航空发动机台架试验安装中心调整优化研究
2021-01-10 15:19陈仟吴孝幸
科技信息·学术版 2021年36期
陈仟 吴孝幸



摘要:航空发动机作为飞机的心脏,被誉为中国工业皇冠上的“明珠”,是一种高度精密和复杂的热力机械。航空发动机的研制和生产是集高、精、尖技术之大成,具有高难度、长周期、高投入、高风险等特点,一款航空发动机从项目立项到产品定型通常需要十至二十年的时间。在研制阶段,需要反复开展试验验证,在试车台上不断录取性能参数并加以修正改进,方可最终定型。随着技术力量不断提升,怎样不断提高试验效率和测试精度,加快发动机研制进程成为急需解决的问题。
关键词:发动机轴心 台架中心 发动机中心对准仪
前言
航空发动机研制阶段需要开展大量的台架试验,发动机中心调整是指发动机轴心线与试车台架中心线的重合度,是发动机台架试验安装过程中的一个重要参数,是发动机台架试验推力测量的重要影响因素。本文以发动机设计理论为基础,结合基础几何原理,设计专用工装,快速准确测量发动机轴心线,保证发动机台架安装精度、节约大量发动机台架安装时间,提高工作效率,减轻工作人员的工作负担。
1 发动机上台安装现状
1.1发动机中心调整现状
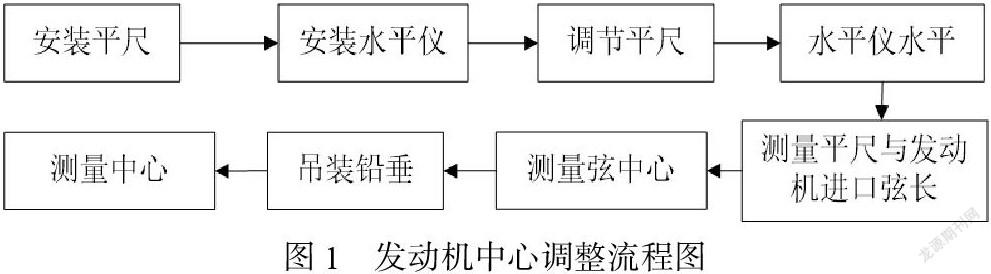
现阶段,发动机中心调整是通过测量发动机轴心线,保证发动机轴心线和台架中心保持一致来实现。发动机中心调整是发动机在试车台上安装过程中的一个重要的到位尺寸,该尺寸测量的操作流程如图1所示:
从图1可以看出,采用现目前的方法调整发动机中心过程较繁琐、步骤较多,而且需要至少两人相互配合方能完成,在测量过程中对人员配合默契度要求较高,操作过程中各环节的误差都会对测量结果造成影响。
1.2对发动机试验数据的影响
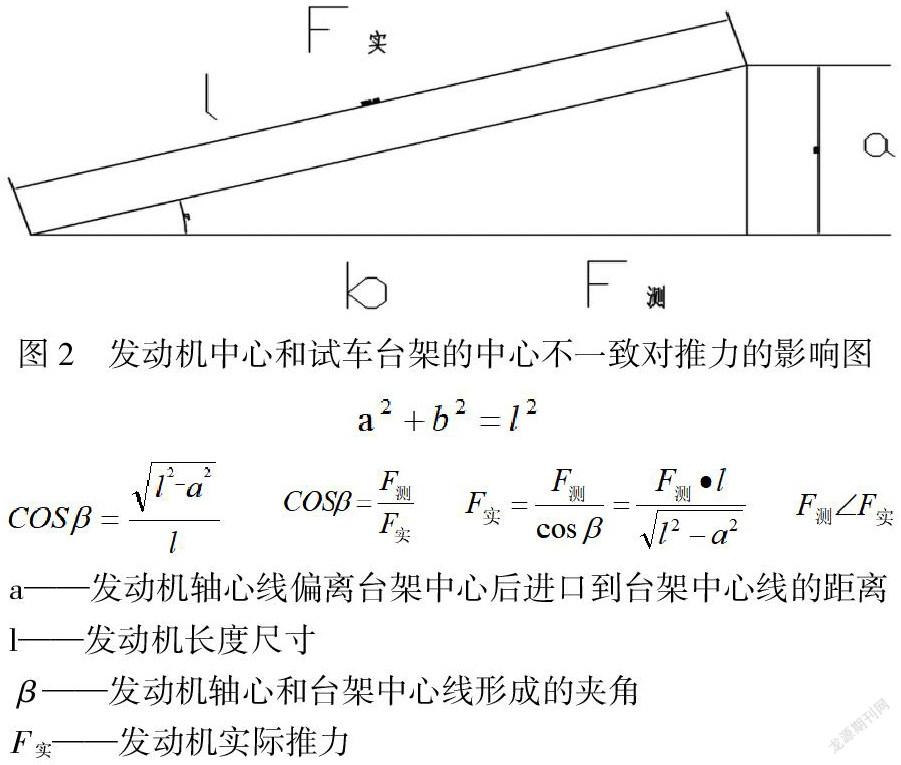
发动机中心调节精度得不到保证,发动机轴心线和试车台架的中心线将形成一个夹角,发动机台架试验测量推力与发动机实际推力就会产生误差,将对发动机推力测量造成影响,具体情况见图2:
a——发动机轴心线偏离台架中心后进口到台架中心线的距离
l——发动机长度尺寸
β——发动机轴心和台架中心线形成的夹角
F实——发动机实际推力
F测——发动机测量推力
根据上面公式可以看出,发动机中心测量若不能满足要求,将会导致发动机实际推力大于台架测试推力,即F测 一是发动机验收试车时,有时候会因为发动机测量推力偏小,导致验收试车不能通过,这将采取相应的措施提高发动机推力。 二是发动机测量推力满足要求并在限制值的上限时,此时若存在发动机轴心线和台架中心不重合,那发动机的实际推力将大于测量推力。 2 改进思路 2.1改进思路介绍 通过简化现有工作流程,提高到位尺寸测量精度,必须认真梳理现阶段该尺寸的测量流程以及工作原理。通过分析可以知,现阶段测量过程是利用“弦的中垂线一定经过这条弦所在圆的圆心”这个原理并按照以下3个步骤实现的: (1)用平尺和框式水平仪在发动机进口截面上面找到一条水平的弦; (2)测量出弦的长度,并找到弦的中点; (3)利用弦的性质:“弦的中垂线一定经过这条弦所在圆的圆心”,由此找到发动机进口截面的中垂线; 通过梳理研究,我们设计出一个新的测量发动机中心的工具,将该专用测量工具定义为发动机中心对准仪。发动机中心对准仪由工作尺、水泡和铅垂线支点构成。发动机中心对准仪的结构三视图如图3所示: 2.2发动机中心对准仪工作原理 发动机中心对准仪放进发动机进气道后,通过观察水平仪水泡位置,调整工作尺位置,保证工作尺处于水平状态,此时工作尺上端面近似看作发动机进口截面圆的一条弦,此时铅垂线支点的铅垂线线在铅垂重力作用下保持竖直状态(与弦垂直),其反向延长线必定通过发动机进口截面圆的圆心,此条线即可作为发动机进口截面圆的中垂线,视为发动机中垂线;通过调整发动机位置,即可保证发动机中心线与台架中心线重合。 2.3发动机中心对准仪误差分析 发动机中心对准仪作为发动机上台安装到位尺寸测量工具,測量精度必须得到保证。需要认真分析发动机中心对准仪在使用过程中哪些因素将对测量结果造成影响,在使用过程中尽量避免各种因素影响测量结果。发动机中心对准仪使用过程中引起误差主要有两方面: (1)发动机中心对准仪自身有一定长度,在长时间工作和保管过程中,由于自重、使用过程中的碰撞等因素会导致产生一定变形量,变形后工作尺中心到两个端点的距离不一致,将会造成实际测量的发动机中心存在误差,导致在使用过程中找到的中心线没有经过圆心,即不是发动机的中心线; (2)发动机中心对准仪两端结合面在长期使用过程中会产生一定的磨损,如果两端面磨损量不一致,将会造成发动机中心对准仪的铅垂线支点不在量具长度的中间位置,导致在使用过程中找到的中心线不是发动机的轴心线。如图4所示: 按图4所示,若单边磨损量为d,那么中心线会与实际中心线偏差d/2,该发动机中心线的安装要求为1mm,而铅垂最下端的尖嘴处直径为hmm,如果铅垂中心始终在台架中心的中间位置,那一边还有(1-h/2)mm的裕度,那么要保证安装尺寸始终能满足要求,d/2<(1-h)/2mm,及d<(1-h)mm。 3 总结 改进后,使用发动机中心对准仪测量发动机台架安装中心测量流程图如图5所示: 通过图1、图5可知,使用发动机中心对准仪测量发动机台架安装中心,将发动机现在的8个环节减少为4个,且1人可以轻松完成,简化了发动机上台流程,发动机上台时间大大缩短,有效提高了发动机上台安装工作效率,而且随着调整工步的减少,测量误差也大大降低,从而更可靠的保证了测量精度。 4结束语 发动机中心对准仪不仅有效解决了发动机上台过程中流程繁琐、花费时间较多、工作效率低等问题,同时还减少了该到位尺寸测量配合人员,从而减少了测量过程中人的因素影响测量精度的可能性,提高测量精度。通过分析,各流量级发动机进口尺寸有差异,将中心对准仪工作尺加长或缩短即可满足各型号发动机的需求。同时,在某些大尺寸管道施中,为了保证大管道能顺利连接安装,在安装前需要找到管道的中心线,此时可以考虑将工作尺做成伸缩可调式,只要保证工作尺中心到两端面距离相等,根据管道直径选取适当长度的工作尺,即可满足各种尺寸管道的测量需求。 参考文献: [1]刘长福,邓明.航空发动机结构分析[M].陕西:西北业大学出版社,2006(01):02-11. [2]倪育才.实用测量不确定度评定[M].北京:中国计量出版社,2016(05):03-35.