产品混线装配产能不足原因分析及工艺改进
2021-01-13 12:17许锦泉
装备制造技术 2020年10期
许锦泉
(广西柳工机械股份有限公司,广西 柳州545007)
随着工程机械行业发展的不断成熟,市场竞争日趋激烈,如何提升企业的竞争力,已成为工程机械生产厂家的首要任务[1]。随着国外先进生产理念引进国内,如精益生产、工业工程、柔性制造等理念的导入,为装载机装配流水线生产的效率提升提供了很多作业及流程改进方法以及工具[2]。通过持续不断的工艺技术改进来推动企业生产的进步,达到节能、增效、降耗的目的。
在企业应对激烈竞争的过程中,公司将平地机与装载机并线,在试运行一段时间后发现生产能力不足、安全风险高等问题,本文通过对混装的生产线平衡、工艺布局特性以及装配过程的工艺研究,提出改进方法并予以实施,从而达到高效、低安全风险的生产要求。主要有:
(1)相似装配内容分在不同工位,通过对两种产品的装配工艺流程进行梳理并对主要的工序分析后发现,除同工位相似的工序内容外,对于不同工位或不同工序的,装载机有31项,平地机有27项,其中,两种产品相似的工序被分配在不同的工位有10项,虽然两种产品的装配内容会有差异,但是对于一条生产线来说,相似的装配内容分配在不同工位必定会造成装配效率的下降,详见表1。
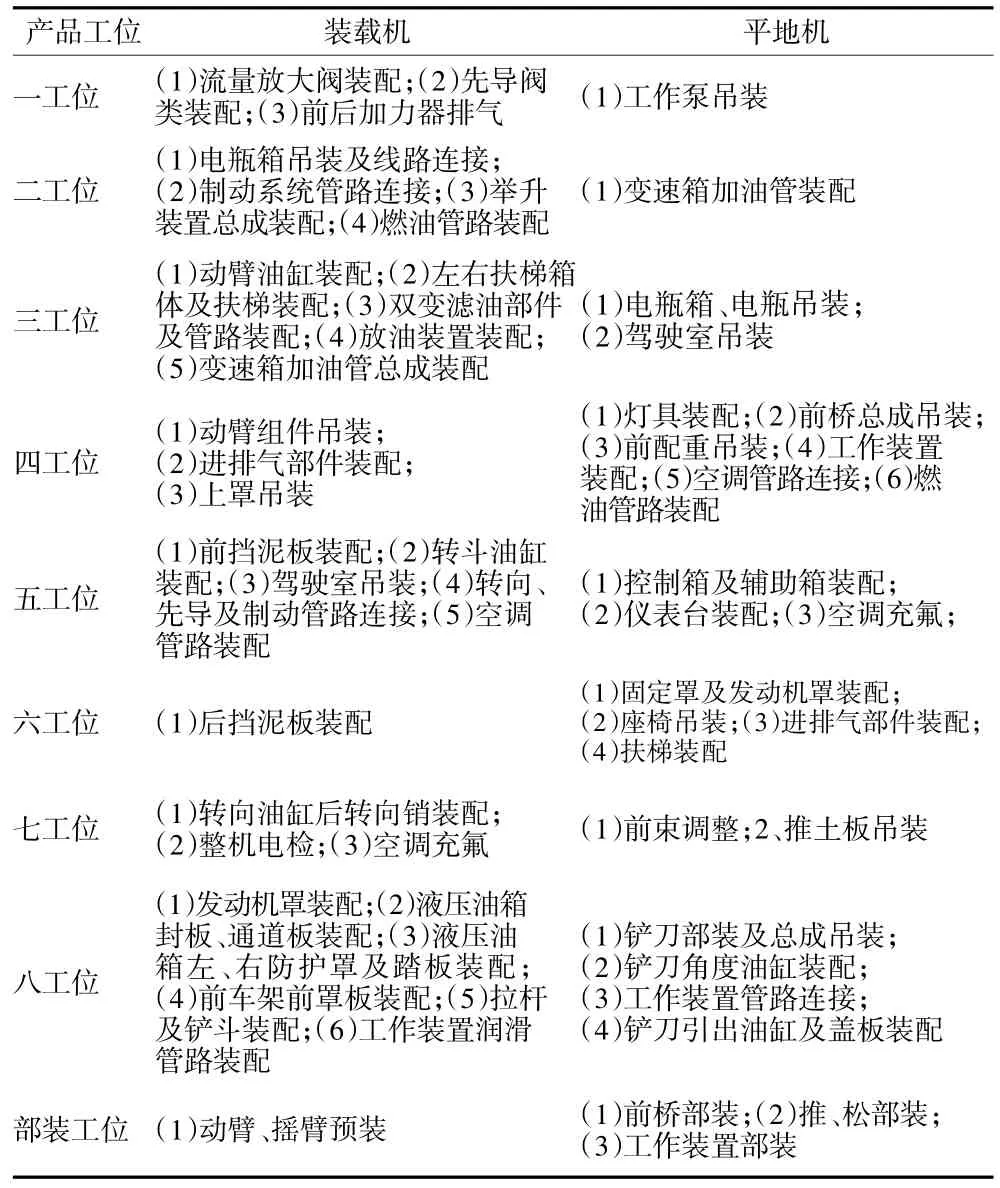
表1 改进前主要差异内容对比
1 现状问题描述
由于工程机械行业持续低迷,公司为了优化业务,积极应对行业寒冬,将平地机业务纳入装载机公司,鉴于平地机的产量及其结构特点,公司决定将平地机与多品种小批量的装载机安排在同一条生产线,指标为6台/天。但问题接踵而至:(1)对于这两种完全不同的产品,尚未有人熟悉它们的装配要求,装配不同的产品需安排不同的工人,造成一条线需要两批人;(2)由于对物料不熟悉,没法区分,两种机型的物料只能分别摆放在不同的区域,物料摆放凌乱,需花费大量时间找料;(3)人员分工不合理,装配效率低,满足不了市场需求,员工经常加班加点才能完成当日的排产计划。
经原因查找和问题分析,造成以上状况的原因
(2)人员工序内容分配不合理,装配某一种机型时,部分员工很快完成装配内容,但有些员工却无法在节拍内完成,形成瓶颈工序。除了造成无谓的工时损失外,还造成大量的工序堆积,严重时会造成生产线中止[3]。装载机和平地机的线平衡率分别为73%、72.7%,达不到日均衡6台/天的要求,无法满足生产,详见图1。

图1 改进前人员工时线平衡墙图
(3)部装工序多且零散,除主线装配工序外,装载机有5项,平地机有7项部装需要在线边部装,除相同的柴变、驾驶室、泵阀及电器部装外,装载机的动臂、摇臂部装,平地机的前桥、推松和工作装置部装均需要专门的人员和场地进行部装,如装装载机时,平地机部装的人员便闲着,因此这部分人员在机型切换时存在人员效率损耗,另外,部装好部件需要铲运到主线边,同样造成物料流转的损耗,详见表2。
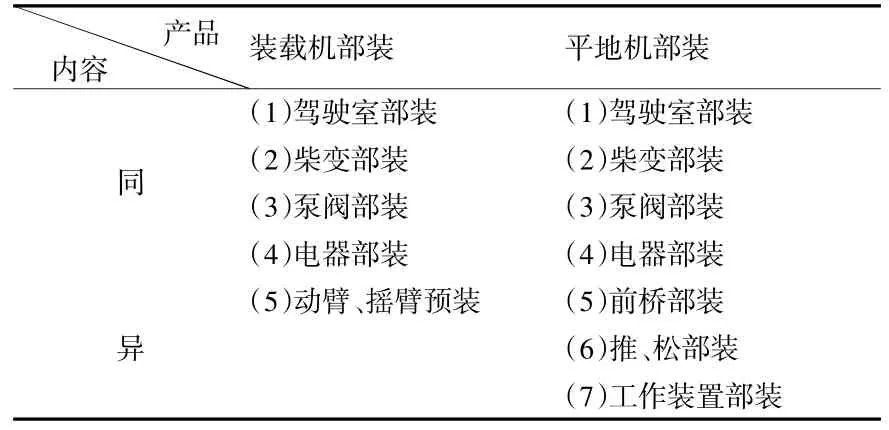
表2 改进前部装工序内容对比
2 工艺改进
根据以上原因,运用工艺改进的工具和方法,对生产现场进行优化改善,解决问题。顺序从以下3方面开展:
(1)通过小组讨论将装载机和平地机两种产品分配在不同工位但内容类似的10项工序整合到同一工位,重新分配工序后,存在差异的装载机有21项,平地机有17项,差异率下降了37%,这不仅提高了主线线边物料区域的利用,工人的工作效率也更高,详见表3。

表3 改进后主要差异内容对比
(2)重新梳理装载机和平地机两种机型的工序并综合考虑瓶颈工序再次进行分配,使主线人员的工序内容时间趋于平衡,装载机和平地机的线平衡率分别达到83%、86.5%,详见图2。

图2 改进后人员工时线平衡墙图
(3)鉴于装载机的批量线有动臂部装线,经过分析,该部装线可以满足所有动臂产能需求,将混装线的动臂部装工序移至动臂部装线,避免独立部装;考虑到平地机的量小,若单独投入平地机的前桥、推松及工作装置部装线,需要专门的场地、设备及人员,经试装验证,将平地机前桥、推松及工作装置部装工序外移,这些部装工序移除后可优化缩减5人,详见表4。

表4 改进后部装工序内容对比
(4)改进结果:从2016年6月至2017年6月统计的数据可以看到,装载机、平地机混线装配产能由4.4台/日提升到6.5台/日,产能提升了47.7%,详见图3。
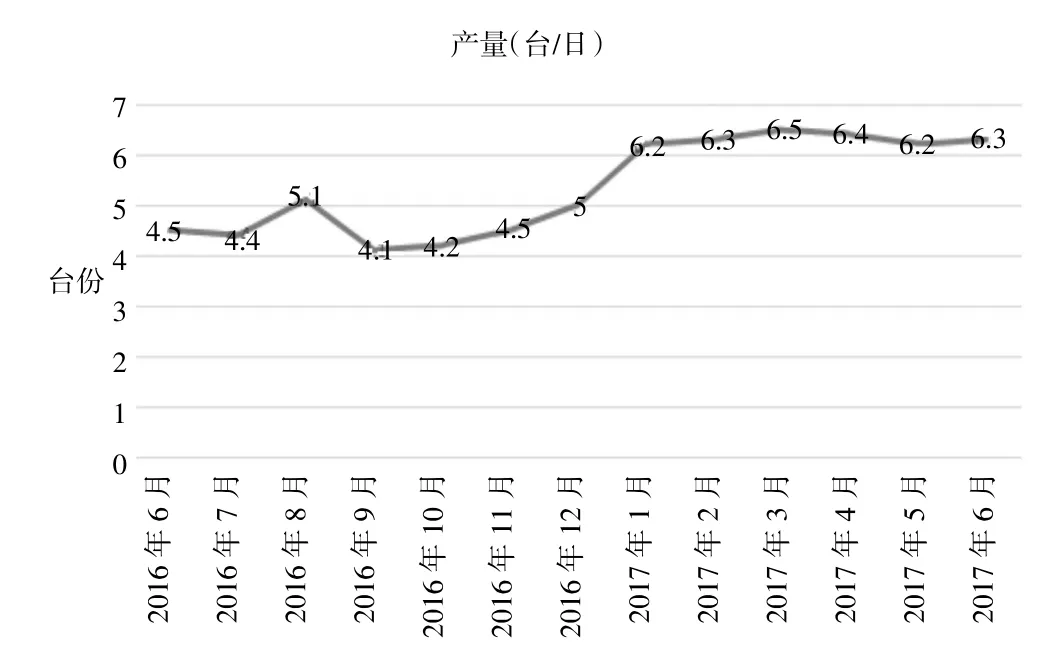
图3 某生产线产能趋势图
3 结束语
本次装载机平地机混线装配工艺改进效果良好,达到6台/天的目标要求,部分简单机甚至达到7台/天的产能,安全、质量、物流方面的能力也得到了显著提升。
除了所使用的通用工艺方法外,装载机、平地机混线装配在实际应用中的实践具有很大推广价值,特别是在当前形势,产品的混线装配将更有效地利用场地降低制造成本并逐步提升混线装配人员的操作技能,增强企业竞争力。
猜你喜欢
今日农业(2021年13期)2021-11-26
汽车工艺师(2021年7期)2021-07-30
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
汽车实用技术(2015年8期)2015-12-26
杭州(2015年9期)2015-12-21
有色金属设计(2015年2期)2015-02-28
筑路机械与施工机械化(2014年7期)2014-03-01
筑路机械与施工机械化(2014年5期)2014-03-01
筑路机械与施工机械化(2014年3期)2014-03-01