基于车螺纹原理卷制螺旋弹簧
2021-01-22 02:58赵云
机械工程师 2021年1期
赵云
(内江职业技术学院 智能制造系,四川 内江641000)
0 引言
弹簧是机器和仪表中的重要零件。由于弹簧的结构特点和所用制作弹簧材料的弹性,在工作时可以产生较大的变形,被用于吸收冲击能、缓和振动和冲击、测力、储存能量,以驱动机件等[1]。本文主要分析弹簧的类型、弹簧材料,并参考车削螺纹的原理研究了螺旋弹簧的卷制工艺。
1 弹簧主要类型
弹簧的种类很多,可分为金属弹簧和非金属弹簧。常见非金属弹簧有空气弹簧、橡胶弹簧。常见的金属弹簧有圆柱螺旋压缩弹簧、圆柱螺旋拉伸弹簧、圆柱螺旋扭转弹簧、圆锥螺旋弹簧、板弹簧、碟形弹簧、平面蜗卷弹簧、环形弹簧等。其中以圆柱螺旋弹簧应用最为广泛。各种类型常用弹簧的结构与特点如表1、表2所示(其中F为弹簧载荷,T为转矩)。

表1 常用非金属弹簧
2 弹簧材料
由于弹簧主要在交变应力下工作,而且要求在受到较大应力情况下,不产生塑性变形,因此要求弹簧材料具有较高的抗拉强度极限、弹性极限和疲劳极限,不易松弛。同时要求具有高的冲击韧性,良好的热处理性能等[1]。

表2 常用金属弹簧
常用非金属弹簧材料主要是橡胶、增强塑料等。
常用金属弹簧材料(其含碳量在0.65%~0.90%范围内,通过淬火及中温回火可获得高的弹性极限):
1)碳素弹簧钢丝(Ⅰ、Ⅱ、Ⅱa、Ⅲ)。如60钢、75钢等,这种钢的优点是价格便宜,缺点是弹性极限较低、淬透性差,适合于制造尺寸较小、弹簧钢丝直径d<12~15 mm的一般用途的弹簧,如螺旋弹簧。
2)合金弹簧钢丝。以Si、Mn为主要合金元素的弹簧钢丝,最有代表性的是65Mn和60Si2Mn,这类钢的市场价格比较低,淬透性明显优于碳素弹簧钢,可以制造尺寸较大、钢丝直径d≤25 mm的弹簧,如缓冲卷簧等。Si和Mn同时加入的弹簧钢,比只加入Mn的弹簧钢性能好得多,在工业中应用最广;以Cr、V、W为主要合金元素的弹簧钢丝,最有代表性的是50CrVA。这类钢的淬透性较好,高温下性能比较稳定,主要用于制造尺寸大、弹簧钢丝直径d≤30 mm、受载大的和工作温度较高的重要弹簧,如螺旋弹簧、阀门弹簧、扭杆簧等[2]。
3 卷制螺旋弹簧原理
螺旋弹簧有热成型和冷成型两种成型方法,大型弹簧(弹簧钢丝直径大的)用热成型制成,然后淬火加中温回火,一般用途的小型弹簧(弹簧钢丝直径d<12~15 mm)用冷成型法卷制成型,卷成后一般不经淬火处理,只进行低温回火。
冷卷法卷制螺旋弹簧的原理与在普通车床上车螺纹基本相同:即主轴每转一周以后车刀得到一个等于弹簧节距大小的纵向移动量,也就是装有车刀的刀架应当移动一个等于螺纹节距的距离。
螺旋弹簧具有结构简单、制造方便等特点。特性线一般为直线,刚度稳定,如图1所示,其中F为弹簧载荷,λ为变形量。
4 螺旋弹簧的种类和各部分名称
螺旋弹簧根据形状不同,一般有圆柱形、圆锥形和橄榄形3种,如图2所示,其中:D1为弹簧内径;D2为弹簧中径;D3为锥形弹簧大端内径;D为弹簧外径;d为弹簧钢丝直径;t为弹簧节距(各圈之间的距离)[3]。
5 卷制螺旋弹簧用的芯轴
芯轴是卷制弹簧的主要工具。芯轴的长短根据弹簧长度决定,但应比弹簧长些。芯轴的直径(比弹簧内径小)大小非常重要,如果直径不准确,那么卷出来的弹簧直径就不符合要求。确定芯轴直径也是比较复杂的,因为弹簧卷好后直径会扩大,由于钢丝弹性不同和直径不同,弹簧直径扩大量也不同。根据过去的实践经验,芯轴的直径可用下面经验公式计算:


图1 圆柱螺旋弹簧特性图
式 中:D0为 芯 轴 直径;D1为弹簧内径;d为弹簧钢丝直径。
当用中级弹簧钢丝直径d<1 mm时,芯轴系数取下差-0.02,d>2.5 mm时取上差+0.02;高级弹簧钢丝d<2 mm时取下差-0.02,d>3.5 mm时取上差+0.02。除此之外,可以不考虑。
芯轴直径确定以后,在芯轴一端外圆上钻一小孔,直径较弹簧钢丝稍大,便于插钢丝之用。
正式卷制弹簧前,需先进行试验,即先卷制2~3圈后松开,然后测量弹簧扩大后的内径是否符合要求,并根据测量结果修正芯轴直径[4]。
6 卷制螺旋弹簧的步骤
6.1 卷制圆柱螺旋弹簧
卷制圆柱螺旋弹簧时可按下列步骤进行:
1)根据弹簧节距t调走刀箱手柄位置和挂轮(与车螺纹相同)。
2)装上芯轴,将钢丝插入芯轴外圆端部的小孔中,如图3所示。另一端夹在刀架上的槽铁(把垫铁片磨成槽夹在刀架上)中,如图4所示。但不能夹得太紧,只要钢丝能用力拉出来即可。
3)合上开合螺母,开动车床主轴,进行卷制。当弹簧卷到近卡盘时停车,用钢丝钳或弓锯把钢丝折断。最后从芯轴上取下弹簧。为了保证两端的承压面与轴线垂直,需在砂轮上将两端面磨平。
用槽铁夹钢丝只适用于单件生产。如工件数量较多,就可以采用带滚珠轴承的夹钢丝专用夹具,整个夹具装夹在刀架上,如图5所示。
在夹具体6上开有2个穿通腰形槽5,装滚珠轴承1的2根短轴就装在腰形槽中,背面用压板螺钉紧固,另有2个滚珠轴承安装在夹具体下端,滚珠轴承的外圈能自由转动。滚珠轴承外圈上有圆弧凹槽,弹簧钢丝可在槽中通过。当钢丝直径变化时,可以松开夹具体背面的螺钉和压板,调整螺钉4就可以使上面2个滚珠轴承上下移动,以改变上下2个滚珠轴承之间的通道大小。
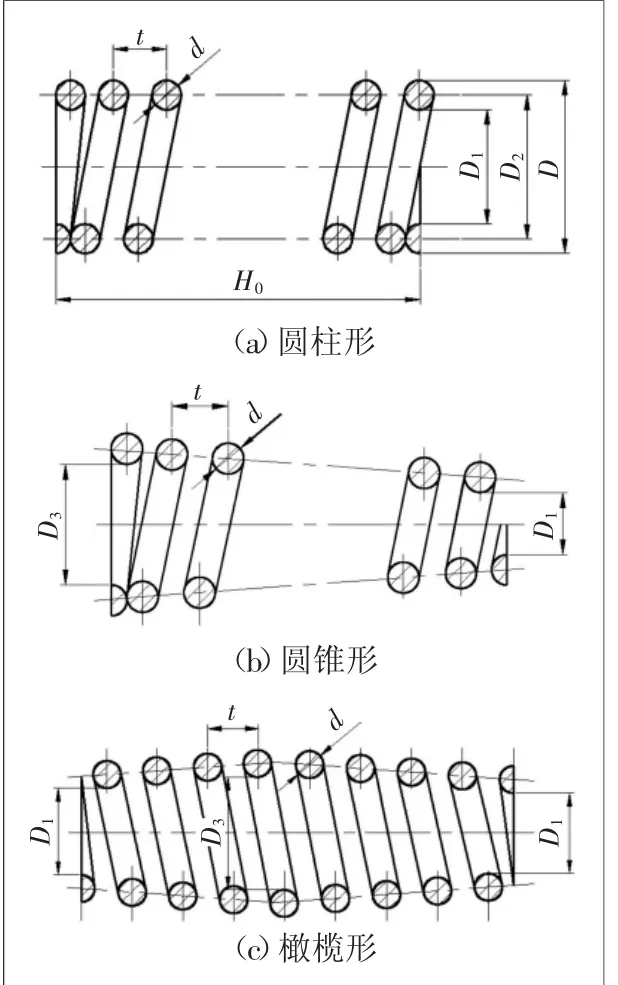
图2 螺旋弹簧

图3 卷制圆柱螺旋弹簧

图4 槽铁

图5 夹钢丝专用夹具
在夹具体的侧面有2个导向板2和3,可以改变和引导钢丝的运动方向。但它的槽口容易磨损,所以需采用耐磨的材料制作,或者将材料进行淬火处理。此外,弹簧钢丝应放在专用的放线架上,如图6所示。放线架的转轴应安装在滚动轴承上,使整圈钢丝套在放线架上能自由转动。
6.2 卷制锥形螺旋弹簧卷制锥形螺旋弹簧
时,把圆柱形芯轴调换成锥形芯轴,芯轴外圆上车有圆弧形螺旋槽,卷制的方法与圆柱螺旋弹簧相同,如图7所示。
6.3 卷制橄榄形螺旋弹簧

图6 钢丝放线架

图7 卷制锥形螺旋弹簧
卷制橄榄形螺旋弹簧时,要用一根细长芯棒和一套大小不同的垫圈。先把直径最大的垫圈放在中间,两边分别套入直径逐一减小的垫圈,并用紧圈固定,然后开始卷制,如图8所示。卷好以后切断钢丝,然后松开紧圈,拉出细长芯棒,并拉长弹簧,这时垫圈就从弹簧缝里落下来。
7 结语
除了上述3种螺旋弹簧以外,根据特殊需要还有其他各种形式,如变节距螺旋弹簧、变径螺旋弹簧等。基于车螺纹原理卷制螺旋弹簧的方法,主要是为小型企业提供借鉴,它不需要专用的设备和很复杂的专用工装,只要有普通的车床(如C616、C6140A),就可以卷制需要的螺旋弹簧。方法简单易学,成本低,特别适合单件、小批量生产。

图8 卷制橄榄形螺旋弹簧
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
商品与质量(2021年43期)2022-01-18
名城绘(2020年2期)2020-10-21
山东冶金(2019年5期)2019-11-16
商品与质量(2019年11期)2019-07-25
科技创新与应用(2017年16期)2017-06-10
材料科学与工程学报(2016年2期)2017-01-15
汽车实用技术(2016年1期)2016-12-24
上海金属(2016年4期)2016-11-23
汽车零部件(2015年5期)2015-01-03