夹套管线的预制安装及质量控制
2021-02-08 01:04陈月香
电子乐园·下旬刊 2021年3期
关键词:质量控制
陈月香
摘要:根据以往经验,夹套管线主要以分段预制与现场安装这一方式为主,并且,其由于现场安装效率高,目前已得到广泛应用,且受到业主与诸多现场工程师一致好评。基于此,本文将主要针对夹套管线的预制安装以及其质量控制措施展开相关研究探讨,
关键词:夹套管线;预制安装;质量控制
引言:按照专利经销商的规定,这个新项目的套管全部采用机械设备进行切割,然对横截面进行抛光和平整。其中,高压泵进出口管道内管定位板已焊在内管上,与内管一起发货,无需进行现场焊接。
1夹套管的构成与型式
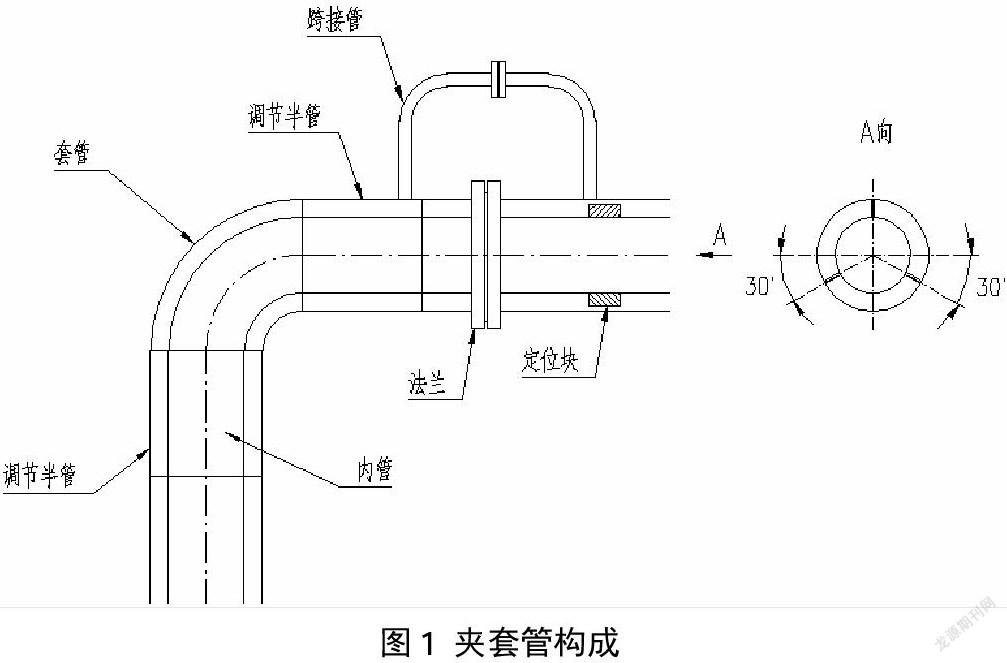
夹套管由内管、外管(包括调节半管)、或夹套法兰、跨接管、定位板(支撑点块)等组成,如图1所示。夹套管有两种类型:隐藏式和外露式。根据图纸,导管架线按段编号;选用预制管线加工工艺,大部分管道、管件在预制现场预制组装,预制现场场地平整;管道内外必须清洗干净;管道的切割、焊接加工、组装、配对等,都有严格的规范;现场选择氩弧焊,可以合理保证焊接质量,可以进行连续的工程施工;有效的预装和现场使用埋地调节段,提高工作效率。
2 项目夹套管道施工重点说明
2.1项目夹套管预制
(1)供应商提供的大口径夹套管的内外管原材料均为成品管道,无需现场切割。核对图纸尺寸、规格、型号,现场确定具体规格后立即预制构件;对规格有误的部分咨询图纸设计员后当场调整;(2)低压熔体泵进出口输送管道原材料切割和预制构件必须按照工程图纸进行;(3)高压泵进出口输送管道夹套的原材料为分段原材料,每条管道在每个调节段的一侧有一个对半剖分的调节短管。另一面必须根据具体情况现场安装使用,进行焊缝的切割、生产和加工。
2.2项目夹套管安装
(1)4台低压熔体泵之间的管道在切割管道工程图前进行了分析,科学布置固定焊缝,最大限度地减少管道焊接对管道安装的危害;同时,考虑到内管焊接和外管焊接是对管道的双向危害。它还考虑了每个固定焊缝的焊接验收。切割调整段时,同时考虑内管和外管的胀缩,能有效填充和防止管法兰与泵口法兰因焊接和焊接造成的间隙;(2)2套高压水泵内管为高压管,内管材质镍材壁厚sch40s,外管材质304,壁厚5mm。因此,有必要对内管和外管的焊缝总数和各焊缝的胀缩进行统计分析,按照现场的精确测量方法,切断了内管和外管,完成了各自工程的施工方法,完成了泵管工作,内管总成校准时应考虑在连接管段上安装定位板;定位板的材质应与内管道的材质相同。同一管段一般分为三部分,以免损害环空材料的流动性和铁管的热偏移(一般具体地址或设计方案会在工程图上确定)。找平管道上的两个支点块与顶板的交角应保证在110°~120°的中间;垂直管道上的三个定位板呈120°均匀分布。
2.3项目夹套管支架的安装
高压水泵部分进口夹套线仅采用扭簧支撑架,针对该类管道的临时固定,新项目根据管道工程图纸和支撑架数据分析表计算管道偏差。严格控制临时支撑架的具体位置和制造精度,确保管道在拆装和更换申报支撑架后不发生移位和变化。夹套管焊接采用先管后立管、先内管后外管的一般顺序工程施工。外管采用手工氩弧焊机,在整个焊接过程中,科学安排焊缝之间的焊接顺序,严格控制焊接固层温度,减少焊接接收对管道的危害。针对夹套管线,内管、外管分别建立焊接台账。外管纵向焊接也按长度进行统计分析。采用日报表法对施工的整体进度进行跟踪检查。
3夹套管施工需特别注意的几个方面
(1)夹套管线工程施工前,专业技术人员必须分发内外管线配套设施工程图纸。所以要特别注意)。(2)施工队在内管工程施工时必须考虑到需要先设置的外管和外管(弯头)。(3)在套入外管前,专业技术人员必须注意内管上的焊接定位板和尺寸法兰的焊接检查;4)根据新建项目的不同,部分工程项目需要对夹套套管进行倾斜,例如重庆建丰化工三聚氰胺夹套套管线的建设。因此,必须特别注意内管工程的施工,必须按要求进行预制构件的施工、安装和管道支撑架安装。(5)外管的焊接顺序应为:先纵缝后环缝,焊量大的先焊,焊量小的焊稍后执行。
4夹套管预制安装程序
4.1夹套管的预制安装工艺流程
施工准备:内外管切割定位板(桩),内管上间隔隔板,内管上外管套焊接,内管焊接,外管焊接,内外管分别进行水压和吹扫。(1) 夹套套管预制构件下料前,解决工程图纸并认真核对,有效明确内外管方案分段及分配分组流程。套管的预制构件应分段规定,以便于运输和安装。预埋调整段的距离优选为50100mm。(2)定位板在内管断面上的布置应不损害物料的流动性和热偏移。(3)定位板的焊接不得妨碍管道内管焊接的探伤。(4) 外管套在内管之前,必须先清除内管外表面的锈迹、灰尘和废料,同时外管内壁必须用刮刀清除、空气压缩吹或用抹布拖动。(5)外管对接的穿孔必须在外管安装前完成,以防止切割的金属氧化物进入壳侧。立管三通、管座等应事先向负责人焊接。(6) 将外管套在内管上,套装后的部分应与之前确认的部分基本一致,并确保夹套管的所有内管焊接(定位板和定位板的焊接除外)。(7)部分焊接可按移动外管的方法进行检查。选择这些方法可以减少外管的安装焊接量,提高安装速度。
4.2夹套管线安装
安装内管时,需在外管上开孔与蒸汽连接管架焊接。安装内管后,检查内管上的任何焊缝。内管安装好后,进行试压。安装夹头外管时,内管试压达标后才能逐步进行。安装时,从管道的一端逐渐开始,在安装时准确测量弯头、法兰、闸阀处调节段的具体长度,夹套外管按工程图纸规定的检验比例进行无损检测。
4.3管线支吊架的安装
对有倾角要求的夹套管线,必须在管架底部加装调节倾角的垫块,套管穿过平台、混凝土地面,套管安装在墙上时,应安装防水套管和挡水环,护套投入使用后,金属材料会引起热偏移。安装螺钉和导向或滑动支架时,应按偏移的相反方向安装到位,根据设计方案,它们必须偏斜或偏移偏移值的一半。
5焊接材料和質量控制
5.1焊接材料
各种焊接原辅材料应有材料合格证。氩弧焊机使用的氩气纯度应在99.9%以上。非熔化层应为铈钨电极或钍钨电极。焊接各种材料的辅助原材料的选择应根据原材料钢种的成分和可焊性特点,并满足实际质量要求。特殊情况应与技术部门协商。焊材的储存和应用前干燥度的解决是基于保证焊接工艺和质量,严格执行应用技术关键,贮藏存放在自然通风、防水、干燥的地方。现场施工用的焊材需要存放在保温桶中。
5.2焊接人员和机具准备
管道的焊接,必须聘用具有相应焊接资格的电焊工,并在规定期限内进行,规定焊接工人应当掌握焊接方法、程序、技术标准和质量管理标准,并在焊接过程中,按照焊接方法和焊接部位规定,实行持证焊接工人焊接管理。所使用的焊接机械设备应做好充分准备,以满足建筑施工高峰期的要求。应尽快检查和调整所有焊接机械设备,确保其特性、稳定增长、电流、工作电压、总流量测量仪表盘完好,经计量检定符合标准。
5.3焊接环境控制
如果管道焊接自然环境出现下列情况之一,应采取防护措施,否则应终止焊接工作。(1)电弧焊时,风力≥8m/s。(2)气保焊焊接时,风力≥2m/s。(3)空气湿度超过90%。(4)雨天或雪天的户外工作。
结语:
夹套管安装必须严格遵守工艺流程的工作交接规程。上道工序不得擅自转移到下道工序工程建设中。内管安装时,不允许与所连接的机械设备进行超强配对,管道安装工程施工人员必须按照规定穿戴劳动防护用品,按照安全、安全操作规程进行实际作业,高空作业必须注意安全。
参考文献
[1]李敬, 王贵毅. 母液输送系统夹套管伴热改造安装[J]. 2021(2017-19):133-134.
[2]杨林. 夹套管法兰卡具在高压堵漏中的运用实例[J]. 炼油与化工, 2020, v.31;No.147(01):38-40.
[3]邵颖霞, 徐莹. 非金属双套管设计与安装的探讨[J]. 化肥设计, 2019, 057(003):17-19.
[4]李黎, 陈洁, 王跃新. 浅谈夹套管的配管设计[J]. 2021(2011-13):148-149.
猜你喜欢
科技视界(2016年21期)2016-10-17
中国实用医药(2016年24期)2016-10-17
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29