流量2069t/h。
塔式锅炉焊口数量多、焊接工艺复杂,并且二次再热塔式炉受热面部件多导致受热面空间狭小,管排密集,致使很多焊口难以进行射线检测,如一、二次低温再热器管与集箱短管焊缝等部位,其结构详如图1所示。如对这些难以进行射线检测部位进行常规超声波检测,但常规超声波检测又存在耦合不良,检出率不佳,对表面缺陷不敏感,需要一定的操作空间等问题,因此塔式炉安装时寻求射线和常规超声波以外的新检测技术显得十分迫切。
超声相控阵检测技术通过控制换能器阵列中各阵元电子激发时间改变探头性质,改变声波到达物体内某点时的相位关系,实现焦点和声束方向的变化,从而进行超声波的波束扫描、偏转和聚焦,使声束一次性覆盖整个检测面[1~3]。这种检测技术具有操作灵活,缺陷检出率高,检测结果实时成像,不受时间空间限制等优势[4,5],但目前超声相控阵检测技术在电站锅炉安装过程的应用还鲜有报道,因此有必要研究超声相控阵检测应用于锅炉受热面焊缝检测的可行性,以为超声相控阵检测在电站锅炉安装工程上的应用提供参考。
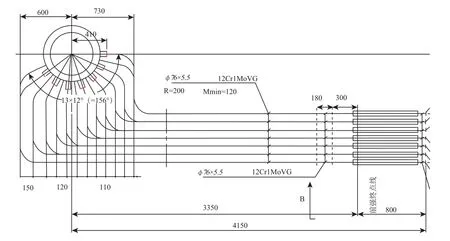
图1 一次再热低温再热器管与进口集箱结构图
1 相控阵模拟试验
在实际应用于塔式炉受热面焊缝检测前,为了验证超声相控阵检测设备对于锅炉小径管焊缝缺陷的检测灵敏度,笔者首先使用模拟缺陷试块进行了超声相控阵模拟试验。
超声波相控阵检测系统选用武汉某公司生产的HSPA20超声相控阵主机,由于检测对象为弧度大的受热面小径管,因此采用7.5L16-0.5×10-A16-P型探头,该探头为频率7.5MHz、16 晶片专用探头,配以 SA16-60S(39°)专用楔块,使楔块的曲率与管曲率相吻合,扫查器采用小径管专用编码器。
首先采用规格为φ60×5mm(材质为SA-213 T91)、φ76×4mm( 材 质 为 SA-213 T91)和φ60×6mm(材质为Q235)带焊缝的小径管制作了模拟表面缺陷对比试块,在其母材与焊缝熔合线处上下面分别做10mm×1.5mm,深1mm、1.5mm及2mm人工刻槽以及φ1mm、φ2mm,深为1mm、3mm、5mm的平底孔(具体结构如图2所示),以研究相控阵检测对表面缺陷检测能力。然后采用规格为φ60×5mm、φ76×4mm、54×10mm的SA-213 T91小径管制作了模拟埋藏缺陷对比试块,分别采用射线和相控阵做检测并对其检测数据做对比,以研究超声相控阵对埋藏缺陷的检测能力。

图2 小径管人工孔和槽型缺陷示意图
图3和图4中的超声相控阵检测图谱中显示超声相控阵检测可对试块表面的人工模拟缺陷定位、定量、评定提供精确的数据分析。从图5射线底片中可以看出,管子内壁存在长约13mm的未焊透,超声相控阵检测图像显示的缺陷位置与其相吻合,说明超声相控阵对于埋藏型缺陷检测灵敏度高。模拟试验显示超声相控阵检测无论对于表面外漏缺陷还是埋藏型缺陷检测灵敏度高,成像位置准确,检测结果直观、准确、易于判断,因而可尝试将超声相控阵用于塔式炉小径管焊缝检测。
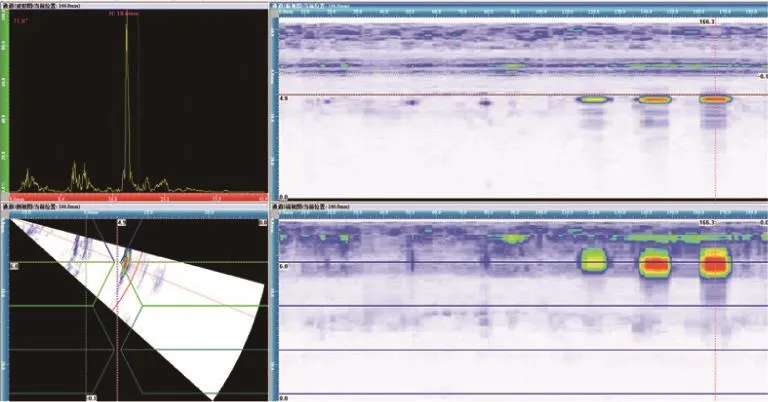
图3 φ60×6mm试块内壁槽孔模拟试块相控阵检测图谱
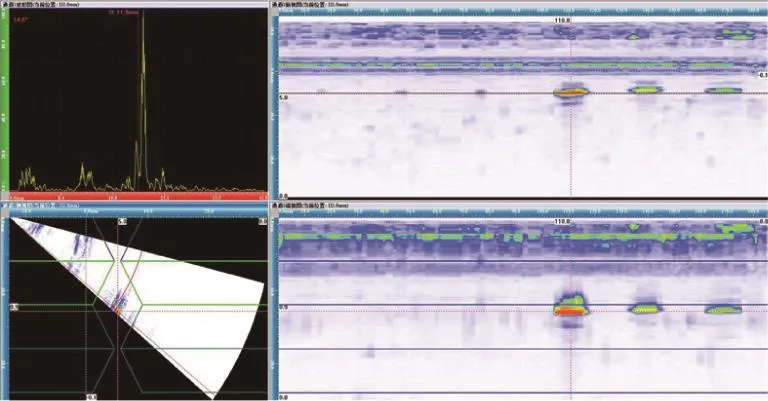
图4 φ60×6mm试块外壁槽孔模拟试块相控阵检测图谱
2 相控阵工作验证
莱州现场安装的塔式炉一次、二次低温再热器管与出口集箱短管对接焊缝的母材规格分别为φ60×5mm、φ76×4mm,材质为SA-213 T91,现场布置情况见图1和图6。从图中可以看出,因为空间狭小,管排密集,难以进行射线检测,并且正常只能观察到1/3圈焊缝,如使用常规超声波检测,因为管壁薄、空间受限,难以检测焊缝背面,漏检可能性较高,因而我们使用超声相控阵检测技术对一、二次低温再热器管与集箱短管现场安装焊缝进行检测,并用常规超声波对发现的埋藏缺陷进行辅助验证。
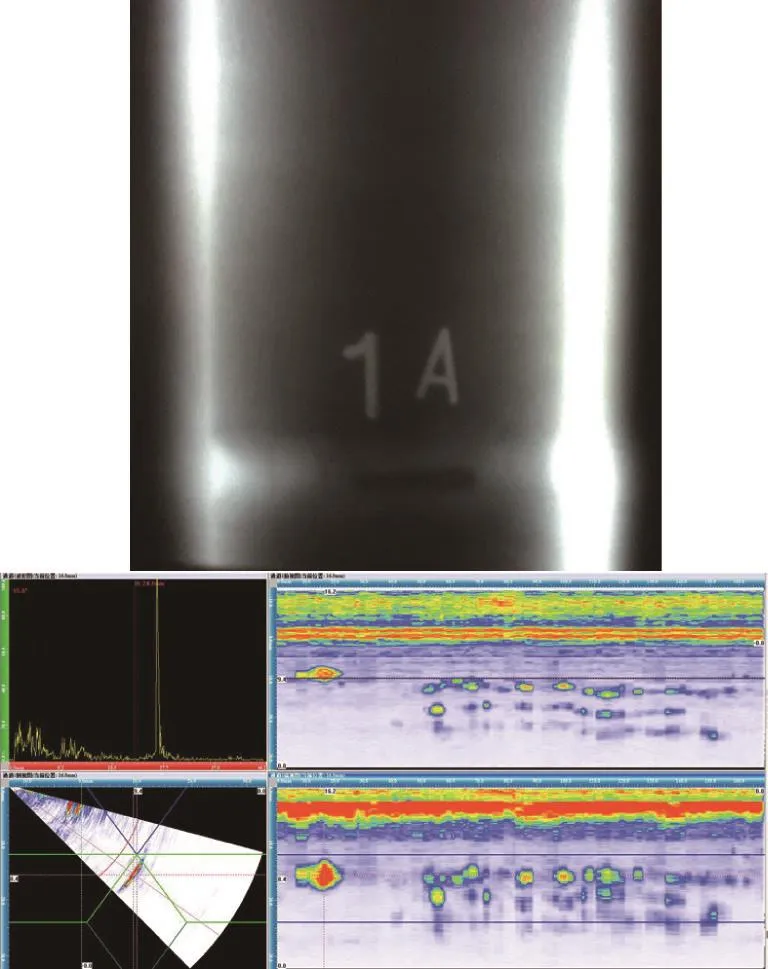
图5 φ54×10mm试块埋藏缺陷射线底片及及其相控阵检测缺陷图谱

图6 一次低温再热器焊缝现场图
从图7中可以看出,对于编号为YDZA-4-4-B一次低温再热器管焊缝,相控阵发现的缺陷经常规超声波检测验证,其结果相符合。对于难以目视检查焊缝表面情况的部位,笔者利用超声相控阵对表面缺陷的敏感性进行检测。如图8所示,超声相控阵显示编号为YDZA-55-5-BR1一次低温再热器管焊缝存在表面缺陷后,根据图谱上的定位发现缺陷位于管焊缝内侧外表面,目视不易观察,笔者使用镜子观察确认其表面存在返修后局部漏焊问题,这表明超声相控阵对于发现表面缺陷效果良好。
塔式炉小径管焊缝检测的应用效果显示超声相控阵检测可实现对焊缝的多角度、无盲区扫查,具有设备操作灵活,缺陷检出率高,检测结果实时成像,不受时间、空间限制等优势,适用于塔式炉安装过程中小径管焊缝检测。
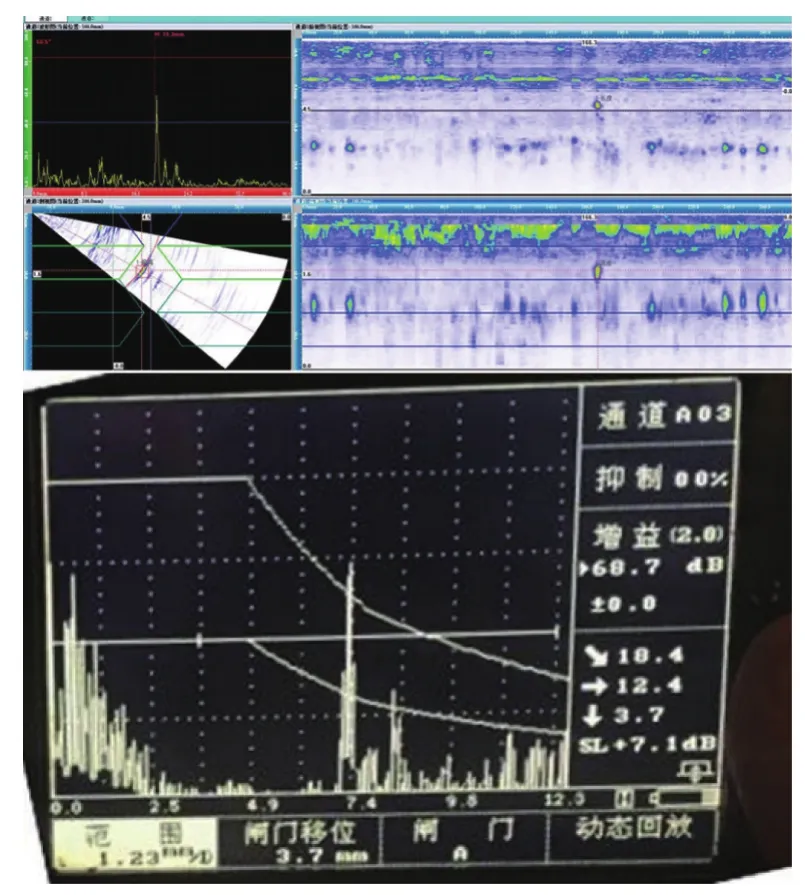
图7 编号为YDZA-4-4-B一次低温再热器管焊缝相控阵检测缺陷图谱及超声波缺陷验证
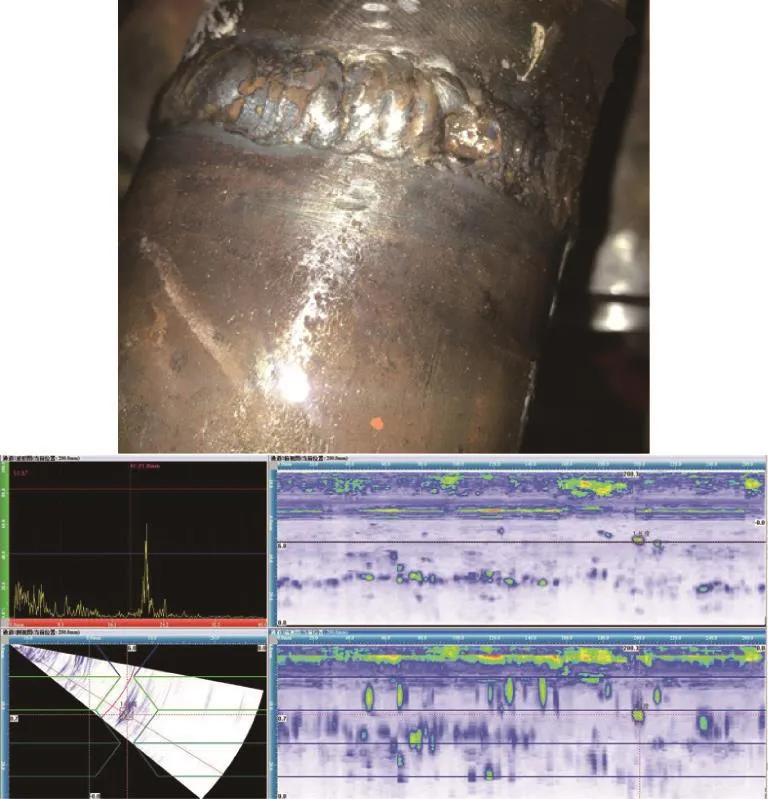
图8 编号为YDZA-55-5-BR1一次低温再热器管焊缝相控阵检测缺陷图谱及焊缝外观照片
3 相控阵非相关显示
通过使用超声相控阵设备对现场数千个小径管安装焊缝检测,笔者发现检测小径管时,超声相控阵会产生一些非相关显示,可能导致误判,影响检测准确率,因此针对所使用的超声相控阵及其配套探头契块,笔者总结两点非相关显示的评定规律:
检测厚壁小径管时,会产生较强的底面反射信号,并有一定规律的排序,在扇扫图中发现在模拟焊缝边缘二次波范围内出现2-3处规律显示,显示的深度与水平有一定的平均差,把相控阵探头放在焊缝边缘扫查时,出现一个底面反射显示,按栅格式扫查把探头平移到距焊缝中心线设定的距离时,会发现扇扫图中出现的底面反射显示随着探头的移动,演变成2-3个规则显示,在A扫描显示呈山字波出现,如图9所示。此显示经过超声波和射线的反复论证,该反射显示为底面反射变形波。一般焊缝内表面成型不良会导致出现该反射信号显示,并且将焊缝根部磨平后,相控阵中缺陷反射波消失。
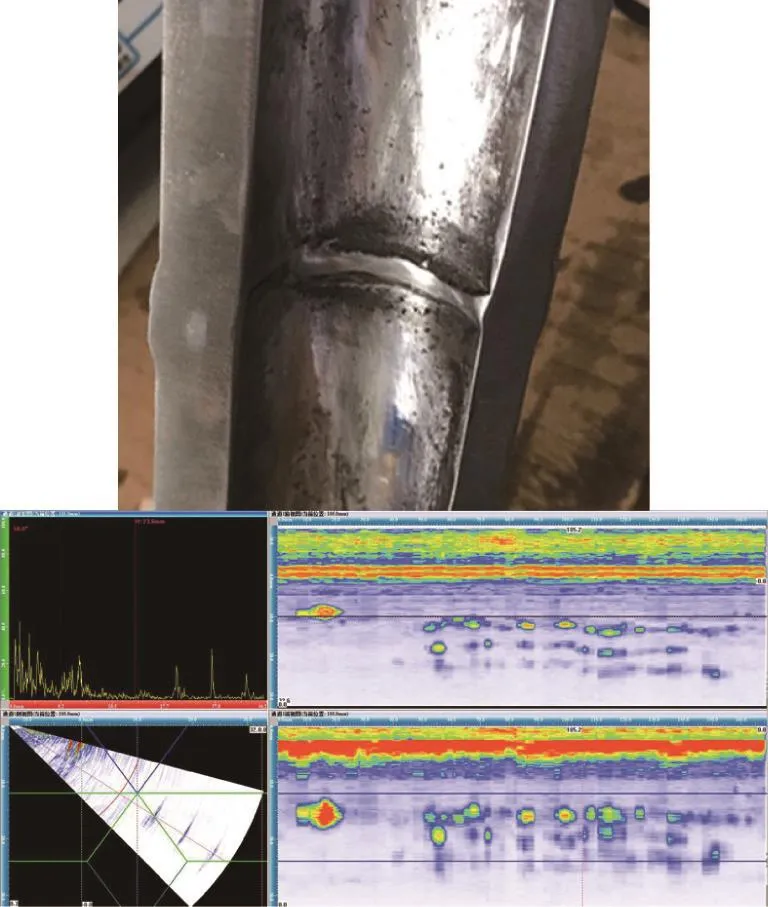
图9 小径管底面反射显示
检测薄壁小径管时,扇扫图上三次波范围内出现很强烈的反射显示,深度均在壁厚的一半,水平超出焊缝,四次波底部出现表面反射显示,这种显示一般会在三、四次波同时出现,该显示是横波入射点经过三次波转换为纵波,声速与时间的差距,导致反射信号的深度出现在壁厚的1/2处,如图10所示。经论证,该反射显示为表面反射变形波。
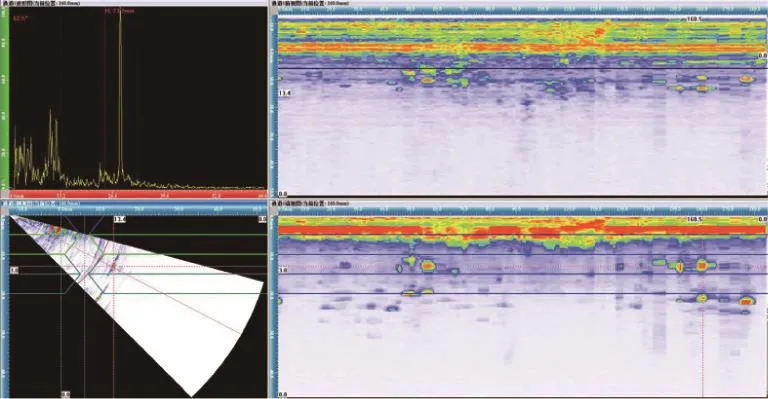
图10 小径管表面反射显示
4 结论
针对1000MW机组的二次再热塔式锅炉安装过程中部分受热面小径管焊缝存在空间狭小,难以进行射线检测和表面观察问题,笔者对超声相控阵检测技术在锅炉安装过程中的应用进行了研究。在实际应用前,我们首先使用模拟缺陷试块进行了超声相控阵模拟试验以验证超声相控阵检测设备对于锅炉小径管焊缝缺陷的检测灵敏度,之后笔者用超声相控阵对一、二次低温再热器管安装焊缝进行检测,并对超声相控阵可能会产生一些非相关显示进行总结。
无论是模拟试验还是现场应用都显示超声相控阵检测无论对于表面缺陷、焊缝根部成型还是埋藏型缺陷检测具有灵敏度高,成像位置准确,检测结果直观、易于判断等优势,
应用于塔式锅炉安装过程小径管焊缝检测,可实现对焊缝的多角度、无盲区扫查,在更好控制焊接质量的同时,缩短检测工期,满足工程进度要求。本文的研究为超声相控阵检测在1000MW机组的二次再热塔式锅炉安装工程中的应用提供了参考,并对于超声相控阵检测技术相关研究也可提供实践上的借鉴意义。
猜你喜欢
中国特种设备安全(2022年1期)2022-04-26
云南教育·小学教师(2022年3期)2022-04-17
科学技术创新(2022年1期)2022-02-19
科学技术创新(2021年3期)2021-01-22
无损检测(2020年12期)2020-12-25
读写月报(初中版)(2020年9期)2020-02-21
铸造设备与工艺(2019年2期)2019-07-25
西夏学(2019年1期)2019-02-10
艺术评论(2017年12期)2017-03-25
艺术评论(2016年8期)2016-05-14
